制动夹钳单元紧固件拧紧及数据采集系统分析
2012-11-27 05:57刘鹏,黄峻
铁道机车车辆 2012年1期
刘 鹏,黄 峻
(中国铁道科学研究院 机车车辆研究所,北京100081)
在机械制造业,螺纹连接是机械产品装配中必不可少的部分,而采用螺纹连接就必须进行拧紧。制动夹钳单元是列车制动系统中非常关键的部件,其性能直接影响到列车制动时的制动效率,与列车的安全息息相关,制动夹钳单元中夹钳和制动缸之间通过螺纹紧固件进行连接,紧固件的松动和脱落将会导致列车制动失效,严重时造成颠覆。为了避免发生这种现象,提高制动夹钳单元的质量,就要求对其螺纹连接件的装配进行严格的检验,必须对螺栓的拧紧力矩进行检测,并对数据进行实时采集和分析。手工拧紧存在偶然性,自动拧紧能够大幅提高检测效率,达到工艺要求。因而针对这一情况,进行了制动夹钳单元紧固件拧紧及数据采集系统的设计。
1 拧紧系统原理分析
螺纹连接的目的是使被连接件紧密贴合在一起,能够承受一定的载荷,因此被连接件间应该有足够的压紧力,才能确保可靠的连接和使用寿命,所以连接用的螺纹,在拧紧后要有足够的轴向预紧力。对轴向预紧力的准确控制直接关系到产品的装配质量。力学分析表明,在弹性变形范围内,预紧力与螺栓的受力面积、伸长量及力学强度有关。而且如果螺栓的强度级别和尺寸确定后,预紧力仅与伸长量有关。但在实际装配时,要准确测量螺栓的伸长量,并用于控制其拧紧过程,在技术实现上非常困难。不管是被连接件间的压紧力还是螺纹副上的轴向预紧力都很难直接检测,只能间接控制。目前机械行业中将螺纹副的装配扭矩看得越来越重要,装配扭矩控制的方法通常有以下几种。
(1)扭矩直接控制法
该方法是根据螺纹副的装配扭矩MA与螺栓受轴向预紧力Ft之间的关系而建立起来的,是应用较为广泛的一种扭矩控制方法。螺纹副装配扭矩的计算公式如下:

式中dn为螺纹支撑面摩擦力矩等效直径;α为螺纹半角;β为螺纹升角;μ1为螺纹副摩擦系数;μn为螺纹支撑面之间的摩擦系数。
从以上公式可知,当螺纹副设计确定后,dn、α、β等参数也随之确定。影响螺纹副装配扭矩和螺栓轴向预紧力大小的主要因素就是螺纹副摩擦系数μ1、μn,而当螺纹角α=60°时可以近似认为螺纹副摩擦系数和螺纹支撑面之间摩擦系数基本相等,即μ1=μn,于是根据以上公式按不同摩擦系数和不同规格直径的螺纹计算出装配扭矩参照值,工艺人员可以根据该值参照选定装配力矩。拧紧曲线图见图1。
该方法的缺点是如果存在“螺纹交错”、垫圈缺失、螺栓断裂、螺栓尺寸偏大、螺栓质量较低等问题,连接件可能拧紧不充分或完全未经拧紧(即使工具已确实施加了扭矩),因此系统无法发现连接件存在的问题。
