
首钢京唐酸轧机组厚度控制策略分析与应用
2012-12-28 06:17郭剑飞刘翠红张浩宇
材料与冶金学报 2012年2期
郭剑飞,刘翠红,张 浩,孙 杰,张浩宇
(1.唐钢微尔自动化有限公司,河北 唐山 063000;2.东北大学 轧制技术及连轧自动化国家重点实验室,沈阳 110819)
首钢京唐酸轧机组厚度控制策略分析与应用
郭剑飞1,刘翠红1,张 浩1,孙 杰2,张浩宇2
(1.唐钢微尔自动化有限公司,河北 唐山 063000;2.东北大学 轧制技术及连轧自动化国家重点实验室,沈阳 110819)
厚度精度是衡量带钢质量的重要指标.本文通过对首钢京唐酸轧机组厚度控制系统进行了深入研究,分析了包括1#机架FF-AGC、BISRA-AGC和GM-Smith AGC以及2#-5#机架MF-AGC的综合的厚度控制策略.实际应用效果表明,成品厚度偏差小于±1%,达到了较高的厚度控制精度.
冷连轧;厚度控制系统;前馈控制;秒流量控制
厚度精度一直是衡量冷连轧产品质量的重要指标[1~2],如何提高产品的厚度控制精度一直是冷连轧领域的研究热点[3].冷连轧厚度控制具有多变量、非线性、多约束、时变性强、强耦合等特点[4~5],是一个极其复杂的过程.
首钢京唐的酸轧联合机组生产线从日本日立公司引进.该机组采用了当今世界先进的技术.酸洗工艺为日立公司的先进浅槽喷流盐酸酸洗技术,轧机为UCM形式,5个机架全部为6辊轧机,其中中间辊具有横移功能,并且工作辊和中间辊都具有正负弯辊能力,轧机采用压上方式,可提供最大2 200 t的轧制力.基础自动化系统采用日立公司的HISEC-04R700系列PLC,软件为日立公司的MICA系统;L2级系统采用HIDIC-RS90过程计算机.
轧机具有出色的厚度调控能力,全线设有5组测厚仪,分别设置在1#机架前后以及5#机架前后;考虑到轧线出口带钢厚度检测的重要性,在5#机架后设有两组测厚仪,为一备一用.另外,在3#机架前后以及5#机架前后分别设有激光测速仪,以实现对带钢速度的精确测量.
1 厚度控制策略
根据该机组的特点以及实际的仪表配置情况,本机组设计了一套包括FF-AGC、BISRAAGC、GM-Smith AGC和MF-AGC等综合的厚度控制策略,如图1所示.
在1#机架的厚度控制环节中,FF-AGC的输出附加于PUC,进而修正1#机架的辊缝,同样,GM-Smith AGC经过与BISRA-AGC的相关性处理后,作用于PUC,修正1#机架的辊缝,实现1#机架的厚度控制.
在2#-5#机架的厚度控制环节中,每个机架的MF-AGC的输出均附加于上游机架的ASR,进而修正上游机架的速度,实现厚度控制.
1#机架前的ATR作用于入口S辊的ASR,修正入口S辊的速度保持入口张力的稳定控制;1#-5#机架间的ATR作用于下游机架的PUC,修正下游机架的辊缝,保持机架间张力的稳定控制.机架间的ATL在实际张力超出限幅值时,通过作用于上游机架的ASR以修正上游机架的速度,将实际张力快速稳定至限幅范围内.
经过以上环节的共同作用,构成了一套严谨且稳定的厚度控制系统.

图1 首钢京唐酸轧机组厚度控制策略Fig.1 Gauge control strategy of Shougang Jing-tang PL-TCM
1.1 1#机架FF AGC
1#机架FF-AGC依据入口厚度偏差对辊缝进行修正,以消除热轧原料上尖峰型的厚度规格突变.机架前测厚仪的检测信号,经过移位寄存器由测厚仪检测点移至辊缝压上位置,并综合考虑测厚仪的响应时间以及压上系统的响应时间,实现辊缝修正点与测厚仪的监测点的一致.FFAGC的最终输出的辊缝修正量如式(1)所示.

式中,ΔSFF为FF-AGC输出的辊缝调节量;ΔH为入口侧测厚仪检测的厚度偏差信号;M为材料塑性系数;K为轧机刚度系数;αFF为FF AGC控制增益;K'为理想状态下轧机刚度.
1.2 1#机架BISRA AGC
因为FF AGC为开环控制,其无法通过控制效果的反馈而全部完成厚度的修正,所以1#机架设置了BISRA-AGC.BISRA AGC通过如式(2)所示的弹跳方程,控制1#机架出口带钢厚度.

