
四色与细线丝网印刷:“郑人买履”烦恼多网布目数须实测
2012-11-20 06:22编译张红路
网印工业 2012年5期
编译 张红路
四色与细线丝网印刷:“郑人买履”烦恼多网布目数须实测
编译 张红路
丝网网布是丝网印刷的主要原材料。网布目数是网布的一个重要产品规格。没有目数说明,网布就失去其意义。无论什么印品要求,丝网印刷应首选网布,这往往取决于网布的目数。因此网布目数是丝网印刷的一个极其重要的参数。有些精细丝网印刷要求网目要准确一致,特别是在四色及细线条印刷的情况下,选择适当的网布达到印品预期的效果往往是必不可少的。
目前,业内有些人根据印品对应目数选好网布,买回来就使用,过分依赖网布标注的规格说明,以为标注说明非常准确。应该说大部分网布产品说明是对的,但不排除个别标注有误以及其他因素造成实际与标注的差异。

对于难度大精度高的印品印刷来说,这种现象很可能对图像分辨率、色彩以及整体印品效果产生不利影响。丝网印刷技术基金会SPTF通过讨论目数的重要性,识别网布目数差异的潜在来源,提出计量、监测和记录网布目数的方案。从中避免“郑人买履”而产生的印刷烦恼。
网布目数的定义
所谓目数(mc)是指丝网网布在单位长度区间上所编织的丝线数量。它是网布织物最基本的产品规格。目数单位:线/英寸、线/厘米。单位换算公式:线/厘米×2.54=线/英寸。产品标注的规格单位为线/厘米。
网布目数,实际上是织物面料中丝与丝编织的疏密程度。目数越高网布编织的越密,网孔越小。反之,目数越低,网布越稀疏,网孔越大。如390目/英寸,即1英寸内有390根网丝。丝网印刷专用网布的网状结构完全适合印刷。根据网布目数的不同,网孔越小,印刷时油墨通过性越差;网孔越大,油墨通过性就越好。
