
硫酸盐法制浆恶臭处理技术及应用
2012-11-22 05:20徐远梅周鲲鹏李望南徐应盛
中国造纸 2012年4期
徐远梅 周鲲鹏 李望南 徐应盛
(湖南骏泰浆纸有限责任公司,湖南怀化,418005)
硫酸盐法制浆恶臭处理技术及应用
徐远梅 周鲲鹏 李望南 徐应盛
(湖南骏泰浆纸有限责任公司,湖南怀化,418005)
介绍了某公司40万t/a硫酸盐化学木浆生产线高、低浓臭气 (恶臭)处理技术应用及取得的成效,重点介绍了流洗-等离子氧群处理恶臭装置的应用。
高低浓臭气;燃烧技术;离子氧群;流洗-等离子体发生装置
2008 年竣工投产的湖南骏泰浆纸有限责任公司(以下简称骏泰浆纸厂)年产40万t漂白硫酸盐木浆生产线,主流程关键设备全部从芬兰安德里茨公司引进,废水处理工艺与曝气装置从荷兰DHV公司引进;系统采用低固形物连续蒸煮、热封闭筛选、无元素氯漂白、高浓结晶蒸发、高效低臭碱回收炉等先进工艺与装备,制浆黑液经蒸发浓缩后送碱回收炉燃烧,在回收化学品的同时生产高温高压蒸汽供系统发电、使用。生产过程产生的臭气集中收集处理后送碱回收炉焚烧,而树皮、木屑、生物污泥等固体废物则送锅炉无害燃烧供热发电。正常生产时不需补充燃煤,有效减少CO2和SO2的排放。黑液提取率、碱回收率分别达到99%和98%,碱回收产生的白泥经洗涤过滤后送石灰窑煅烧循环再用,年均减少固体废物外排约40万t;废水实现清污分流,配备15000 m3应急处理事故池,废水经三级处理后,COD、BOD、SS、pH值、色度、氨氮、总氮、总磷等排放指标全部达到最新颁布的制浆造纸工业废水排放标准,符合国家清洁生产标准的要求。图1为骏泰浆纸厂示意图。
图1 骏泰浆纸厂示意图
硫酸盐法制浆过程中产生有异味的恶臭气体,这种类型的散逸主要来自硫酸盐法制浆及碱回收过程。臭气主要成分为H2S、甲硫醇、甲硫醚和二甲二硫醚等,统称为总还原硫 (TRS),其含量以H2S的相当量表示,目前解决这些气味污染的较有效办法就是将它们收集起来烧掉。骏泰浆纸厂在设计阶段就充分考虑了系统臭气的处理措施:碱回收炉采用低臭型碱回收炉,取消了黑液直接接触蒸发,大大减少了恶臭气体的排放量,其烟气H2S排放量约为普通燃烧炉的2%;蒸煮、蒸发过程产生的臭气,收集后送碱回收炉烧掉。此外还设有臭气燃烧器和臭气洗涤装置,当碱回收炉运行不正常无法烧掉臭气时,高浓臭气用臭气燃烧器烧掉,低浓臭气用洗涤装置洗涤后再排放。2011年骏泰浆纸厂与上海优蓝公司合作,率先使用流洗-等离子体法除臭装置,进一步消除事故或异常情况下臭气外泄对周围环境造成的污染。目前骏泰浆纸厂排放的气体达到了GB14554—1993恶臭污染物排放标准中规定的恶臭污染物厂界标准中的一级标准。
1 公司臭气处理工艺技术及特点
骏泰浆纸厂生产过程中产生的臭气按其浓度分为低浓臭气和高浓臭气。臭气是在硫酸盐法蒸煮时,木片与氢氧化钠、硫化钠作用产生的含硫化物,主要物质是H2S、甲硫醚和二甲基二硫等。这些物质嗅觉极值很低,例如,当空气中含有0.45 μg/kg的H2S时,人们就可以闻到。
