
线切割多件夹紧装置的研制
2012-09-28 13:19陈胜利
制造技术与机床 2012年8期
陈胜利
(河源职业技术学院,广东河源 517000)
线切割在机械加工中应用非常广泛,但其机床自身配带的简易横梁支架装置只适合装夹形状规则的长条形或是板型工件,对于一些形状复杂、不规则或本身尺寸较小的工件,其机床出厂时没有针对其特殊性设计专用装置,在实际加工中往往有特殊装夹要求的工件比较多,导致工件在线切割加工前的装夹与找正定位非常困难,甚至因无法装夹而不能加工;在无专用装夹装置的前提下,即使能够装夹有特殊要求的工件也是低效率的工作。为此,应企业需求,研制一种圆柱形工件装夹定位装置,为企业提高生产率。
1 技术方案
1.1 组成
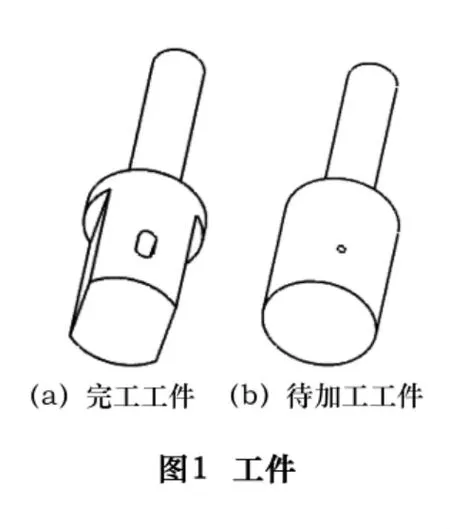
该装置的目的在于提供一种结构简单、运行可靠、装夹定位准确、一次能装夹加工多个圆柱形工件(如图1所示)的装置,提高工件加工的精度和效率。装置包括基座、前面板移动夹紧装置、后面板顶紧装置和压板压紧装置,其中,基座上并列设有若干个V形槽(图2)。

1.2 工作原理与过程
工件通过车削及电火花机精加工成为线切割待加工工件,如图1b所示。前面板移动夹紧装置包括设置在基座同侧的两个前面板导向柱,装置在前面板导向柱上的前面板以及前面板推进气缸,前面板上装置有与V形槽数量相等的弹簧,前面板在前面板推进气缸的驱动下沿着前面板导向柱移动;后面板顶紧装置包括设置在基座上的与V形槽数量相等的定位导向支撑柱、后面板以及后面板定位推进气缸,定位导向支撑柱从基座内部孔穿过后垂直设有定位支柱,后面板在后面板定位推进气缸带动下沿着定位导向支撑柱移动;压板压紧装置包括设置在基座同侧上方的两个压板导向柱,装置在压板导向柱上的压板及压板推进气缸,压板由压板推进气缸带动沿着压板导向柱移动[2]。工作过程如下:
(1)安放待加工工件:将8个待加工工件安放到基座上的8个V形槽内,压板推进气缸7做适当的推进,带动压板沿压板导向柱6运动,压板稍微压住待加工工件的柄,防止待加工工件从装置上掉落下来。
(2)待加工工件在夹具中垂直方向的定位:后面板定位推进气缸8到位,带动后面板10与定位导向支撑柱12运动,将8根定位支柱13依次从8个待加工工件的小孔从上往下穿入至定位导向支撑柱小孔内,实现待加工工件中间小孔在夹具中垂直方向的定位。
(3)待加工工件在夹具中宽度方向的精确定位:前面板推进气缸1推进到位,带动前面板4沿前面板导向柱3运动,待加工工件的台阶面在前面板推进气缸的推力和弹簧14的弹簧力的作用下被压紧贴在基座11侧面上。
待加工工件在夹具中长度、高度方向的精确定位:压板推进气缸7做进一步的推进且推进到位,带动压板9沿压板导向柱6运动,压板压紧待加工工件的柄。
(4)退回夹具宽度方向定位压紧装置:在待加工工件被经过上述一系列动作压紧后,前面板推进气缸1回位,带动前面板4与弹簧14也回位,松开待加工工件在宽度方向的压紧。