因此,网布目数最主要和最明显的用途是丝网面料的选择和购买。如前所述,如果不理解 网布目数的含义,就不能确定网布与印刷应用之间的匹配关系。网布目数,作为一个特定的印刷要素,可使印刷从开始,根据印品需求选择丝网网布;作为一个特定的购货条件,向制造商或供应商订货选购。
网布目数的第2个作用是确定印品图案中半色调网点大小与网布目数的比例,从而避免印刷过程中网布目数和半色调线数形成的龟纹。这两个作用对四色套印和细线印刷尤为重要。因为不正确的网布选择可能会导致印品色调/墨点丢失,龟纹/锯齿状过多,造成印品中半色调和细线图像失真。
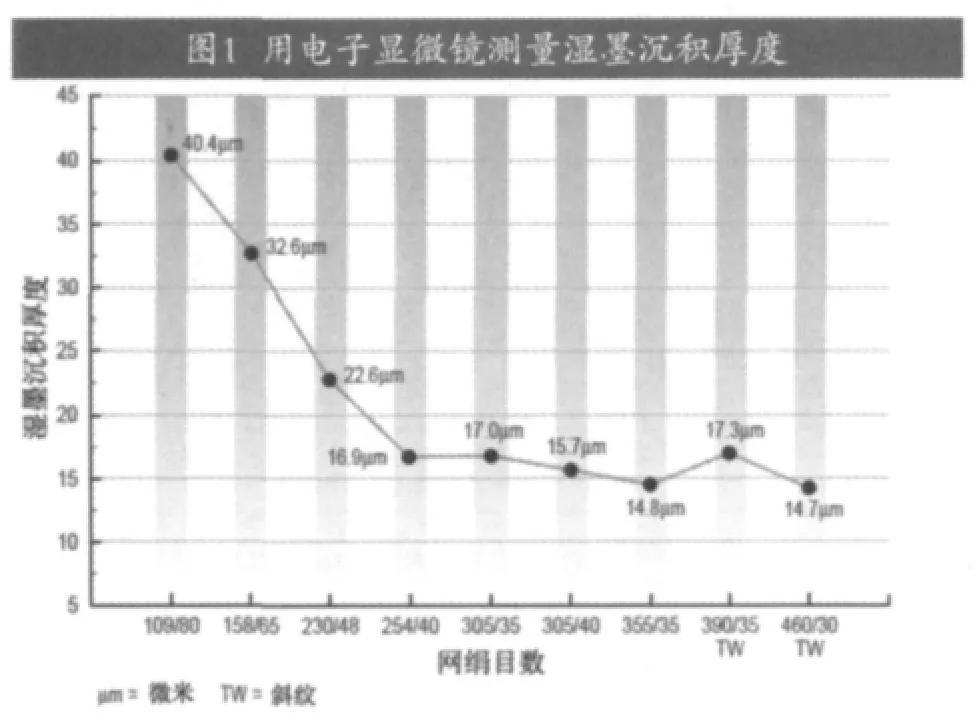
业内有些人认为网布目数直接关系到印后油墨的沉积厚度。认为目数越高,印刷时通过的墨量就越少。SPTF用9个不同目数的网布测量湿墨沉积厚度(图1)。图中可以看出从254~460目,油墨沉积厚度基本相似并没有明显下降。这说明从网孔漏下的沉积墨与织物的目数没有太大关联。实际上油墨的沉积厚度与网布的厚度有关。
SPTF对网布目数的研究
SPTF对许多聚酯丝网进行研究发现,网布目数这一重要产品参数往往出现产品标注与实际不符有差异的现象。其原因一是网布织物拉伸所致。任何面料其张力增加目数就减少。在某些情况下可以借此提高张力减少网布目数。二是有时标注的目数与无拉伸或松的网布目数之间有差异。三是有时实际目数比标注的要低。
张力状况下网目的变化
SPTF研究聚酯丝网在张紧的情况下网布目数的变化。从图2中可以发现,随着聚酯丝网张力增加,390目网布的目数在稳步下降。
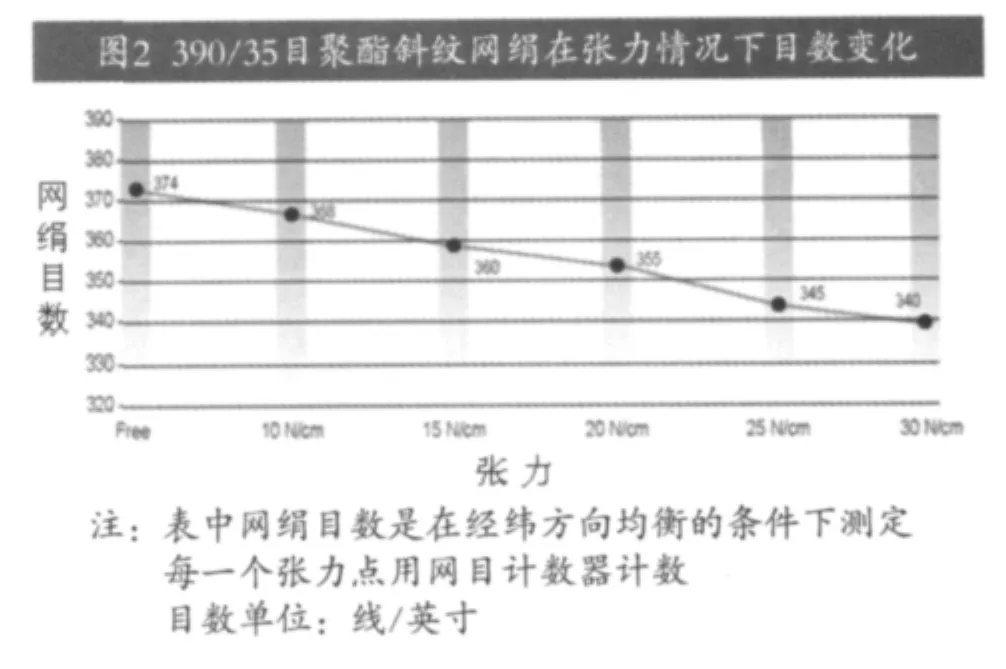
在这个例子中,390目网布从自由状态拉伸到张力为30N/cm,目数减少共计34线/英寸。在张力为20N/cm的条件下,其目数记录已从390目变成355目。实际上在相同的张力条件下,不同目数的网布变化不尽相同,在表1。