来自制浆、苛化和蒸发工序的低浓臭气被冷却、洗涤处理后用作碱回收炉的三次风。高浓臭气全部来自黑液蒸发过程所产生的废气。正常生产时,高浓臭气全部进碱回收炉燃烧,当系统出现温度、压力等燃烧条件不满足时,自动切换到炉顶火炬头进行燃烧;流洗-等离子体装置为臭气处理的第三道屏障,即设备出现故障,碱回收炉及火炬头都不能投入使用时,臭气通过流洗-等离子体装置进行处理。
1.1 低浓臭气处理工艺流程
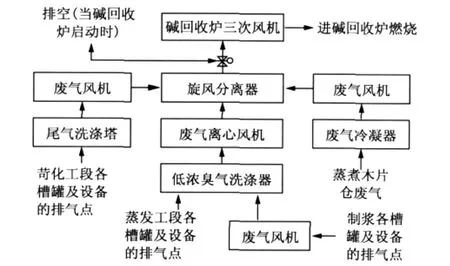
图2 各生产工序低浓臭气处理流程
各生产工序低浓臭气处理流程见图2。臭气的冷却是通过一个冷却系统实现的,低浓臭气通过一台喷淋式洗涤器进行冷却,循环液通过换热器采用冷却水冷却。臭气收集系统是完全密封式的,这样可以防止大量的空气进入。不同的收集总管均装有压力 (真空)安全阀,槽罐的溢流管道上装有翻板阀,以防止空气进入。出蒸煮工序的臭气进入制浆线的文丘里管,在这里除去可能携带的纤维后,进入喷淋塔进行冷却,在喷淋塔内,臭气与在换热器内进行间接冷却后的循环液一起,通过逆流的喷淋液进行冷却。冷却后的液体再经文丘里管进入下一步处理。蒸发工序的臭气进本工序的洗涤系统;出苛化工序的臭气进入相应的喷淋塔冷却系统;各洗涤系统出来的臭气经冷却后被风机送入碱回收炉。
1.2 高浓臭气处理工艺流程
高浓臭气处理流程见图3。黑液蒸发过程产生的高浓臭气被分两路收集到一起。真空系统产生的臭气通过水密封、洗涤后再由一台蒸汽喷射器送至碱回收炉工序,在碱回收炉经过气液分离后进炉内燃烧器燃烧。来自重污冷凝水汽提的臭气在冷凝后,不冷凝的高浓臭气将以冷凝后本身的压力由另一管路送至碱回收炉工序,在碱回收炉经过气液分离后进炉内燃烧器燃烧。臭气燃烧器是一台特殊设计的燃烧器,这种特殊燃烧器附在碱回收炉上,备用燃烧器位于锅炉房顶部。
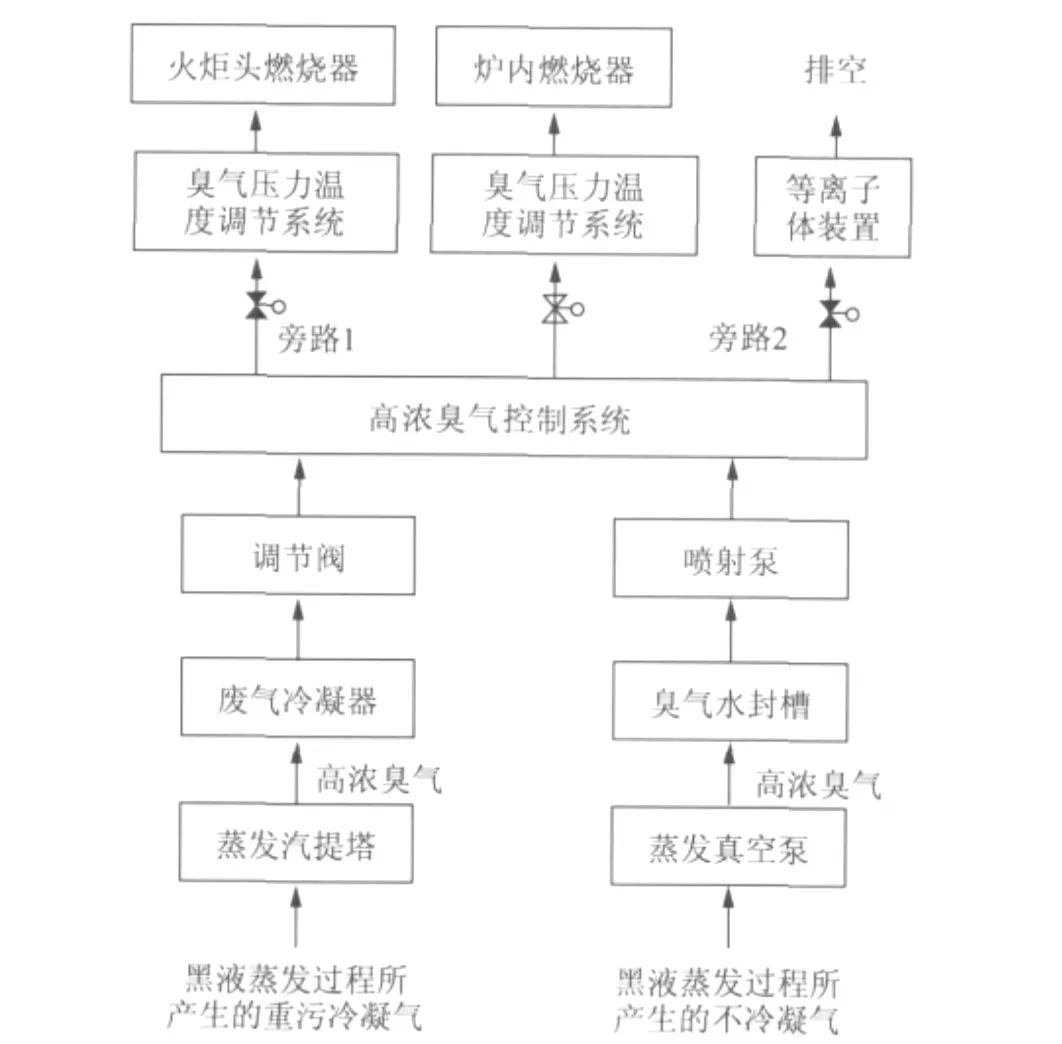
图3 高浓臭气处理流程
1.3 高、低浓臭气燃烧器主要工艺参数
高、低浓臭气燃烧器主要工艺参数见表1。
1.4 高、浓臭气进备用燃烧器情况
火炬燃烧器、流洗-等离子体装置是碱回收炉内燃烧器的两级备用装置,大大提高了控制臭气排放的可靠性。碱回收炉及火炬头都不能投入使用时,臭气通过流洗-等离子体装置处理。备用臭气燃烧器处于备用状态时,至少每周需对燃烧器投油燃烧调试两次,是否投臭气视主臭气燃烧器运行情况而定,每次试运行时间20~30 min,以检测火焰扫描器和臭气燃烧情况,确保火炬头燃烧器处于备用状态。使用火炬头燃烧器的情况有:
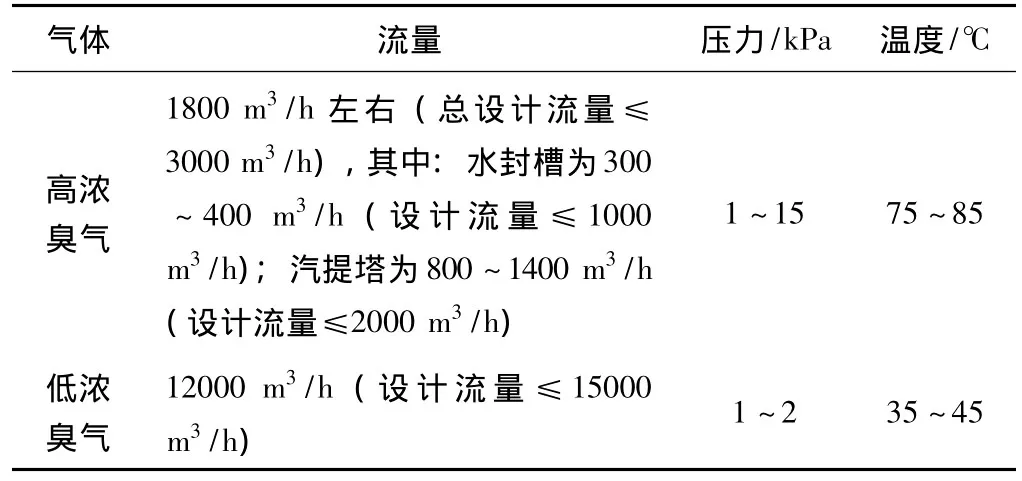
表1 高、低浓臭气燃烧器主要工艺参数
