
伺服控制系统在管排锯中的应用
2012-11-18 08:02区兴华曹永恒赵锋辉商亚丹
重型机械 2012年2期
董 波,佟 冰,区兴华,曹永恒,赵锋辉,商亚丹
(中国重型机械研究院有限公司,陕西 西安 710032)
0 引言
管排锯设备是用于将矫直后成排的毛坯钢管进行锯头、锯尾、锯定尺。管排锯具有效率高、精度高、自动化程度高、生产节奏快、智能化等特点。随着国内外市场对无缝钢管成品的长度偏差量、管头端面的质量及粗糙度等要求不断提高。生产厂家对管排锯电气控制系统的实时动态响应和位置精度要求极高,因此管排锯长期依赖进口。
中国重型机械研究院有限公司为巨能特钢设计供货的φ325管排锯,其主轴进给装置和定尺挡板装置控制系统采用了西门子SINAMICS伺服控制器,完全达到了设备的工艺要求,实现了管排锯的国产化。
1 管排锯伺服控制系统的组成与特点
管排锯电气控制系统结构图如图1所示。
伺服控制系统是整个管排锯电气控制系统的核心,由电源模块、电机模块、控制单元模块、伺服电机等硬件组成。管排锯中由伺服控制系统驱动的定尺装置和主锯进给装置能否精确运行,直接关系着最终产品的质量——即成品钢管长度偏差量、管头端面的质量及粗糙度。
1.1 电源模块和电机模块
电源模块即整流/回馈单元,将三相交流电整流成直流电,供给电机模块。如果钢管生产车间电网不稳定,电源模块能自动补偿电网的波动,增强了管排锯工作可靠性和安全性;较高和稳定的直流母线电压也进一步保证了尺挡板定位电机和主轴箱进给定位电机运行的稳定性,提高了电机的利用率。电机模块即逆变单元,将直流电逆变成驱动伺服电机的三相交流电。
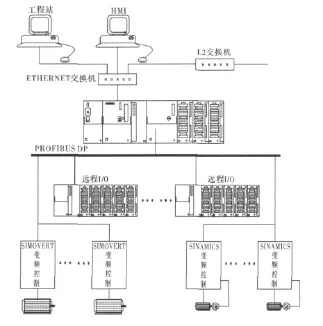
图1 管排锯电气控制系统图Fig.1 Electrical control system of tube row saw
这种电源模块和电机模块的模块化组合,实现了回馈制动的功能。在制动过程中,多余电能被反馈到电网中,在保证良好制动性能的同时,比传统的能耗制动方式节电。
1.2 控制单元模块和伺服电机
控制单元模块是伺服驱动系统的处理中心,负责控制和协调整个驱动系统中的所有模块,完成各轴的电流环、速度环甚至位置环的控制。该系统的控制单元模块是数字式控制系统,能满足对驱动系统的动态响应、速度设定范围和旋转精度的最高要求。除了传统的速度和转矩控制等驱动功能以外,还集成有管排锯定尺挡板所需的定位功能,从而减轻PLC的运算负担。
根据管排锯功能要求,该控制系统选用内置光电编码器和抱闸模块的伺服电机。该电机对侧向力有较高抵抗力,能保证主锯进给速度在开始锯切时即使有很大的突加性负载也不受影响;伺服电机较高的旋转精度使得排管锯切面质量好;伺服电机高动态性能大大缩短了管排锯的非生产时间。而且,该电机拥有很高的防护等级,在金属锯屑很多的管排锯生产线上基本是不用维护的。
管排锯伺服电机的动力电缆和编码器电缆是预先装配好的,大大简化了电路连接。这种专用的电缆具有良好的屏蔽作用,即使在电缆敷设回路附近有强烈的电磁干扰,也能保证伺服电机的精确运行和编码器信号的准确反馈。
2 进给速度波动较大原因分析
在锯切过程中观察发现,伺服系统定位很准,误差小于±0.01 mm,但进给伺服电机在向给定位置运行时,进给速度波动较大,误差在±10 mm/min。而进给速度波动较大则会影响管头端面的质量、粗糙度,更会大大缩短锯片的使用寿命。
管排锯的进给过程控制由CPU、伺服控制器、伺服电机和电机内置光电编码器等四部分完成。CPU通过PROFIBUS-DP总线通讯电缆向伺控制单元模块发送进给位置和进给速度命令信号,进给位置命令信号经过电机模块驱动伺服电机。伺服电机内置的编码器向控制单元提供反馈信号来完成伺服系统的位置反馈,组成一个位置闭环系统,一般将光电码盘装在伺服电机非负载轴的轴端上,以避免机械部件振动和变形对位置控制系统产生外部扰动。位置反馈环中传感元件——增量式光电编码器将运动构件实时的位移(或转角)变化量以A、B相差分脉冲形式长线传输到控制模块中进行编码器脉冲计数,以获得数字化位置信息,控制模块计算给定位置与实际位置(即反馈到的位置)的偏差后,通过PID控制规律运算出的参数,输出给电机模块,最终驱动伺服电机运动,完成期望值的进给定位。另一方面,当进给给定速度与实际速度产生偏差时,伺服控制器会通过电流环来保证达到目标转矩,使伺服电机加速或减速,实现实际速度和给定速度相等。
对于一个高性能的运动控制系统,必须保证有足够的刚度,使其在外界干扰的情况下,仍能满足高精度和稳定性。影响系统刚度的因素很多,与伺服系统的增益和负载转动惯量有关。针对管排锥进给系统影响其刚度的主要因素有进给轴在起停阶段或低速进给时克服运动部件与导轨的摩擦力等,以及进给装置高速旋转的锯片接触管坯时产生的扰动。
引起管排锯进给速度波动较大的原因:伺服控制模块自优化计算出的PID调节器参数不理想,刚度不够。因此需要对伺服控制器的参数进行优化、整定,使系统快速、准确地抑制外界扰动,提高系统抗扰动的能力。
3 PID参数的优化及整定
离散化PID控制算式为