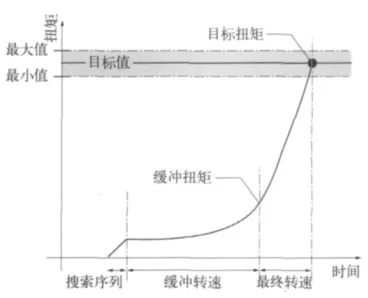
图1 螺栓扭矩控制的拧紧曲线图
该拧紧方法的选择条件之一是转角离差较大。一般用于不太重要的装配工位。
(2)扭矩控制—转角监控法
该方法需使用机电一体化的制动装配控制系统,将最终拧紧扭矩分多段渐近,步进设置停顿,拧紧速度每步递增或按实际工况调整,直到最终达到装配扭矩值。在终拧开始时记录旋转角度,通过转角监控可以很直观地检测出装配过程中螺栓的质量状况,最大限度地提高装配质量。监控值的大小一般需要通过试验得出,因为旋转角度的大小,实际上就是螺栓被拉伸和连接体受压缩的长度和。拧紧曲线图见图2。
该方法具备以下优点:
① 能够保证拧紧作业正常完成;
② 能够实现均匀合格的连接质量。
为达到以上两点,系统在作业过程中对转角进行监视,从而能够发现“螺纹交错”、垫圈缺失、螺栓断裂、螺栓尺寸偏大、螺栓质量较低等问题。
在批量连续作业过程中,该策略还能够使系统发现所有重复拧紧的螺栓。扭矩控制—转角监控法一般用于要求较高的装配部件,装配精度可控制在3%~5%以内。
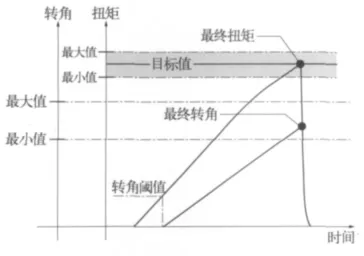
图2 螺栓扭矩控制的扭矩—转角监控法拧紧曲线图
(3)转角控制—扭矩监控法
所谓转角控制,并非从装配开始就用角度记录,而应有一个起始点。首先必须使用扭矩法确定转角控制的起始点。经验表明,这个点一般设置在最终扭矩的50%~60%之间,停顿数秒后做终拧并开始计算角度,直到设定角为止,同时记录这段角度所施加的扭矩值作为监控值。如扭矩值太大,显然该螺栓的材料抗拉强度太高,或热处理材料太硬,或有坏扣现象;如扭矩值太小,显然有滑扣现象,由此达到监控螺栓材质及装配效果的作用。拧紧曲线图见图3。
与扭矩控制方法相比,该方法能够更好地控制螺栓的应力。该方法用于较为重要的装配场合。
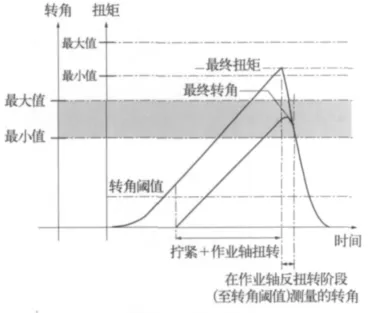
图3 螺栓扭矩控制的转角—扭矩监控法拧紧曲线图
2 拧紧及数据采集系统设计
拧紧及数据采集系统主要作用是根据规范要求对紧固件实施正确的拧紧,并对完成作业的各种动作数据进行采集和处理,因此系统由硬件和软件两部分组成,产品装配时拧紧精度要求为3%~5%,因此系统采用扭矩控制-转角监控的拧紧方法。