(1)当碱回收炉处于开机或停机过程中,碱回收炉的燃烧负荷低于50%时 (或进炉黑液没有流量时),臭气不能进炉内燃烧,只能在火炬头燃烧。
(2)当臭气的压力、温度达不到炉内燃烧条件时,臭气自动切换到火炬头燃烧。
(3)当炉内燃烧器火焰扫描器等仪器故障或其他设备故障时,臭气自动切换到火炬头燃烧。
(4)当臭气水封槽液位过高或过低,或者助燃物压力过高或过低时,臭气自动切换到火炬头燃烧。
2 运行中常见问题及处理措施
2.1 臭气燃烧器火焰扫描器故障
故障原因:火焰扫描器检测不到火焰的原因主要是轻油燃烧不稳定、燃油流量过小等。燃烧不稳定、燃油流量过小主要是由于轻油中杂质过多引起油枪堵塞,或者轻油流量调节阀开度过小。该故障的处理措施如下:
(1)对于主臭气燃烧器,对火焰扫描信号进行调整,只要满足燃烧器的联锁条件,就不会影响到臭气入炉燃烧。
(2)对于备用臭气燃烧器,一方面需对扫描器进行最佳扫描信号的调整,另一方面需对信号电缆进行仔细检查。
(3)备用燃烧器燃烧时,轻油流量控制在15 kg/h左右。
(4)如发现控制阀门组后燃烧器油压升高,说明油枪雾化片或喷枪头被堵,要在切换臭气燃烧方式后,及时进行清理。
(5)对于轻油中所含杂质问题,已在进入碱回收炉的轻油管道上安装了过滤器,需经常检查过滤器压差和臭气燃烧器的油压,如发现堵塞现象,碱回收炉人员需及时进行处理。
(6)控制油泵房轻油泵出口压力在0.9~1.5 MPa。
2.2 臭气压力高
对臭气燃烧产生的影响:当进入臭气燃烧器的臭气压力>18 kPa时,联锁条件设置将使臭气不能在任何一个臭气燃烧器燃烧,只能排放至流洗-等离子体装置,同时压力过高或波动过大,会使碱回收炉污冷凝水槽液位降至零,导致臭气不能在主臭气燃烧器燃烧。该故障的处理措施如下:
(1)出现臭气压力高时,碱回收炉无法进行调节,只能在蒸发工序采取措施进行调节。
(2)蒸发工序停机过程如果仍有少量臭气排出,碱回收炉未停机时,如果不需对真空系统进行检修,热网有低压蒸汽,蒸发工序需适度开启喷射器蒸汽阀,以保持水封槽负压在6~8 kPa。
(3)蒸发工序、碱回收炉同时停机后开机,如果蒸发工序先开机,首先要对至碱回收炉臭气管道进行预热和吹扫,待碱回收炉备用臭气燃烧器投入正常后,手动开启水封槽臭气阀,待水封槽真空度正常后,启动真空泵,蒸发工序开机。真空泵启动后,根据送碱回收炉臭气压力、温度及真空泵负荷,及时调节喷射器蒸汽阀、水封槽臭气阀开度,将送至碱回收炉低体积高浓臭气压力控制在15 kPa以下,臭气流量控制在1000 m3/h以下。
(4)碱回收炉投黑液燃烧后,当碱回收炉负荷达到臭气入炉燃烧联锁条件后,启动主臭气燃烧器,至炉膛臭气燃烧的管道进行预热和吹扫,然后将两路臭气先后投入到炉膛中燃烧,顶部臭气燃烧器处于备用。
2.3 臭气压力低
故障原因及对臭气燃烧产生的影响:当进入臭气燃烧器的臭气压力<1 kPa时,联锁条件设置将使臭气不能在任何一个臭气燃烧器燃烧,只能排放至流洗-等离子体装置,这与蒸发工序运行时臭气流量过小有关。该故障的处理措施如下:
(1)通知蒸发工序采取措施提高水封槽或汽提塔后臭气压力。
(2)臭气在主臭气燃烧器燃烧时,如遇蒸发工序水封槽或汽提塔压力在0.5~1.5 kPa范围波动时,可以通过低压蒸汽调节阀来稳定进入臭气燃烧器的臭气压力。
(3)臭气在备用臭气燃烧器燃烧时,如遇蒸发工序水封槽或汽提塔压力在0.5~1.5 kPa范围波动时,可以通过低压蒸汽调节阀来稳定进入臭气燃烧器的臭气压力。
(4)如果确因臭气流量小、压力低,碱回收炉采取了压力调节措施后仍不能燃烧,臭气短时间内可以排放至流洗-等离子体装置,否则蒸发工序需停送臭气。
2.4 臭气流量过大
故障原因及对臭气燃烧产生的影响:在系统开机时,主要是水封槽和汽提塔内的臭气未能及时、持续排出,当臭气在备用臭气燃烧器燃烧时,容易出现火焰熄灭及燃烧器温度超高现象,致使臭气不能在备用臭气燃烧器燃烧。该故障的处理措施是:蒸发工序控制水封槽来臭气流量在1000 m3/h以下,控制汽提塔臭气流量在2000 m3/h以下,蒸发工序可以通过调节水封槽臭气出口手动阀和控制进汽提塔污冷凝水量及蒸汽量来控制。
2.5 蒸发工序来臭气温度偏低
对臭气燃烧产生的影响:当蒸发工序水封槽和汽提塔进入燃烧的臭气温度低于70℃时,臭气不能在碱回收炉任何一个臭气燃烧器燃烧;当臭气温度高于70℃、低于80℃时,臭气不能在碱回收炉的主臭气燃烧器燃烧,只能在备用臭气燃烧器燃烧。前阶段所表现的主要是水封槽来臭气温度出现偏低现象。该故障的处理措施如下:
(1)臭气在主臭气燃烧器燃烧时,当温度接近85℃并继续下降时,蒸发工序需开大臭气喷射器蒸汽阀,并注意调节出喷射器后臭气压力,如遇臭气压力升高到10 kPa左右时,蒸发工序需关小出水封槽臭气手动阀。
(2)臭气在备用臭气燃烧器燃烧时,当温度接近75℃并继续下降时,蒸发工序需开大臭气喷射器蒸汽阀,并注意调节出喷射器后的臭气压力,如遇臭气压力升高到10 kPa左右时,蒸发工序需关小出水封槽臭气手动阀。
(3)对于汽提塔来臭气温度出现偏低现象,蒸发工序需开大进汽提塔蒸汽阀。
(4)如遇蒸发工序无法提升水封槽和汽提塔后臭气温度,紧急状态下修改不能满足温度要求。
2.6 备用臭气燃烧器臭气燃烧时超温
故障原因及对臭气燃烧产生的影响:当碱回收炉顶部备用臭气燃烧器温度中任一温度大于1050℃联锁条件时,臭气不能在备用臭气燃烧器燃烧。产生该现象的原因是臭气流量过大,或臭气中混有松节油等其他可燃性气体。该故障的处理措施如下:
(1)将臭气切换至主臭气燃烧器燃烧。
(2)蒸发工序控制水封槽来臭气流量在1000 m3/h以下,控制汽提塔臭气流量在2000 m3/h以下。
(3)控制蒸发工序污冷凝水槽液位不能低于60%,松节油及时进行收集。
(4)适当开启预热蒸汽阀,以调节燃烧温度。
2.7 防爆膜冲破
