
S型速度曲线进给率控制研究**1
2012-10-23 07:52于洋刘平
制造技术与机床 2012年9期
于 洋 刘 平
(①西安石油大学机械工程学院,陕西西安710065;②西北工业大学现代设计与集成制造技术教育部重点实验室,陕西西安 710072)
现有的数控加工技术中,提高2D类零件的加工精度,特别是弯角加工精度的方法主要可以分为两大类:一类是通过对数控机床进给速度的控制,在刀具进入弯角之前提前减速来提高精度并避免刀具干涉,另一类则是在刀位轨迹生成的过程中对刀路规划和刀具加减速的规划。而运动控制就包括了刀路规划和伺服回路的控制。若能在刀位轨迹生成的过程中对机床的运动控制技术进行不断地改进,则可以减少NC程序的检验及大大提高机床的加工效率和精度。本研究在分析和归纳现有数控加工中关于机床控制算法的基础上,提出了一种新的在刀位轨迹生成过程中使用S型曲线进给率控制的方法来调整两条连续路径的加减速曲线以控制转角误差的方法,提高刀位轨迹的生成速度,加工效率和精度。.
在国内外对数控机床的运动控制的方法主要有[1-4],其主要是对瞬时插补速度进行控制,下一个插补点的计算必须以控制瞬时插补进给速度为条件,另外就是提出一种合适的加减速的规划来对刀具进行光顺的精确的移动控制。还有一些学者提出了基于前向进给控制,模糊控制或者神经网络来提高轮廓加工精度。M.Y.Cheng[5]通过对 CNC 伺服控制器的实时NURBS 命令的生成方法来控制进给率;S.S.Yeh[6]提出了对于参数曲线加工的速度插补控制的方法用来提高加工的精度和机床的稳定性;还有一些学者通过对于Bezier样条曲线的实时参数插补从而对进给率进行控制[7-9]。
1 S型加减速插补的规划
在数控加工中,伺服电动机按照所输入的数控代码控制刀具以给定的速度和方向进行零件加工。一般来说所输入的数控代码主要包括两个方面的工作:刀路的插补;加减速的运动。其中加减速规划主要是为了避免不连续的进给率的变化,从而提高精度和效率,并且能够保护机床。
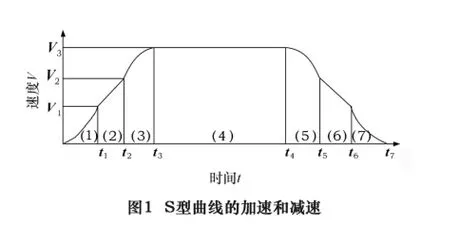
在加速和减速规划方面,可以将S型的速率曲线划分为7个区域,如图1所示。图1显示了对于S型曲线的加速、减速的模拟。图1中区域(1)、(2)、(3)为加速阶段,区域(4)匀速阶段,区域(5)、(6)、(7)为减速阶段,其中区域(1)和(3)被称为传统的S型加速,区域(5)和(7)被称为传统的S型减速。其中区域(1)、(2)、(3)合起来被称为钟形加速,区域(5)、(6)、(7)合起来被称为钟形减速。使用S型曲线的加减速在加工开始和结束时都会产生机床的跳动,影响加工的稳定性。为了改善这种情况,使得运动的速度变化更加平顺,减少机床震动,我们将对连续两段刀路上的S型曲线的加减速做一种新的规划。
曲线加减速的算法可以如下定义:
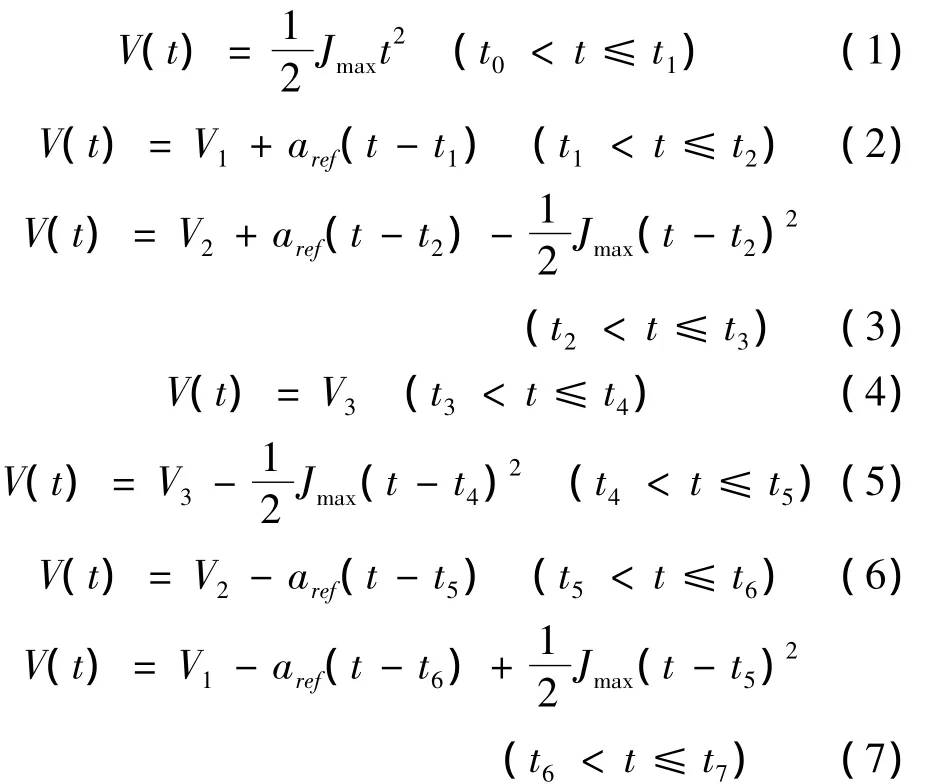
其中:V为速率;t为时间的变化;Jmax为最大波动值;aref为用户定义的加速度。
加速(或减速)的时间t的持续时间越长的话,那么就会产生越大的加速度,这就使得电动机需要更多的能量来提供扭矩。由于这个原因,我们使用钟形加减速。在区域(1)和(3)中,可以使用S型加减速来改善这个跳动,如图1所示。在区域(2)中,可以将其规划为匀加速运动来减少能量的消耗。
2 进给率及转角误差控制
在数控加工中,必须规划出光顺的加工路径和进给率以规划出合理的混合进给率,降低转角误差。本文根据用户提供刀具位置的命令、进给率、加减速的时间、总的加工时间和可容许的转角误差规划出混合进给率。

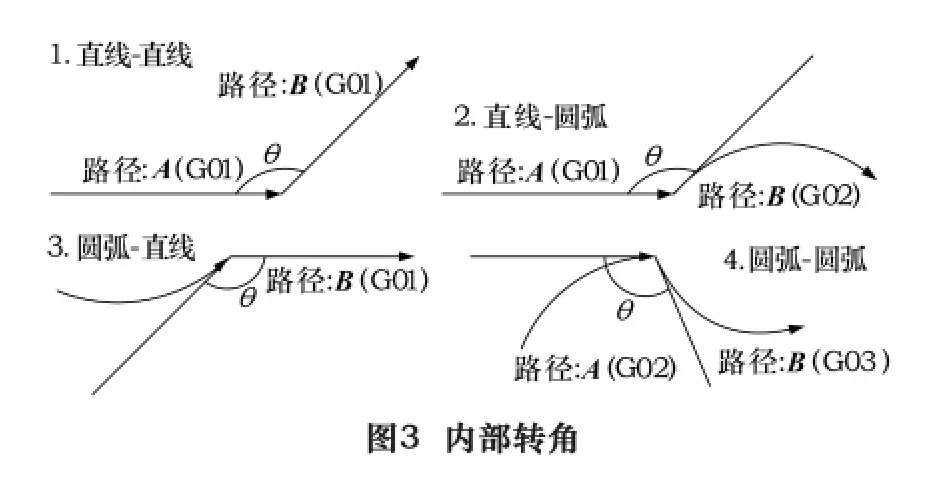
在此,转角角度和可容许转角误差来规划刀具的转角速度,如图3所示为内部转角的4种形式,包括两直线、直线与圆弧、两圆弧之间的样式。设定两个路径(A和B)之间的角度为θ:
由于S曲线型不同于线性型,所以我们需要对于不同的减速区域进行多级混合进给率规划,以此来进行S曲线的转角误差控制。S型曲线加减速的减速区域可以被分为3个区域,不同的区域分别有不同的混合进给率规划,如图4所示。
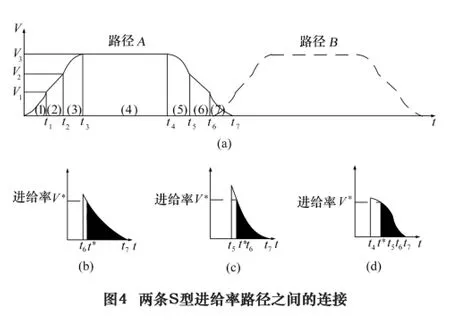
如果我们将S曲线型的减速区域划分为区域(5)、区域(6)、区域(7),那么对于混合进给率规划中的路径B的起始点将会存在3种情况。图4b显示了在区域(7)中的起始点。图4c显示了在区域(6)中的起始点,图4d显示了在区域5中的起始点。对于3种不同的混合曲线,我们将分别对应3种不同的减速区域来规划其算法。使用转角误差公式(8),3种不同的混合进给率多项式可以如下表示:
从图4b中,对于区域(7)来说,多项式表示为:
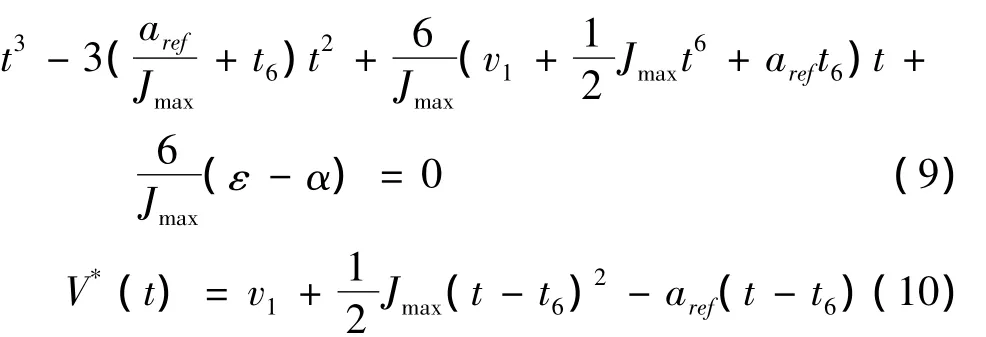
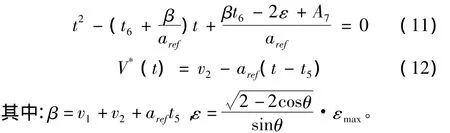
对于图4中的区域(6)来说,多项式表示为:
对于图4d中的区域(5)来说,多项式表示为:
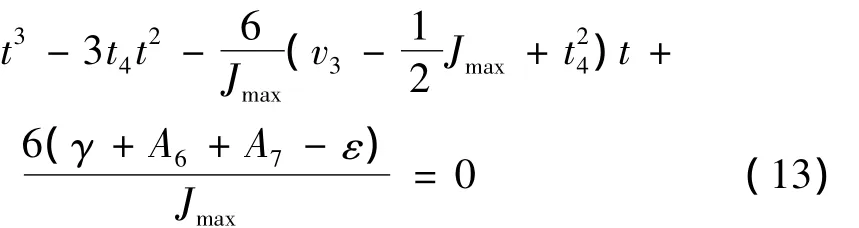

从式(9)到式(14),用户只需要设定一些参数:最大转角误差(εmax),加减速时间(TA),路径A的进给率(V1),这样程序将计算出转角进给率(V*),和从两个路径之间的角度(θ)到混合进给率曲线规划之间的时间(t*)。
3 仿真对比实验
