
高合金钢的激光诱导低压射流复合加工研究
2012-09-15 07:20陈雪辉袁根福张相炎
湖北工业大学学报 2012年4期
陈雪辉,郭 微,袁根福,郑 伟,张相炎
(1南京理工大学机械学院,江苏 南京430063;2安徽建筑工业学院激光先进制造技术中心,安徽 合肥230022;3安徽水利水电职业技术学院,安徽 合肥231603)
W18Cr4V高合金钢属于钨系莱氏体钢,是高速钢应用最长久的一种,一般用作成型刀具的制作材料,具有很高的硬度、红硬性及高温硬度,较难加工,现有的加工方法各有其局限性.激光诱导低压射流复合加工是将射流技术和激光刻蚀技术很好结合起来的一种特种加工方法,主要是利用一定压力的溶液对激光刻蚀的表面几乎同步进行再次冲蚀加工,有效地解决此类难加工材料的精密加工问题[1].本文基于激光诱导低压射流复合加工方法,试制了一种试验装置,并通过该装置研究了激光诱导低压射流复合加工工艺及加工机理.
1 激光诱导低压射流复合加工的理论可行性分析
激光刻蚀加工和水射流加工是对难加工材料精密特种加工的两种重要方法.激光加工特点是效率高、速度快、质量较好,但是往往由于材料本身特性及激光热作用的瞬态性影响,材料加工表面不可避免地会存在着微裂纹及熔渣,从而影响加工的合格率和表面质量[2-3].而射流加工的特点是加工应用范围广,不但可用于切割而且还可用与表面质量处理及清洗,但是需要压力较高,加工作用力大,效率低,且加工边缘质量较难控制[4].
因此,本文综合上述两种精密加工方法的特点,提出了激光诱导低压射流复合加工方法,将低压射流加工、激光刻蚀进行有效复合,相互取长补短.在激光烧蚀的同时,利用具有一定压力的液体介质(压力远低于高压水射流,一般30MPa以下)同时对激光加工的表面进行冲洗.一方面通过快速流动的液体介质可以比较干净、迅捷地将熔渣冲走,避免其粘附和沉淀在加工试样表面,从而显著地提高刻蚀表面质量;另一方面还可以充分利用一定速率的液体介质的动能冲击作用,对被加工材料表面进行再次加工,一定程度上也可以提高材料加工效率.
此种复合加工技术由于涉及激光烧蚀加工和射流加工两个方面,是集光能、机械能、热能、化学能等数种能量形式于一体的物理化学过程[5-6],其加工机理较为复杂,并且由于液体射流的同步作用,激光在作用到工件的过程中,其能量会有一定损失,但通过合理地选择确定激光束和射流束的配合加工工艺参数,完全可以使得激光和介质射流复合加工对材料的作用力要高于单一激光刻蚀对材料的作用力,实现激光诱导低压射流复合加工.
2 试验加工装置及方法
基于上述理论分析,设计了如图1所示的试验加工装置:将待加工的工件固定于密封工作箱中,通过数控加工软件控制工作台移动进行激光加工,射流束由固定于工作台上的喷嘴射出,实现对工件进行同步复合加工.装置中采用的是平均功率为300 W的Nd:YAG固体脉冲激光器,其波长为1.06 μm,脉冲频率为0~100Hz连续可调,脉冲宽度为0.5~20.0ms连续可调,激光输出能量的大小通过控制台改变输入泵浦灯电流的大小进行改变,加工时采用1MPa的氧气作为辅助气体;低压射流加工系统选用20MPa的压力可调柱塞泵,射流喷嘴选用直径φ1mm,喷嘴同加工表面成20°夹角.
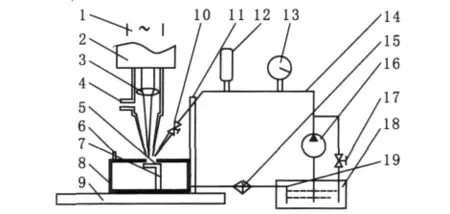
图1 激光诱导低压射流复合加工试验装置示意图
加工试样选用5mm厚、牌号为W18Cr4V的高速钢,利用不同复合加工工艺参数在试样表面加工0.5mm×6mm的槽体,采用体视显微镜和二维数字影像仪进行其截面形貌和孔深的观察比较,分析研究影响加工质量的规律.
鉴于试验过程中涉及到的工艺参数较多,本文采用的研究方法是首先初步确定其中某个参数,再定量地研究其余参数对加工质量的影响.如此反复,通过大量对比试验,在初步确定了一组较好加工质量的部分工艺参数基础上,进行交叉试验,最终得到一组相对最佳的加工工艺参数.
3 试验结果及其分析
由于低压射流和激光复合加工的加工质量主要由射流加工参数和激光加工参数共同决定,因此采用上文所述方法,重点研究了射流压力、激光输入电流、激光脉冲宽度以及激光重复频率等重要参数对于复合加工效果的影响.初步选取的部分工艺参数为:激光输入电流为340A、重复频率为22Hz、脉宽为0.6ms、加工速度为3mm/s.
3.1 射流压力对加工质量的影响
图2所示是在上述初步参数条件下采用不同射流压力得到的槽截面加工深度的变化规律,显然当射流压力≤7MPa时,加工深度是不断增加的;当水流束压力>7MPa时,深度反而下降.
这主要是因为水流压力过大时,加工时产生的溅射效果遮挡了部分激光束,使激光能量损失增大的缘故.因此本文选定7MPa作为试验加工的水射流压力.