故障原因及对臭气燃烧产生的影响:臭气压力超高或波动范围过大,易造成防爆膜损坏,也就不能满足系统联锁条件而使臭气无法燃烧。该故障的处理措施是:首先切换至另一个臭气燃烧器进行燃烧,及时更换损坏的防爆膜,如遇两路燃烧器因防爆膜损坏不能燃烧,自动切换至备用流洗-等离子体装置运行。
2.8 臭气不能入炉燃烧
故障原因:碱回收炉未投黑液燃烧,燃烧器未启动或出现故障,臭气参数未满足臭气入炉燃烧联锁条件,污冷凝水槽液位过高或过低等。该故障的处理措施如下:
(1)将臭气切换至备用臭气燃烧器燃烧。
(2)碱回收炉投黑液燃烧,增加黑液燃烧量在15 L/s以上,通过黑液和油枪来使主蒸汽流量在65 kg/s以上。
(3)启动主臭气燃烧器至正常稳定状态,对臭气管道开启低压蒸汽进行预热。
(4)切换臭气至备用火炬头燃烧器燃烧,同时检查蒸发工序水封槽或汽提塔压力是否在工艺要求范围内波动,并通过设定低压蒸汽控制阀来稳定进入臭气燃烧器的臭气压力。
2.9 臭气不能在备用臭气燃烧器燃烧
故障原因:燃烧器未启动或出现故障,臭气参数未满足臭气燃烧联锁条件,燃烧时温度超高等。该故障的处理措施如下:
(1)尽快将臭气切换至主臭气燃烧器燃烧。
(2)启动备用臭气燃烧器至正常稳定状态,对臭气管道开启低压蒸汽进行预热。
(3)切换臭气至备用流洗-等离子体装置,同时检查蒸发工序水封槽或汽提塔压力是否在工艺要求范围内波动,并通过设定低压蒸汽控制阀来稳定进入臭气燃烧器的臭气压力。
3 流洗-等离子体装置的应用
骏泰浆纸厂自投入正常生产以来,碱回收炉高浓臭气正常、完全燃烧已成为影响浆厂环保问题的一个重要方面,由于高浓臭气燃烧的联锁条件很多,其中有些联锁条件已成为多次影响臭气稳定燃烧的关键因素。为此,技术人员就工艺优化方面做了大量工作,仍难于完全排除一些突发问题的发生,为了消除事故或异常情况下臭气外泄对周围环境造成污染,通过与上海优蓝公司合作率先使用流洗-等离子体法除臭装置,其工艺流程见图4。
3.1 工艺过程描述
对于低浓及故障检修过程中排空的恶臭气体,首先在负压的作用下将离子氧群设备产生的大量等离子体混合注入到反应腔内,发生氧化和分解反应,此时大量可分解和氧化的臭气组分被降解,对一些高分子的恶臭气体,再经过离子流洗工艺完全去除。
该技术的关键是通过高压脉冲介质阻挡放电的形式产生大量活性离子氧群,将气体激活,产生各种活性自由基,如·OH、·HO2、·O等,对苯、甲苯、二甲苯、氨气、H2S等有毒有害气体发生降解、氧化等复杂的物理和化学反应,且副产物无毒,可避免二次污染,并可对各种污染气体进行同时治理。
在产生离子氧群的过程中,高频放电产生瞬间高能量,打开某些有机气体分子的化学键,使其分解成单质原子、基团或小分子片断;离子氧群中包含大量的高能电子、离子、激发态粒子和具有强氧化性的自由基,这些活性粒子的平均能量高于气体分子的键能,它们和挥发性有机化合物 (VOC)分子发生频繁的碰撞,打开气体分子的化学键,同时还会产生大量氧化性极强的O2、O-2、O2+、·OH、·HO2、·O、O等氧簇聚集体,它们与有机气体分子发生化学反应生成H2O、CO2等无害产物。