本节将进行一些简单的理论模拟验证本方法的有效性,并对实验结果进行讨论。使用所设计的算法对S型的进给进行混合进给率曲线的规划,进行插补前的加减速的混合进给率规划进行测试。本实验使用IPC(Industry Personal Computer)和PCC1620运动控制轴卡来对数控机床的控制器进行控制。此控制系统的核心是PCC1620,其整合了一般机械控制所需功能。本实验的系统采样时间为1 ms,所有位置环的增益都等于170(1/s)。一直使用两条路径来进行混合进给率的规划和测试,并且只设定x轴和y轴的位置、进给率F、转角最大容许误差εmax、容许径向误差ΔR、加减速时间(TA)、1个单位脉冲等于1 μm。
对应不同的转角都进行了不同的加减速测试。在对式(9)到式(14)中对于容许转角误差的设定,我们能够控制混合进给率曲线。图5、图6显示了实验的结果,并且从中能够发现在可容许转角误差中,转角误差是可以控制的。其中实验1和实验2的条件分别如表1和2所示。
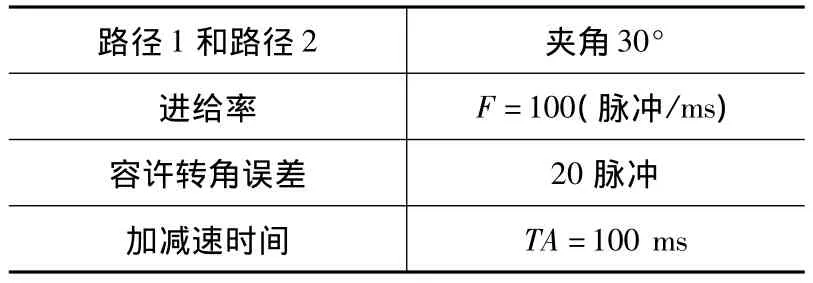
表1 实验1条件
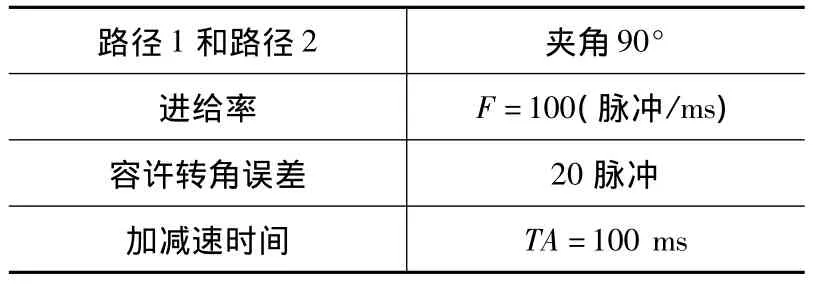
表2 实验2条件
对于实验1,通过式(10)到式(13)计算所得:τ=251.95 ms;F=7.265 1脉冲/ms;实际转角误差:16.131 2脉冲;同理,对于实验2可得τ=250.95 ms;F=8.564 0脉冲/ms;实际转角误差:13.838 4脉冲。
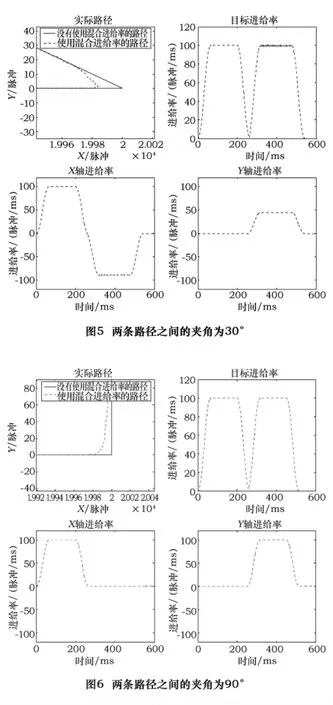
从图5和6中可以看出,对于以轮廓误差为基础的实时插补器,由定义的最大容许误差来规划两条刀路之间的S型连续进给速度曲线,使用加减速来处理刀具轨迹,对于整条路径的进给率光滑度比较好,但是对于每一个轴来说,进给率并不连续。实际上,由于采样时间插补值的不同,因此有进给率下降的情况发生,但这种下降是可控的。
4 结语
虽然对于两条刀路进行S型曲线进给率规划处理后,对于单个轴的进给率存在不连续的情况,但是两条刀路之间的进给率没有明显的下降。
在本文所设计针对两条刀路进行S型曲线规划算法中,大大减小了转角进给率的突然下降,并且减少了非连续进给率所带来的影响。
提出的新型S形速度曲线方案,能确保减少机床的振动,使得加工速率更加光顺,提高了轮廓加工精度,有利于减少加工时间,提高了加工效率,具有工程应用价值。
[1]Farouki R T,Manni C,Sestini A.Real-time interpolators for bezier conics[J].Computer Aided Geometric Design,2001(18):639 -655.
[2]梁睿君,叶文华.薄壁零件高速铣削稳定性预测与验证[J].机械工程学报,2009,45(11):146 -151.
[3]梁睿君,王宁生,姜澄宇,等.薄壁零件高速铣削动态切削力[J].南京航空航天大学学报,2008,40(1):89-93.
[4]潘永智,艾兴,唐志涛,等.基于切削力预测模型的刀具几何参数和切削参数优化[J].中国机械工程,2008,19(4):428 -431.