式中,k为采样序号,k=0,1,2…;kp、kI、kd分别为比例、积分、微分系数。在实际中,若执行机构需要的是控制量u(k)的增量u(k)-u(k-1),根据递推原理可得增量式PID控制算式为

式中,Δe(k)=e(k)-e(k-1); Δe(k-1)=e(k-1)-e(k-2)
SINAMICS程序可以进行P值和I值的整定。通过伺服控制模块自优化功能运行计算出PI的参数与实际工程经验值进行对比。自优化时首先在计算得出P值的基础上,逐次增加0.2 Nm·s/rad,利用仿真软件模拟各次响应,直至得到反应快、超调小的响应曲线;其次在计算得出I值的基础上,逐次减少5 ms(考虑到整个系统由多个环节组成,I=10 ms为极值),调试至得到较满意的响应。最后手动修改SINAMICS中的P值和I值参数,如图2所示。

图2 手动修改参数界面Fig.2 Setting interface of servo parameters
通过对伺服控制器PID参数手动整定,使进给伺服电机进给速度波动减小,误差控制在±2 mm/min,而定位精度保持不变。由现场人工记录的数据绘制成的曲线图,如图3和图4所示,当进给速度设定360 mm/min,进给量设定530 mm时,伺服系统动态性得到改善,提高了系统刚度。

4 结论
该管排锯控制系统在巨能特钢正式生产运行一年多,实践证明:系统安全、可靠和稳定。整条生产线动态响应和精度满足用户要求,随着操作人员与设备的磨合,产量和效率还有很大的提高空间。
[1] 斯克沃尔佐夫.镶片圆锯的制造[M].北京:机械工业出版社,1957.
[2] 李恩光.机电伺服控制技术[M].上海:东华大学出版社,2003.
[3] 颜嘉男.伺服电机应用技术[M].北京:科学出版社,2010.
猜你喜欢
电子测试(2022年3期)2023-01-14
网络安全与数据管理(2022年1期)2022-08-29
汽车实用技术(2022年11期)2022-06-20
微特电机(2020年11期)2020-12-30
——编码器
演艺科技(2020年7期)2020-08-13
电子制作(2018年17期)2018-09-28
通信电源技术(2018年5期)2018-08-23
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