高浓离子氧群产生后在风机负压的情况下注入到反应室与经过的恶臭废气接触,离子氧群将致可氧化分解的臭污染物降解成CO2和H2O以及其他小分子,然后再输入到离子流洗塔中,进一步去除废气中的高分子气体分子,经过净化后的气体通过通风管道排入到大气中。
离子氧群中的O等具有极强的氧化能力,其氧化能力是O2的上千倍,可以将低级脂肪酸类、氮化合物、氨、H2S、硫醇类、VOC等污染物在常温常压下迅速氧化,氧化所需时间仅为千分之几秒。离子氧群有很强的氧化能力,而且寿命在数秒内,可以在管道里充分发挥氧化作用。
3.2 主要装备特点
3.2.1空气过滤系统
过滤段提供Eu4级过滤效率的过滤材料,除了能保证必须的过滤效率外,还有阻力损失小、外形尺寸小的特点,过滤端阻力小于50 Pa,在过滤材料与进风口之间加装均风装置,保证过滤材料均匀受风。
3.2.2 离子氧群发生装置
离子氧群可由O2吸收放电时的能量生成。利用高科技高压静电装置,在常温常压下产生高能脉冲放电,将空气中的O2电离成O、单线态氧 (1O2)和带正、负电荷的离子氧群等离子氧群,产生的这些高密度的离子氧群,迅速与有机分子碰撞,激活有机分子,并直接将其破坏;或者高能离子氧群激活空气中的O2产生二次离子氧群,与有机分子发生一系列反应,并利用自身反应产生的能量维系氧化反应。
3.2.3 离子流洗段
臭气经导入口平流进入洗涤区,经离子水洗液洗涤,在洗涤区完成了对臭气的吸收、除尘处理。洗涤区设计为连续循环散水,对进入的恶臭气体进行预处理,洗涤区有多层组合填料,内附有多层生物膜,散水量为塔体容量的1/8~1/2。
含硫系列臭气在洗涤区被氧化分解成S、SO2-3、硫氧化菌的作用是能将还原性硫化物 (H2S、甲硫醇、甲基化硫等)氧化为硫酸盐化合物。含氮系列臭气则被氧化分解成 NH4+、NO2-、NO3-,消化菌等氮氧化菌的作用是清除恶臭成分中的氨。当恶臭气体为H2S时,专性的自养型硫氧化菌会在一定的条件下将H2S氧化成SO2-4;当恶臭气体为有机硫如甲硫醇时,则首先需要异养型微生物将有机硫转化成H2S,然后H2S再由自养型微生物氧化成SO2-4。
当恶臭气体为NH3时,NH3先与水反应生成氨水,然后,在有氧条件下,经亚硝酸细菌和硝酸细菌的硝化作用转为HNO3,在兼性厌氧条件下,硝酸盐还原细菌将硝酸盐还原为N2。故整个系统pH值维持在6~8范围内,如pH值下降说明正常菌群破坏,需加碱调整pH值至中性。恶臭成分被氧化分解后,生成了H2SO4(弱硫酸)和HNO3(弱硝酸)。喷洒水将这些酸冲洗干净,同时将脱落的生物膜和微生物死体及时排出,以保持适于微生物生长的良好环境。
3.2.4 性能特点