(5)退回夹具垂直方向的定位装置:从待加工工件的上表面将8根定位支柱13依次拔出,后面板定位推进气缸8回位,带动后面板10与定位导向支撑柱12回位。撤回影响线切割钼丝走线运动周边装置。
(6)加工待加工工件中间椭圆形孔:通过手工方式,在每个待加工工件的小圆孔内穿入线切割钼丝,编程加工椭圆形孔,依次重复操作加工完其他的待加工工件中间椭圆形孔。
(7)加工待加工工件两侧平面:通过线切割钼丝碰数第一个待加工工件,找正后,编程一次加工完8个待加工工件的两侧平面。
2 研制中解决的问题
2.1 定位精度的可靠性
V形槽作为装置定位工件的核心方法,以两平面的交线和对称中心面为定位基准,合理且有效地避免使用定位基准不合理和定位基准错误对加工工件误差的传递影响,它有效且简单地限制了工件的4个自由度。同时,基座与工件接触的面经过镜面磨削加工,从而进一步有效地减少因装夹装置制造误差的传递。
2.2 装夹的效率
装置采取的是待加工工件先统一装夹,再统一一次走刀方式进行加工,从而避免单个多次装卸工件,节约了装卸工件的时间,基本可实现一个工作时间段(4 h)内只需一次装夹,实现一人多机的生产模式,提高设备利用率和生产效率。现场试验证明,该装置设计合理,系统性能稳定,解决了工件因人为因素在定位精度和加工效率上的问题,从而带来的是效率和质量的提高[3]。现场试验数据如表1所示。
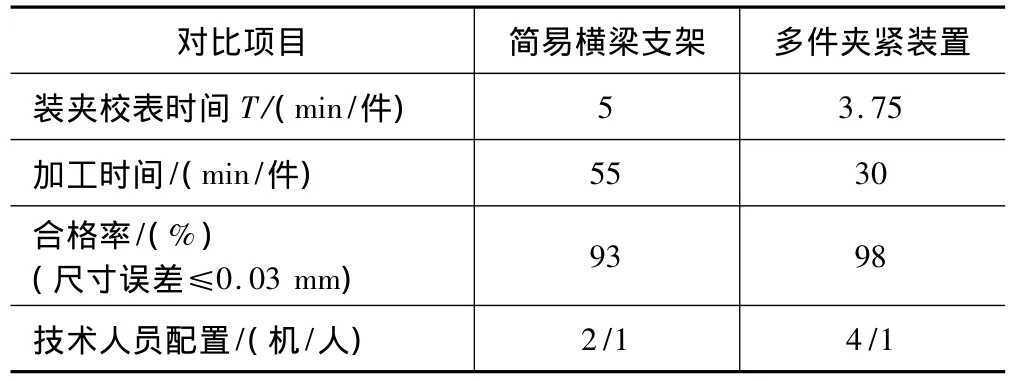
表1 现场试验数据
3 结语
该装置定位精度高,待加工工件的定位,基座采用的是V形槽设计,可减少误差的传递。该夹具生产效率高,能一次装夹多个待加工工件,即可实现一次装夹,加工多个待加工工件,大量缩减了装卸工件的时间,提高了工作效率,同时也有效降低了产品的制造成本[4]。
[1]陈浩,于焕义,许松.多功能航空油液加添装置的研制[J].液压与气动,2008(11):2.
[2]李新宁,杨海生,王燕霜,等.轴承预紧力测试装置的研制[J].机械设计与制造,2009(2):119.
[3]刘寿军.非开挖定向钻穿越泥浆净化与回收装置的研制[J].石油机械,2006(1):58.
[4]曹玉宝.工件翻转装置液压传动系统设计[J].机床与液压,2011(2):75.
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
芜湖职业技术学院学报(2021年3期)2021-10-20
电脑报(2021年21期)2021-08-19
水力发电(2021年2期)2021-05-14
电脑报(2019年28期)2019-09-10
电脑报(2019年29期)2019-09-10
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
科技视界(2014年11期)2014-06-28