数据采集系统的硬件由条码扫描枪、扭矩扳手、拧紧控制箱和服务器组成(见图4)。条码枪是为了通过扫描产品条形码将产品的信息与拧紧时产生的数据进行关联,扭矩扳手和拧紧控制箱是本系统中关键部件,选择扭矩扳手时要从拧紧扭矩精度、拧紧复位精度(扭矩值)、转角精度等几个指标进行选择,而选择拧紧控制箱时要从可编程控制循环数量、每个循环可控制的步骤数、可选择的拧紧策略种类、数据存储容量和是否具有网络功能等几个方面进行选择。服务器是数据存储的中心,主要考虑数据存储空间大小、CPU速度等指标。
本系统软件是通过专用数据软件(LabView软件)和对LabView软件的二次开发,实现对生产现场多种品牌的电动扭矩扳手进行集成,并对拧紧结果数据进行采集、处理、存储、查询和简单的统计分析,同时兼容其他品牌拧紧工具。
软件实现的功能为:
(1)数据采集部分:服务器软件通过以太网连接拧紧工具的控制器,根据工具厂商提供的通信协议读取每台控制器的每次拧紧结果数据。
(2)数据处理部分:系统根据对读取数据的条码进行数据分析,确定当前数据是直接存储到数据库里还是要更改后再存储到数据库里,当读回来的条码是维修条码时,把相应的维修之前的拧紧结果进行标记,同时把维修条码更改为正常的工件条码,同时也标记本条拧紧数据为维修数据。
(3)数据查询部分:可以根据不同的查询条件进行数据读取和查询,具体为以下几类:
通过输入拧紧工作站(IP地址)查询某一工作站的拧紧数据;
通过拧紧时间段查询;
通过输入产品序列号(条码编号)查询;
通过拧紧工位或工序查询;
通过拧紧状态查询;
对装配错误的工位进行统计等。
(4)统计分析部分:可以实现自动绘制直方图、XR图和计算工艺能力系数(Cpk)等结果。
(5)其他说明:本项目按照不少于100台工作站流量设置,传输速度快,具有可拓展的接口。
拧紧过程流程图见图5。
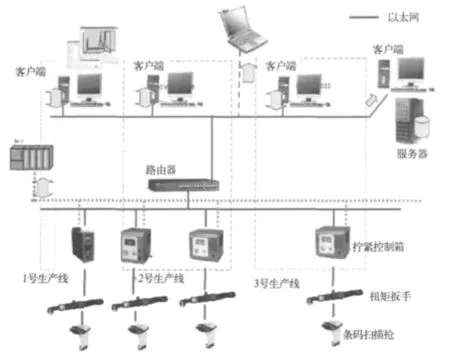
图4 数据采集系统组成图
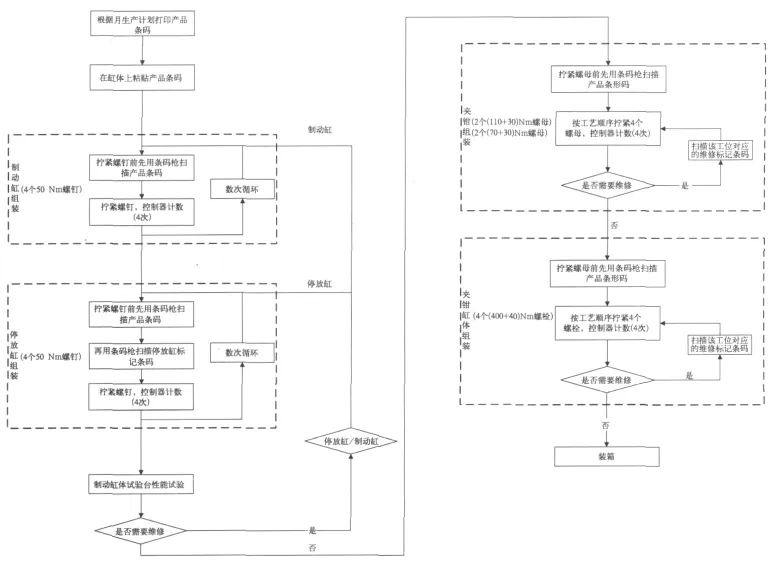
图5 拧紧过程流程图
3 现场运用
本文研究开发的制动夹钳单元紧固件拧紧及数据采集系统设计完成后主要运用于制动夹钳单元关键紧固件的连接安装,主要运用对象为闸片托连接副、制动杠杆连接副、制动缸连接副、连接杆连接副和缸体连接副等,设计过程中选择了扭矩控制—转角监控的策略进行控制。
主要设计参数为:
(1)主要安装对象:M12螺钉,包括圆柱头内六方螺钉(SW10)、六角螺钉(SW17);
(2)次要安装对象:M5~M20螺纹紧固件;
(3)主要扭矩范围:(50±7%)Nm;
(4)次要扭矩范围:20~100Nm;