[5]Cheng M Y,Tsai M C,Kuo J C.Real-time NURBS command generators for CNC servo controllers[J].International Journal of Machine Tools and Manufacture,2002(42):801 -803.
[6]Yeh S S,Hsu P L.The speed controlled interpolator for machining parametric curves[J].Computer- Aided Design,1999(31):349 -357.
[7]Lartigue C,Thiebaut F,Maekawa T.CNC tool path in terms of B -spline curves[J].Computer- Aided Design,2001(33):307 - 319.
[8]Bahr B,Xiao X,Krishnan K.A real time scheme of cubic parametric curve interpolations for CNC systems[J].Computers in Industry,2001(45):309-317.
[9]Sata T,Kimura F,Okada N,et al.A new method of NC interpolation for machining the sculptured surface[J].Annals of the CIRP,1981,30(1):369-372.
[10]Farouki R,Manjunathaiah J,Yuan G F.G code for the specification of pythagorean-hodograph tool paths and associated federate functions on open - architecture CNC machines[J].International Journal of Machine Tools and Manufacture,1999(39):123-142.
猜你喜欢
一重技术(2021年5期)2022-01-18
中学生数理化·七年级数学人教版(2021年9期)2021-11-20
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
电子制作(2018年11期)2018-08-04
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
发明与创新(2016年5期)2016-08-21