表1 所有数字单位:线/英寸
从表1显示,在相同的张力水平下,有些网布显示比其他网布变化要大。一般来说,在张力的作用下,目数较低(低于200目)的网布往往比目数较高的(200目或200目以上)变化要少。在张力拉紧过程中,网状物 类型(常规的与低延伸对比),编织类型和其他变量以及不同厂家生产的产品,都有可能会导致不同比率的网目改变。因此不能预测张力与网布目数的比例关系和变化程度。
另外,计量网布目数时还有两个重要因素必须考虑。
一是经纬方向网目计数差异。分别从经纬两个方向测量网布目数,计量结果表明有些网布两者之间多达20~25线/英寸的差异。但有些面料差异却非常小。经试验表明,网目在网布经纬某方向上或大或小没有规律,网布目数在经纬方向上的计量差异也没有规律。
二是网目变化具有重复性。从同轴织物上取5个网布织物样本,在相同条件下测试其网目变化。同时记录这5个织物样本在张力条件下目数的变化。测试结果列于表2。可以看出在相同的张力条件下5个样本差异非常小。5个样本变化平均差异只有1~2%。这表明,在相同的工作流程下使用同轴同批次的织物产品,网布目数基本相同。

表2

下样本 1 300 293样本 2 302 297样本 3 301 292样本 4 300 293样本 5 301 293自由状况下实测目数在20N/cm张力下实测目数

表3 所有数字单

2、实测网目&产品标注规格
制造商在网布产品上的规格标注,应是织物在自由状态下计量得出的。产品规格包括网布目数,织物厚度,网孔大小以及开孔比例等等。在张力过程中所有这些参数将会发生变化。然而经对比发现网布在自由状态下,实测目数可能与标注规格有很大出入,见表1和表3。(表3为平纹/斜纹网目的比较)。
表3中,所有的355目和390目网布在自由状况下实测与标注目数均有差异。尤其是标注为355目的网布实测目数约296目。这个网布标注错误很明显。经鉴定,355目实际是该织物边缘的目数。当然网布制造业具有严格的控制流程和可靠一致的产品。这种错误应该是少见的。
从表3可以得出两个结论:首先,在大多数面料规格正确的情况下,有个别面料标注有误。其二,厂家标注的目数与在自由状态下实测目数略有不同。在现实中,网布的织造过程像其他的工艺过程一样,具有自然的变异,这种变异会在产品轴与轴或者卷与卷之间产生1~10线/英寸的差异。这种细微差异微不足道并在容许范围内。但在研究网布目数时必须考虑。
另外,不排除厂家或经销商为提高售价有意低目高标。比如,标注A390目的网布而实际目数为380目。如今这种失实标注仍存在于许多制造商的产品中。
网布目数实测的具体方案
测量仪器