(5)扭矩控制精度:≤±3﹪;
(6)拧紧复位精度(扭矩值):≤±3%;
(7)角度控制精度:≤±2°;
(8)空转速度:200~600r/min(转速可调、转向可调);
(9)Cpk值不低于1.67。
系统构架图见图6。
鉴于生产工位分布不集中的情况,车间的网络安装示意图如图7。
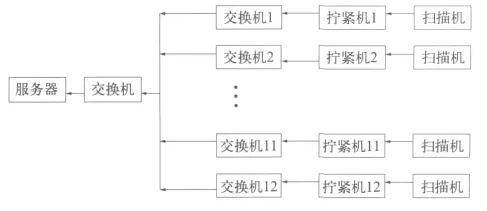
图6 系统构架图
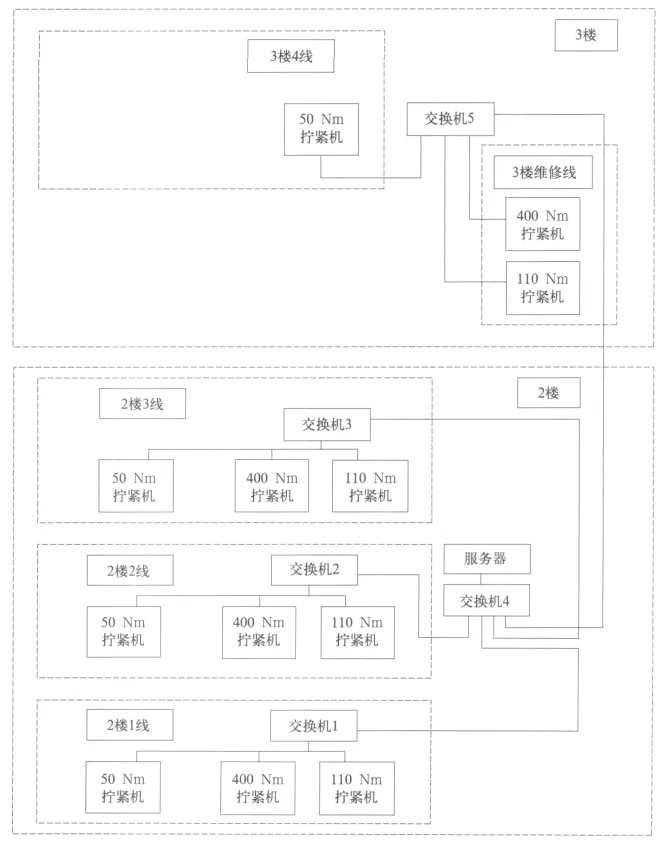
图7 车间网络安装示意图
对现场设备进行如下配置,即可满足工作站联网要求
(1)扫描枪1把;
(2)交换机1台(1~3台工具共用一台);
(3)网线100m(平均计算);
(4)电源插板一个;
(5)交换机安装盒一个;
(6)每个螺栓对应的维修条码;
(7)拧紧机。
该系统在运行试验中根据试验结果和工艺要求,调整控制参数,建立起适合本系统的控制模型,最终达到了设计目标。
4 结束语
本文探讨的系统设计思想,不同于通常的单一扭矩控制方法,而是考虑到螺纹拧紧过程的渐变性,通过扭矩和转角两个指标对拧紧过程进行监控,在数据处理阶段运用了现代质量管理SPC的方法进行数据分析,能够及时对工艺能力(Cpk)进行统计分析,使用该系统可以避免手工操作带来的随意性和偶然性,通过该系统的使用工艺和质检人员能够及时获取质量信息,并进行数据分析,条形码的运用使产品生命周期(PLM)的数据管理成为可能。本系统可以同样适用于制动盘组装等工序。当加入限位开关等元件的设置后,对螺纹连接部件进行组装可以起到定序、定量的作用。
[1]檀学莹.喷油器紧帽自动拧紧机的系统分析[J].机械工业标准化与质量,2011,(9):26-29.
[2]机械设计手册(第二卷)[M].北京:机械工业出版社,2008.
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
锻压装备与制造技术(2022年1期)2022-03-24
条码与信息系统(2021年1期)2021-12-05
装备制造技术(2020年2期)2020-12-14
商品与质量(2020年46期)2020-11-26
上海建材(2020年3期)2020-09-25
条码与信息系统(2020年5期)2020-06-07
装备制造技术(2019年12期)2019-12-25
中国特种设备安全(2019年2期)2019-04-22
制造技术与机床(2018年11期)2018-11-23