式中,h为出口带钢厚度;P为轧制力;S为当前辊缝.
设在AGC投入的初始状态时,如式(3)所示.

式中,P0为初始轧制力;S0为初始辊缝.
于是,为了使出口厚度偏差为零,辊缝S将如式(4)进行控制

由于BISRA-AGC几乎不存在控制上的滞后,其响应时间要优于基于出口测厚仪的反馈式AGC.所以,1#机架设置的BISRA-AGC可以有效、快速地改变厚度偏差.
1.3 1#机架GM-Smith AGC
由于BISRA-AGC只是对出口厚度进行估算继而进行控制,为了确保在1#机架获得良好的厚度控制效果,系统设置了基于1#机架后测厚仪检测的实际带钢厚度作为反馈的 GM-Smith AGC.由于出口测厚仪离机架有一段距离,于是在GM-Smith AGC的控制闭环中,存在一个轧机至测厚仪的延迟环节;由于这个延迟,直接将测厚仪检测信号作为控制闭环的反馈将很难得到稳定及高响应的控制效果[6].于是设置了如图2所示的GM-Smith AGC控制算法.
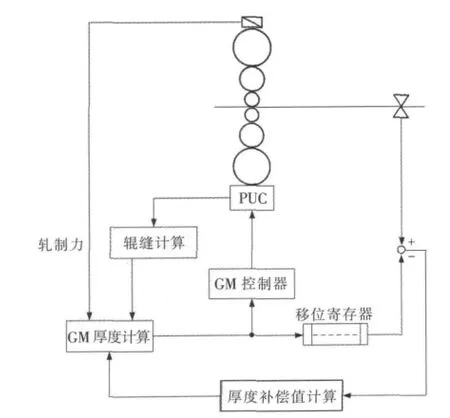
图2 1#机架GM-Smith AGC原理图Fig.2 Principle diagrams of GM-Smith AGC in stand No.1
首先通过1#机架轧制力与辊缝反馈,通过厚度计公式,如式(5)所示,计算1#机架出口厚度.

式中,Sh1为轧机弹跳量;Sact1为实际辊缝;Δεcom1为厚度补偿量.
将此厚度计算量通过移位寄存器跟踪至出口测厚仪,并综合考虑测厚仪的响应时间后,与测厚仪检测的实际厚度进行比较计算厚度补偿量Δεcom1,如式(6)所示.

式中,Kε1为补偿值积分增益;h1x为1#机架测厚仪检测实际出口厚度;hGMC1(x)为跟踪至测厚仪检测点的厚度计算值.
GM-Smith AGC主要用于消除剩余的带钢厚度偏差量,于是将控制器设计为PI控制器的形式.最终GM-Smith AGC输出的辊缝修正量如式(7)所示.
1.4 2#-5#机架MF-AGC
2#-5#机架的MF-AGC是应用秒流量恒定原理对出口带钢厚度进行计算,继而对上游机架速度进行修正以实现厚度控制.
即使秒流量计算存在非常高的准确性,由于它并不是对出口带钢厚度进行直接测量,出口带钢厚度的计算精度仍可能存在一定偏差.所以在4#机架和5#机架后设有测厚仪的情况下,在4#和5#MF-AGC设置有厚度自适应修正环节,通过测厚仪检测的实际带钢厚度信号对秒流量计算值进行修正,以实现高精度的厚度控制,保证末机架出口带钢厚度指标.MF-AGC的原理图如图3所示.

图3 MF-AGC原理图Fig.3 Principle diagrams of MF-AGC
根据秒流量恒定原理,MF AGC的出口厚度计算值如式(8)所示.

式中,hMFC,i为MF-AGC厚度计算值;VS,i-1为入口带钢速度;VS,i为出口带钢速度;Hi为入口带钢厚度;ηi为厚度自适应修正值,只应用于4#机架和5#机架.
厚度自适应修正环节中,修正值ηi算法如式(9)所示.

式中,Kη为自适应修正积分系数;hx,i为出口侧测厚仪检测到的实际厚度;hMFC,i(x)为经移位寄存器跟踪至出口测厚仪的秒流量厚度计算值;ΔT为跟踪时间.
MF-AGC中包括两部分控制,分别是MFFF和MF-FB,即秒流量前馈控制与反馈控制.秒流量前馈控制通过跟踪上游机架的秒流量计算值,并估算此入口厚度可能引起的出口厚度偏差,继而修正上游机架的速度消除此偏差.秒流量反馈控制依据本机架的秒流量计算值,修正上游机架的速度,消除出口厚度偏差.MF-FF与MFFB控制闭环的反馈分别如式(10)与式(11)所示.