图2 不同射流压力对加工深度的影响
3.2 激光输入电流对加工质量的影响
图3 所示为相同加工参数(单脉冲,脉宽0.6 ms、重复频率22Hz、射流压力7MPa、加工速度3mm/s)下,W18Cr4V高速钢槽体截面深度随激光输入电流的变化曲线.可见,截面深度随着激光束能量的增加而不断增加,并且在相同条件下,有射流辅助激光复合加工的槽截面深度明显要大.

图3 不同激光输入电流对加工深度的影响
这主要是因为在水射流辅助加工过程中,流体起到了对槽体熔渣起到了冲刷加工的作用,加工质量得到了明显改善,但随着电流的进一步增大,虽然深度继续有所增加,槽体深度中下部温度下降很快,熔渣迅速凝结,辅助气体及射流已无法将熔渣全部吹出,因此截面质量反而明显下降.

图4 不同输入电流下复合加工的槽体截面形貌图
图4 所示为工件在不同输入电流下的截面加工效果图(工件截面的放大倍数为30倍,下文同),因此选用380A的输入电流作为适合的激光功率参数.
3.3 激光脉冲宽度对加工质量的影响
在激光输入电流380A、重复频率22Hz、射流束压力7MPa、加工速度3mm/s条件下,通过改变激光脉冲宽度来研究其对W18Cr4V高速钢激光复合刻蚀量的影响.其变化趋势如图5所示.

图5 不同激光脉宽对加工深度的影响
可见,有射流的激光复合加工的槽体较深,且随着脉宽不断增大,其刻蚀深度也越来越大.当脉宽到0.85ms时,其刻蚀深度达到最大,之后随着脉宽增加加工深度增加不再明显.这是因为在相同的功率条件下,脉宽增加就可以使单位面积内激光能量增加,从而使得加工深度增加.但是如果单位面积内聚焦的激光能量过大(即脉宽超过0.85ms后),将会导致熔渣的清除不及时,槽深不但不会增加,而且表面形貌质量也会恶化.所以选用0.85ms作为本试验的合适激光脉冲宽度参数.
图6为激光输入电流380A、重复频率22Hz、激光脉宽0.85ms的参数下,单一激光加工和复合加工的槽深表面形貌图,表明水射流辅助激光加工在相同激光参数下有着较为优良的加工效果.同时,这也从侧面说明了输入功率一定、脉宽大到一定程度后槽体中底部生成的大量熔渣如果不被及时排出将会严重影响加工质量.

图6 0.85ms脉宽下槽体的截面形貌图
3.4 激光重复频率对加工质量的影响
图7 所示为不同激光重复频率对W18Cr4V高速钢复合加工量的影响(激光输入电流380A,激光脉宽0.85ms,射流压力7MPa、加工速度3mm/s).
从图7可知,加工深度随着激光重复频率的增加呈现先增后减的趋势.当重复频率在26Hz时,激光(复合)加工量达到峰值,随着重复频率的增加,加工量又在逐渐降低.这主要是因为在其他参数一定的情况下,适当提高重复频率就相当于相同时间内作用于材料上的激光加工次数增多,有利于增加复合加工槽体深度,但重复频率大到一定程度时,当生成的熔渣速度大于熔渣被清除的速度时,激光加工量就逐渐变低.

图7 不同激光重复频率对加工深度的影响
3.5 最终较优工艺参数的加工效果
通过上述试验,进行数据优化,得到 W18Cr4V高速钢较优的低压诱导激光复合加工工艺参数:激光输入电流,380A;激光重复频率,26Hz;激光脉宽,0.85ms;加工速度,3mm/s;射流压力,7MPa.
利用上述加工参数对材料进行单一激光加工和复合加工,其截面加工效果如图8所示.可见低压诱导激光复合加工得到的加工质量明显要好得多,其槽体的中心区域熔渣基本被清除,底部较为光滑,其内壁形状较为规则.

图8 不同工艺加工的截面形貌图
4 结束语
本文通过自制的激光诱导低压射流装置对W18Cr4V高速合金钢的复合加工进行了试验研究,详细分析了不同的激光加工工艺参数和射流加工参数对试样材料复合加工量和截面形貌质量的影响,最终在此基础上总结出一组相对较优的复合加工工艺参数.试验结果表明,激光诱导低压射流复合加工技术用来进行硬脆性等难加工材料的精密加工,在保证了加工效率的同时,又一定程度上提高了加工表面质量.
[1]Yuan Genfu,Zheng Wei,Chen Xuehui,Ma Yuping.Research progress of laser assisted liquid compound machining[J].Manufacturing Process Technology,2011(189-193):3 750-3 754.
[2]袁根福.脉冲激光铣削的机制研究与应用[J].中国激光,2007,34(S1):250-253.
[3]Hull R C.Jagadish R M.Osgood.Laser precision microfabrication[M].[s.l.]:Springer,2010.
[4]杨友胜,张 俊,黄国勤,等.水射流技术的应用研究[J].机床与液压,2007,35(2):106-108.
[5]袁根福,姚燕生,陈雪辉,等.激光和化学复合刻蚀加工表面质量的试验研究[J].中国激光,2010,37(1):281-283.
[6]Arvi Kruusing.Handbook of liquids-assisted laser processing[M].[s.l.]:Elsevier Science,2007.
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
煤气与热力(2022年4期)2022-05-23
橡塑技术与装备(2021年4期)2021-03-01
设备管理与维修(2019年11期)2019-10-25
设备管理与维修(2019年6期)2019-07-09
世界有色金属(2019年21期)2019-02-09
中国设备工程(2017年23期)2017-12-07
噪声与振动控制(2015年4期)2015-01-01
上海金属(2014年2期)2014-12-18
制冷学报(2014年3期)2014-03-01
