圆柱滚子轴承外滚道精研质量分析
2012-10-11 03:10刘慧杰张清菊
哈尔滨轴承 2012年1期
刘慧杰,张清菊
(哈尔滨轴承集团公司 精密轴承分公司,黑龙江 哈尔滨 150036)
1 前言
我分厂生产短圆柱滚子轴承NU205EM~NU210EM、NU305EM~NU309EM等产品,外滚道的精研质量直接影响轴承的使用寿命、旋转精度和合套率。经分析研究,对3MK3412精研机油石夹子进行了改进,并改变油石形状,提高了外滚道精研质量。
2 外滚道凹心对产品质量的影响
在实际生产NU205EM等产品过程中,合套率较低。合套的方法是:用D013仪器分选外滚道尺寸,D022分选内滚道尺寸,然后按尺寸偏差将外滚道、内滚道、滚子分组后进行合套,达到合格的游隙值。因此,对外滚道、内滚道进行了全面的分析和测量,发现外滚道存在凹心现象。内、外滚道测量分选时,测点是测内、外滚道的中间值,由于外滚道有凹心,检测尺寸大于滚道两侧尺寸即,d2>d1,如图1 所示。
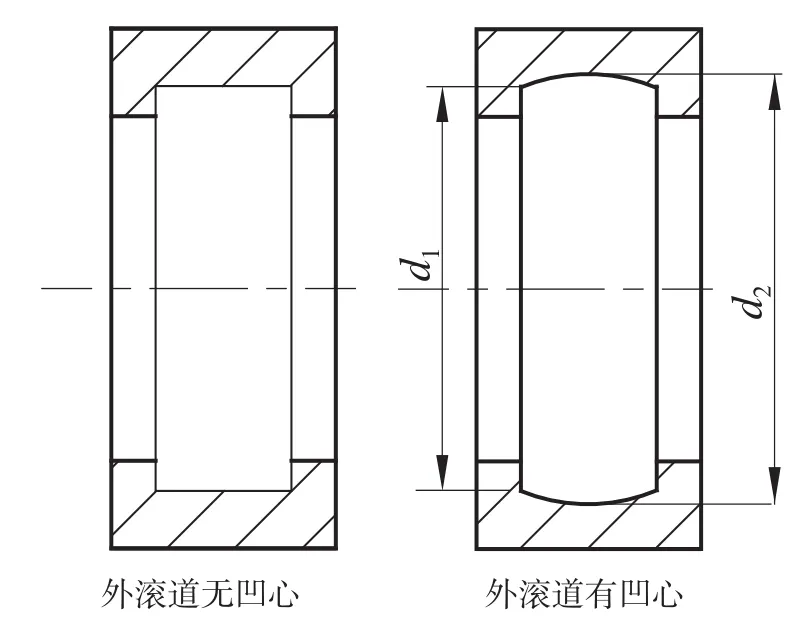
图1 滚道有无凹心对比
因此,有凹心的外滚道合套时的游隙值比没有凹心的外滚道合套时的游隙值小,凹心严重的外滚道合套后,轴承不旋转(把游隙吃掉了)。外滚道凹心(直线性不好)直接影响轴承的使用寿命、旋转精度以及游隙的合套率。
3 外滚道产生凹心的原因分析
热处理后外圈滚道的加工过程:磨外滚道精研外滚道。对磨外滚道、精研外滚道工序进行了质量跟踪,并对外滚道进行检测分析(用直线样板)后发现,凹心现象是由于精研外滚道造成的。
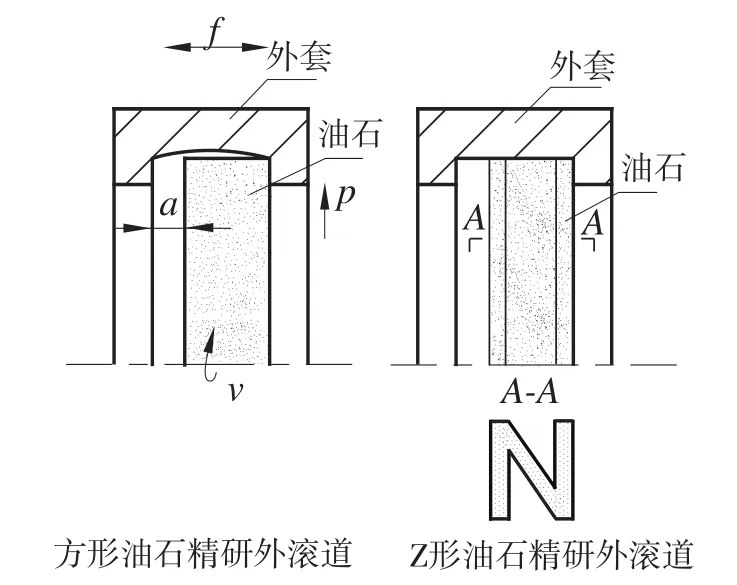
图2 方形油石与Z形油石精研外滚道示意图
外圈滚道精研工序采用的是3MK3412轴承外滚道超精机,本机床加工范围:工件直径φ35—φ120 mm ,工件孔径φ15—φ70 mm,工件宽度11—50mm。根据产品加工范围以及工艺要求,采用宽油石小振荡方式精研。由于采用方形油石,滚道中部与油石的接触面积明显多于两侧,即中部精研量明显多于两侧,造成滚道中间产生凹心现象。建议采用Z形油石,减少滚道中部精研量,可解决滚道凹心问题,并可使滚道带有少量凸度,提高轴承使用寿命,如图2 所示。