(1)处理效率高:流洗-等离子体法除臭工艺能有效去除VOC、低级脂肪酸类、H2S、氨、甲硫醇等含硫的气态污染物,以及各种异 (臭)味,效果可达90%以上。
(2)安全可靠、能耗低:采用高效离子氧群发生及控制器,风阻小,寿命长,电耗极小。
(3)纯物化法原理氧化分解反应在常温常压下进行,无二次污染。
(4)设备全自动运行无需专人管理,管理方便,运行费用极低。且也适合于间断运行。
3.3 处理效果
3.3.1 污冷凝水汽提回收利用
高浓结晶蒸发 (7.5效)采用七效九体高效蒸发,出站黑液固形物含量≥80%(不加碱灰)。与传统六效蒸发相比节约蒸汽15%以上。蒸发工序A类轻污冷凝水送氧脱木素后DD洗浆机用于洗浆喷淋,B类轻污冷凝水送苛化车间作为白泥、绿泥过滤机洗涤用水,重污冷凝水经汽提后进入B类轻污冷凝水槽。
蒸发工序产生的重污冷凝水虽然颜色比较淡,但CODCr含量很高,通常达到3万~4万mg/L,而且气味很难闻,直接排放会影响周围环境并增加浆厂废水处理的压力。采用从蒸发器IB效、IC效产生的二次蒸汽通过汽提塔对污冷凝水进行汽提,不仅可以将CODCr从3万~4万mg/L降到300~400 mg/L,汽提后的冷凝水泵入B类轻污冷凝水槽回收利用,而且将汽提后的高浓臭气送碱回收炉炉膛燃烧,回收热能。大大缓解了水处理的化学药品消耗和环保压力。
3.3.2 高浓臭气燃烧
一般来说,每生产1 t浆可产生约4 kg含硫高浓臭气,如不对此部分高浓臭气进行处理,任其排放,不仅影响周围环境,同时也造成硫的损失,每天约损失硫4.8 t,则需要使用约21 t芒硝还原才能补偿硫的损失。另一方面,由于高浓臭气含有S、C、H等可燃元素,在碱回收炉燃烧可以放出热量。据碱回收炉设计人员提供的数据,从汽提塔来的高浓臭气发热值为10.23 MJ/m3,从臭气水封槽来的高浓臭气发热值为8.54 MJ/m3。高浓臭气送入碱回收炉燃烧后,根据集成控制系统 (DCS)统计数据,高浓臭气和伴烧轻油燃烧增加的高压蒸汽产蒸汽量约为12~14 t/h,按照浆厂目前汽轮机工况,增加的发电量在3000 kW/h。而每天的燃油成本不到2000元,每天增加的发电量增加电费收入2.3万元,减少芒硝加入节约成本0.75万元,每年通过臭气治理而给浆厂带来近千万元的效益。
3.3.3 低浓臭气燃烧
浆厂的低浓臭气主要来源于制浆喷放锅放气、蒸发各槽罐排气、碱回收炉溶解槽和黑液混合槽排气、苛化各槽罐排气等。这些排气均含有少量的化学物质(如碱尘、硫等),同时也具有一定的温度,一般在60~80℃。如不对这些低浓臭气进行处理,排放到周围大气中,也会影响周围环境。骏泰浆纸厂将这些低浓臭气收集、洗涤、汽水分离后全部送入碱回收炉燃烧。由于是作为三次风送入炉膛,相对外界补充供风,温度提高约40℃,此部分低浓臭气风量在5 m3/s左右,每小时节约的热量相当于30 kg标煤,每年约节约标煤252 t。由于高、低浓臭气的全部燃烧,在以针叶木为原料进行生产时,加入了浆厂制备的液态芒硝,碱回收不再需要补充商品芒硝就能满足蒸煮白液中硫化碱的要求。