式中,为MF-FF控制闭环的厚度反馈;为MF-FB控制闭环的厚度反馈;为考虑上游机架速度调节响应时间的本机架入口厚度跟踪值.
MF-FF主要用于消除本机架入口厚度尖峰型厚度突变引起的出口厚度偏差,MF-FB则主要负责消除趋势性的出口厚度偏差.针对以上特点,控制器设计为比例积分控制器,即MF-FF采用比例控制器,MF-FB采用积分控制器.于是MF-AGC的最终输出的速度调节量如式(12)所示.

式中,ΔVMF为 MF-AGC输出的速度修正量;KMF,i为控制器积分增益;KMF,p为控制器比例增益;href,i为本机架出口厚度设定;ΔTS为AGC控制周期的积分.
2 应用效果
图4为在稳态轧制过程中,轧制不同厚度规格产品时,取得的末机架出口测厚仪检测的带钢成品厚度偏差曲线,其中包括厚度为0.3 mm、0.4 mm、0.7 mm以及1.0 mm的成品厚度偏差.由图中可以看出,产品的厚度精度均在±1%之内.
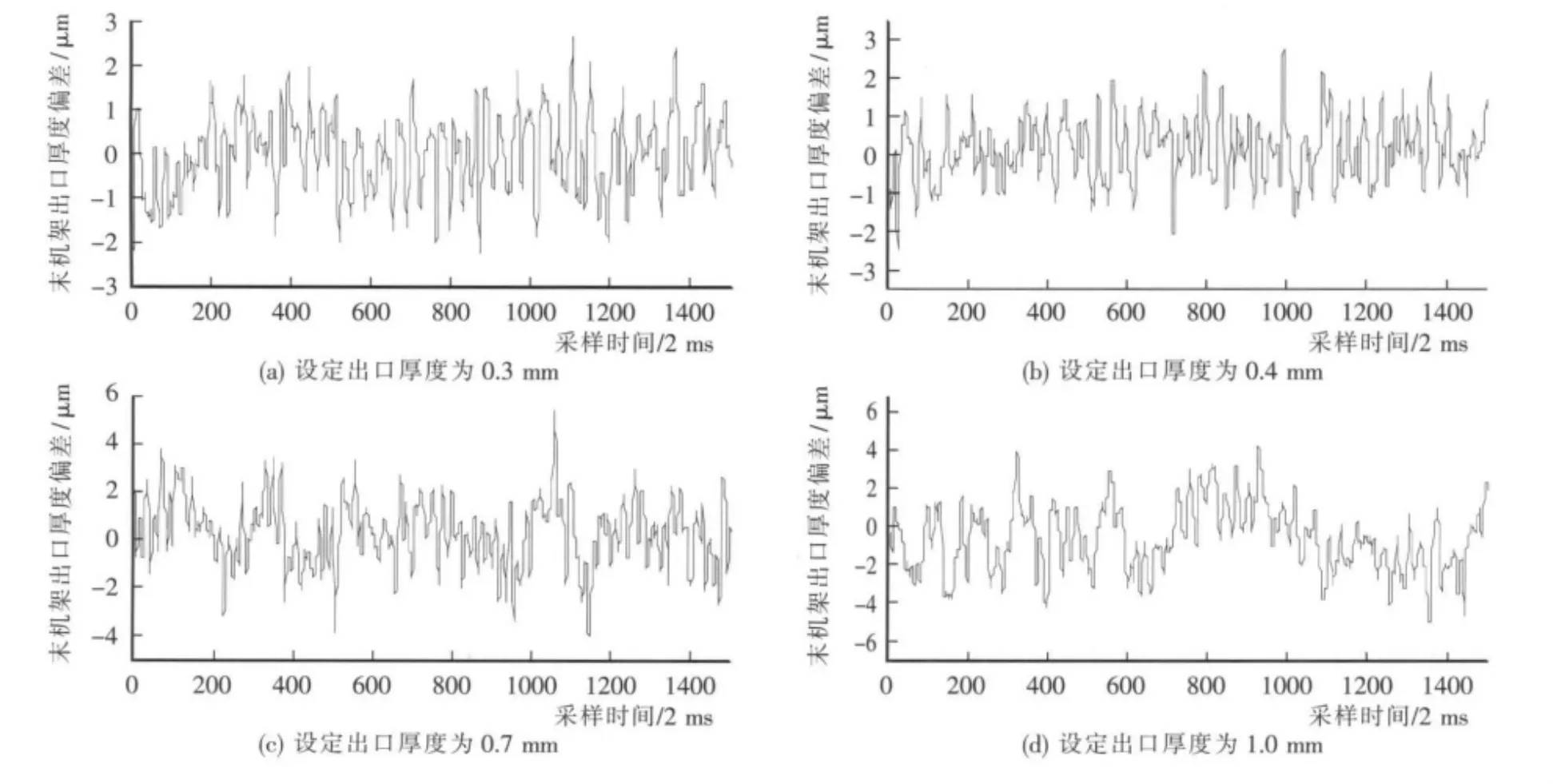
图4 末机架出口厚度偏差曲线Fig.4 Curve of last stand exit gauge deviation
3 结语
经过1#机架FF-AGC、BISRA-AGC和GM-Smith AGC以及2#-5#机架MF-AGC的共同作用,并辅以各机架ATR提供的稳定的张力控制,构成一套综合的冷连轧厚度控制策略.该机组自投产以来,其厚度控制系统运行稳定,在稳态轧制过程中带钢厚度偏差小于±1%,带钢厚度控制精度达到国内先进水平.
[1]陈亚琛,金晓宏,黎友华.1700 mm冷连轧机AGC控制策略与算法[J].冶金丛刊,2005,1:4-8.
(Chen Yachen,Jin Xiaohong,Li youhua.Control strategy and algorithm for AGC system of 1 700 mm cold rolling mill[J].Metallurgical Collections,2005,1:4-8.)
[2]李仲德,杨卫东.冷连轧AGC系统的自适应Smith广义预测控制[J].信息与控制,2009,38(5):575-579.
(LI Zhong-de,YANG Wei-dong.Adaptive smith generalized predictive control for AGC system of tandem cold rolling[J].Information and Control,2009,38(5):575-579.)
[3]宋建新,陆隽.冷连轧机末机架AGC控制方式分析[J].轧钢,2005,22(5):33-35.
(Song Jianxin,Lu Jun.Analysis of the AGC control models of the last stand of tandem cold mill[J].Steel Rolling,2005,22 (5):33-35.)
[4]周旭东,王国栋.五机架冷连轧AGC模糊小脑模型学习控制[J].东北大学学报(自然科学版),1997,18(3):279-283.
(Zhou Xudong,Wang Guodong.Fuzzy CMAC learning control of five stand tandem AGC system[J].Journal of Northeastern University(Natural Science),1997,18(3):279-283.)