4 油石夹对精研质量的影响
有的油石与油石夹之间产生的间隙过大,精研外滚道时,当油石夹往复进给到加工位置后,油石与油石夹一起轴向振动,使油石产生偏斜,不仅造成挡边磨伤,而且使靠近挡边的滚道精研量过大,影响滚道直线性,如图3 所示。如果油石与油石夹之间的间隙过小,油石不容易装入油石夹内;若装入油石夹内太紧,油石得不到补偿,影响精研效果。
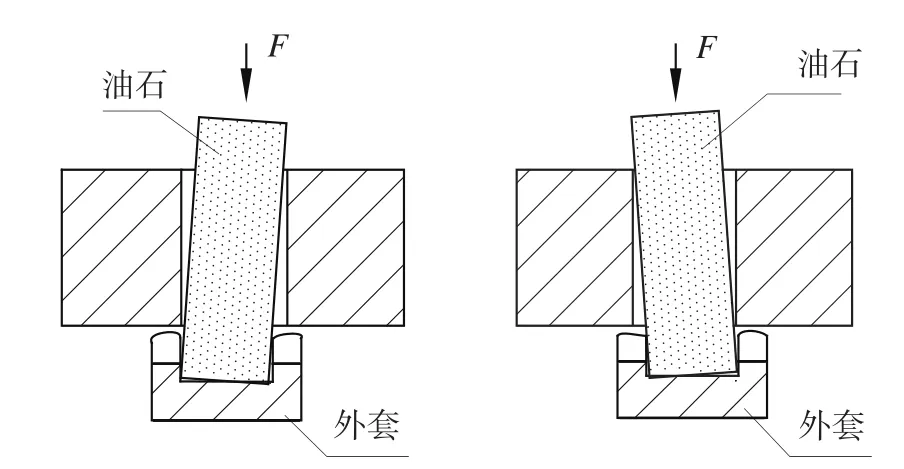
图3 油石精研外滚道时产生偏斜示意图
5 油石夹的改进
由于以上原因,对此油石夹进行了改进。改进前的油石夹如图4 所示。改进后的油石夹如图5 所示。
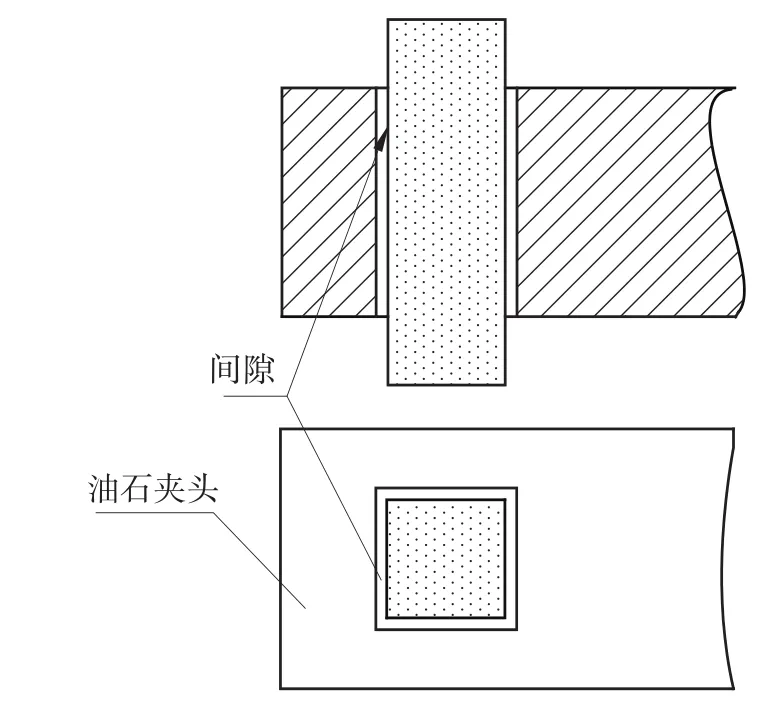
图4 改进前油石夹示意图(采用方形油石)
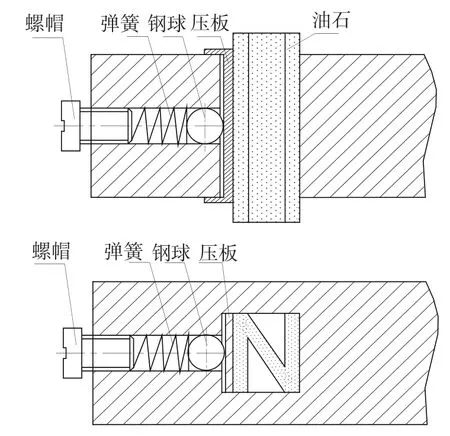
图5 改进后油石夹示意图(采用Z形油石)
为了消除油石与油石夹的间隙,(主要是消除轴向间隙),在油石夹头上安装了弹簧、钢球、压板,当油石放入油石夹内,间隙大时,备紧螺帽,螺帽通过弹簧、弹簧通过钢球、钢球通过压板、压板靠紧油石,来消除油石与油石夹的间隙。
但是,弹簧的的压紧力不能过大,压得太紧,油石得不到补偿,压紧力过小,就会产生间隙,因此,只有通过调整螺钉来控制弹簧的压紧力。
6 结束语
使用改进后的油石夹及Z形油石后,大大提高了产品的合格率,解决了外滚道凹心问题,保证了产品质量,提高了游隙的合套准确率。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
哈尔滨轴承(2022年2期)2022-07-22
防爆电机(2020年5期)2020-12-14
装备制造技术(2020年2期)2020-12-14
轴承(2019年7期)2019-07-23
轴承(2019年1期)2019-07-22
科技视界(2014年11期)2014-06-28
云南电力技术(2014年1期)2014-06-23
哈尔滨轴承(2013年2期)2013-10-11
中国信息化·学术版(2013年7期)2013-09-03