3.3.4 高、低浓臭气燃烧器效果分析比较
高、低浓臭气燃烧器效果分析比较见表2。
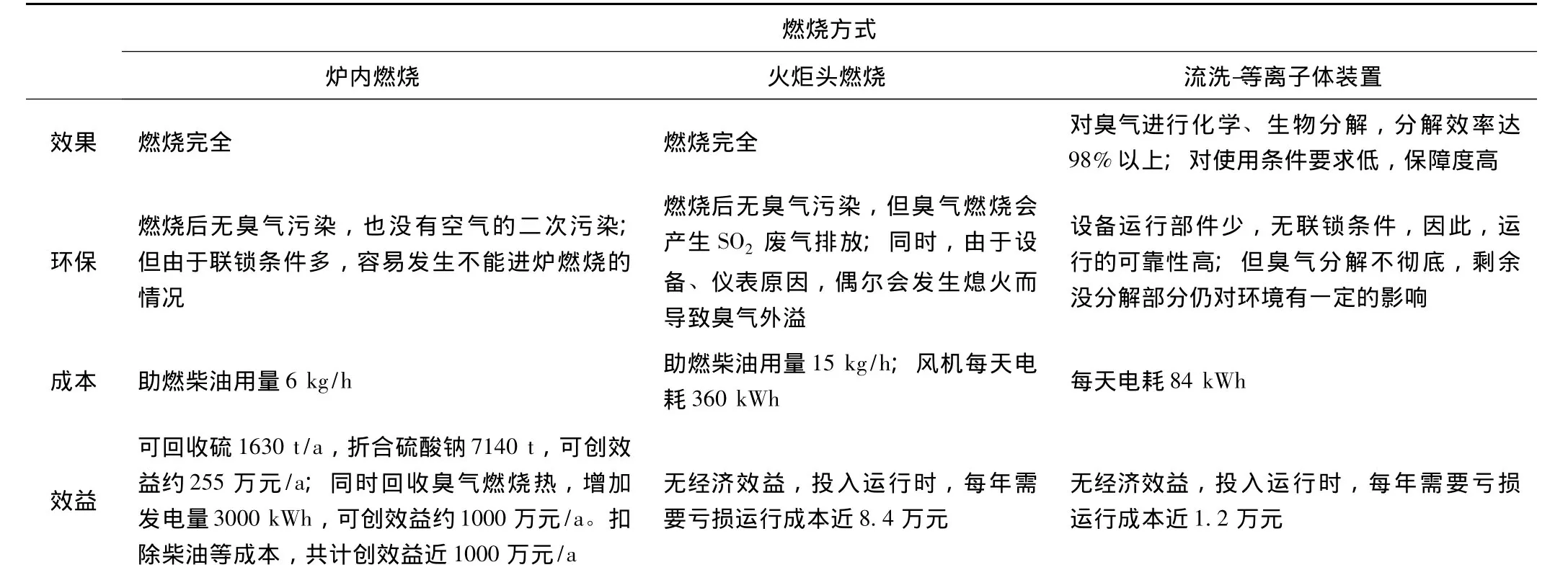
表2 高、低浓臭气燃烧器效果分析比较
当生产出现少有的波动时,火炬头燃烧器、流洗-等离子体两级备用装置保证了高浓臭气能得到及时处理。整套装置功能完善,性能相当稳定,能确保系统24 h连续安全有效地运行,效果明确,且无二次污染。臭气经处理后,排放的气体符合GB14554—1993恶臭污染物排放标准中规定的恶臭污染物厂界标准中的一级标准。
4 结论
通过近半年的运行证明,臭气采用炉内燃烧、火炬头燃烧、流洗-等离子体装置3种处理有机结合,很好地弥补了燃烧器对工艺条件要求高的缺陷,有效地避免事故时段臭气外溢对居民生活产生的影响,具有较强的推广应用价值。
[1] 周鲲鹏.湖南骏泰浆纸公司40万t/a化学木浆生产线新工艺、新设备及清洁生产[J].中国造纸,2010,29(3):41. CPP
Treatment of the Odor from Kraft Pulping
XU Yuan-meiZHOU Kun-peng LI Wang-nan*XU Ying-sheng
(Hu'nan Juntai Pulp & Paper Co.,Ltd.,Huaihua,Hu'nan Province,418005)
The achievement of HC & LC odor treatment in a 400,000 t/a sulfate chemical wood pulp mill was introduced,with focus on the technology of flow wash-oxygen plasma treatment.
HC&LC odor;combustion;ion oxygen;wash-oxygen plasma treatment
X793
B
0254-508X(2012)04-0039-07

徐远梅先生,高级工程师;长期从事生产、技改及工程建设的管理工作。
(*E-mail:lwn63@163.com)
2011-12-21(修改稿)
(责任编辑:郭彩云)
猜你喜欢
中国造纸(2022年12期)2023-01-05
中国造纸(2022年8期)2022-11-24
云南冶金(2022年3期)2022-07-02
石油工程建设(2021年6期)2022-01-10
化工管理(2020年30期)2020-11-06
化工管理(2020年29期)2020-10-29
水电与新能源(2020年1期)2020-04-18
中氮肥(2019年1期)2019-01-17
中国油脂(2017年11期)2017-12-11
中国造纸(2017年11期)2017-11-30