[5]王国栋,刘相华,王军生.冷连轧厚度自动控制[J].轧钢,2003,20(3):38-41.
(WANG Guodong,LIU Xianghua,WANG Junsheng.Automatic gauge control for tandem cold rolling[J].Steel Rolling,2003,20(3):38-41.)
[6]SUN Jie,ZHANG Dian-hua,LI Xu,et al.Smith prediction monitor AGC system based on fuzzy self-tuning PID control[J].Journal of Iron and Steel Research,International,2010,17(2):22-26.
Analysis and application of gauge control strategy of shougang Jing-Tang PL-TCM
GUO Jian-fei1,LIU Cui-hong1,ZHANG Hao1,SUN Jie2,ZHANG Hao-yu2
(1.Tang Gang Weier Automation Limited Cooperation,Tangshan 063000,China;2.The State
Key Laboratory of Rolling Technology and Automation,Northeastern University,Shenyang 110819,China)
Thickness accuracy is an important index of strip quality.Based on the research of shougang Jing-Tang PL-TCM gauge control system,the gauge control strategy was analyzed,which included FF-AGC,BISRA-AGC,GM-Smith AGC in stand No.1 and MF-AGC in stand No.2-No.5.The application result indicated that the gauge error of product is within±1%,and a high gauge control accuracy has been achieved.
tandem cold rolling;gauge control system;feed forward control;mass flow control
TP 273
A
1671-6620(2012)02-0141-05
2011-10-18.
中央高校基本科研业务费专项资金资助 (N110307001).
郭剑飞 (1979—),男,唐山微尔自动化有限公司工程师,E-mail:guojianfei_1979@163.com.
猜你喜欢
山东冶金(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
山西冶金(2019年3期)2019-09-21
山东冶金(2019年2期)2019-05-11
金属世界(2019年1期)2019-03-12
科学与财富(2018年9期)2018-05-14
商品与质量(2018年50期)2018-04-15
化工管理(2015年9期)2015-03-23
冶金设备(2015年2期)2015-02-11
天津冶金(2014年4期)2014-02-28