网布目数计量很简单,有多种仪器可以进行。但适合测量这种特性的设备,必须具备两点才能实现准确的数据。一是放大功能。可以放大某一点,以至于这一点上的线数可数。二是衡量距离。准确判断可视区域的标准范围。
本文介绍两种测量仪为网目计数器,见图3。
一种测量仪是由50倍显微镜和一个观测区域多角度定位十字准星组成。这种特殊的仪器有助于操作者确定衡量距离,并通过十字准星作为参考标线,很容易在观测区域移动达到操作者计数的目的。该仪器上提供3个测量宽度,其中包括10mm,1/4英寸和1/2英寸。
另一种是数字化线性仪表。但此装置昂贵且操作复杂。这两种仪器除了进行单位距离衡量网目数以外还可用于其他多种测量。
测量操作步骤
以第一种计量仪为例,对网布进行计量,步骤如下:
A.在一个带灯箱看台桌上放上要测量的网布织物(自由状态或张紧状态)。

B.在显微镜下确定该织物一个10mm的测量区域范围。
C.用手动螺母控制钮将显微镜移动至10mm区域的左侧。
D.在10mm区域的左侧位置上对焦织物,将十字准星对准织物的细线。
E.以10mm左侧细线为第一线。将丝网的垂直线与平行线交叉处置于十字准星上。
F.用十字准星作为参考,用手动螺母控制钮将显微镜向右沿织物细线水平移动,同时数一数该10mm区域内的织物线数。如果到区域右侧边内的线数有50%或更多,则可以以点带面,计量所得的数字可以作为整个织物单方向(或经或纬)的目数。如果该区域少于50%的线数,那此计数失效。
G.再进行该网布另一方向的目数测量,计数时操作同上。计数并记录经纬两个方向的目数。

H.计算网目平均数时,将经纬两个方向的目数相加除以2即可。
单位换算:线/英寸×0.394 = 线/厘米
线/厘米×2.54 = 线/英寸
注意,这里建议选用10mm或1cm的距离,作为网目计数测量区域。这种选择有双重目的。首先,在整1cm区域内含的目数可以全面衡量和代表整个网布的目数。如果选用1/2英寸和1/4英寸的距离作为测量区域来计算内含线数,由此计量得出的数据必须分别乘以2和4才能代表整1英寸测量数据。这种计数方法得出的数据可能会有误差,这是因为我们需要取得在整一英寸内的实际线数。使用10mm的第2个原因是,所得数据与厂家标注的规格单位(线/厘米)一致,由此可以直接对比。而单位换算很容易,用线/厘米乘以2.54即可得出线/英寸。
实测点的确定
作为拉伸材料的网布织物,若其目数发生变化将直接影响到网版绷网工序。标注的网布目数应是在网布自由状态下测定得出的。印刷者常根据该规格,通过绷网工序制版达到印刷上机要求。由绷网工序而发生的网目变化是网布目数另一个单独的特征。这两个因素是相对独立的。为此,应确定对网布目数进行两次必要的实测。
首先,网布进货入库——原材料入库质量控制检测点。当从制造商/分销商那里收到新的一轴网布面料时应对其采取检查计量。避免标注有误的网布进入印刷流程。同时根据前一轴用的网布(相同目数的网布)标注规格对新的网布面料标注规格进行比较。

第二,网版印前准备——网版绷网质量控制检测点。绷网时,当张力达到最终印刷要求时,应对网版上的网布目数进行检查计量。特别是张力达到20N/cm或更高的时候这一点尤为重要。前面提到,不同的生产厂家生产的不同轴不同批次的网布,其目数的变化度都不一样且无可比性,但同轴网布的所有网目具有重复特性。也正是因为网目的重复性,在特定的张力状况下可对网目进行一次性计量。但如果不同的应用使用不同的张力,则每个张力条件下都应计量。如果为了增加网版寿命在印刷时增加张力,那么重新绷紧的网版需要重新计量网目。

检测计量 记录备案
检测计量所得数据应记录备案。记录备案除了记录每个网布在各种张力状态下的实际目数之外,还应包括某印品相关的半色调网线数、半色调网版角度、色调范围、实际对应使用的网布目数以及其印品效果。
统计控制图表(SPC)可作为一种相对固定格式的记录用表长期使用。另外应在每个网布面料轴芯上创建一个固定表格,显示该织物的制造商名称,其产品相关规格和实际计量的目数等等,以备参考。
这种长效记录文本对于四色和细线条丝网印刷来说非常有价值。它可作为今后网布选择印刷决策的参考依据。它可以通过原材料入库质量控制检测点和绷网检测点的两次计量检测,确保所制的网版目数相同。如果遇到一个特定的网目/印品匹配组合,印刷者可积极参照再次使用。如果这种组合适宜,可根据记录另选一组使用。
虽然计量检测、记录备案、保存整理可能繁琐而费时,但标注失实的目数所产生的印刷麻烦更是劳神。故网布目数的计量必须列入印刷质量控制措施中,以确保控制整个印刷过程。

实测网布目数的重要性
假定网布在自由状况下目数标注有误,如果不经实测网布目数就上机制版印刷,不仅印刷过程烦恼多而且会因此造成经济损失。
网比率的计算
以半色调图像丝网印刷确定使用355目网布为例。我们知道,355目网布适于印刷75线/英寸的半色调图像且不大可能出现龟纹。而在相同的条件下305目网布只适于印刷65线/英寸。再有355目的网比率比305目的要高,更适合印刷小圆点。如果本应使用355目网布却使用了实际为305目网布,印刷时就会产生图像细节丢失和龟纹现象。

在网版绷网过程中,若使用了标注有误的网布,网布目数就会改变,从而误导印刷者对网布选择的判断。因此,应在原材料入库质量控制检测点对网布目数进行实测,确保网布进入绷网工序时目数准确无误,这有助于印刷者计算决策,确保印刷顺利。
节省成本
在原材料入库质量控制检测点中若发现标注有误的网布目数,印刷者可以根据指定目数与实测目数之间的不同,向经销商提出换货、退货或退款来弥补其经济损失。以表3中355目网布标注错误为例。一个45英寸宽的355目网布面料,其近似的成本为每码32.50美元。而相同的宽度305目网布的成本则是每码22.65美元。对于一个整轴20码网布来说,成本相差197美元。当然,网布伸展而引起的目数差异不算是厂家的责任。
发现问题及时处理
在网版绷网质量控制检测点中若发现问题,比如网布绷网后经计量发现目数明显偏低,且不能进入印刷工序,印刷者有几种选择。其一,向经销商说明情况并试图解决问题。其二,另找一种目数变化少的网布在同样张力状况下绷网。再有就是另选更高目数的网布进行印刷工作。正如SPTF在本文研究结果显示,所有的网布在绷网时网目多多少少都会改变。
当然,如果一个特别面料的目数经计量比原标注的目数差异明显,但经实践证明该网目完全能够印刷一个特定的图像所需的印刷效果,那就无需更改。在这种情况下,原材料入库质量控制检测点和网版绷网质量控制检测点应仔细计量,记录时特别备注,以确保网目数与之前之后印刷运行相同。
结论
对于多色和细线条丝网印刷来说,网布目数一致性和准确性非常重要,但值得注意的是实测网布目数绝不是解决多色和细线印刷问题的唯一办法,丝网印刷是一个由许多变量来控制的全方位的复杂工艺过程,这里介绍的仅仅是印刷者应采取许多质量控制的一步。对于丝网印刷来说,网布是最重要的单一元素,定期性和重复性检测可提高印刷质量,最终达到印品精美一致的结果。

猜你喜欢
毛纺科技(2022年8期)2022-08-26
黑龙江科学(2021年6期)2021-03-29
河北渔业(2020年8期)2020-08-18
石油化工应用(2019年1期)2019-02-19
农业科技与装备(2017年5期)2017-08-16
中国水产(2017年2期)2017-02-25
印刷技术·数字印艺(2016年12期)2016-12-30
河南科技(2016年3期)2016-07-21
印刷技术·包装装潢(2015年12期)2016-02-18
印刷技术·包装装潢(2015年12期)2016-02-18
