
输液塑瓶直线式拉伸吹瓶机的改造
2013-01-31 06:18袁海泉
机电信息 2013年8期
周 仓 袁海泉
(上海华源安徽锦辉制药有限公司,安徽阜阳236018)
0 引言
大输液是医疗机构最常用的剂型之一,目前国内每年用量在100亿瓶以上,其中塑瓶输液占有较大的比例,约占40%左右。国内输液企业在塑瓶输液生产中主要采用“两步法”工艺生产塑瓶,即先由注塑机注出瓶胚,再由吹瓶机吹制成塑瓶。在“两步法”输液塑瓶生产中,吹瓶工序主要采用直线式拉伸吹瓶机,目前国内在用吹瓶机设备有200多台,占输液塑瓶生产设备的80%以上。
某公司生产的直线式拉伸吹瓶机在国内输液企业占有较高的比例,我公司塑瓶大输液生产就采用了该公司的设备。我公司于2006年购进SMART-800MB8 SERVO(I)一出八直线式拉伸吹瓶机3台,2008年底使用至今;又于2011年购进SUPRA-800FB12一出十二直线式拉伸吹瓶机2台,2012年初投入运行。SMART-800MB8SERVO(I)型吹瓶机与SUPRA-800FB12型吹瓶机相比存在以下问题和不足:
(1)水平上胚机构易出故障,造成瓶胚损坏,影响生产和吹瓶质量;
(2)送胚和取瓶机构使用无杆气缸传动,受控制气源压力波动影响,动作不稳定,吹瓶合格率低,并且限制了吹瓶速度,劳动生产率不高;
(3)无杆气缸从高速运动到停止靠缓冲器减速,螺钉限位,容易造成气缸活塞架折断,导致气缸更换频繁(寿命1个月左右),维修费用高;
(4)吹瓶机中继站瓶胚支柱开合运动采用线性滑轨结构,滑轨端部工程塑料端盖容易磨损,造成滑轨内部滚珠脱落,导致滑轨卡死,开合气缸活塞杆连接件断裂。
如果淘汰SMART-800MB8SERVO(I)型吹瓶机,更换新型机,不仅需投入数百万元,而且旧设备的拆除和新设备的就位安装要破坏生产区的设施,对生产造成较大的影响。根据对这2种机型结构的对比分析,我们提出了改造SMART-800MB8SERVO(I)吹瓶机的方案,通过改造,提高吹瓶合格率,适当提高速度,提高劳动生产率,并减少吹瓶机备品备件的损耗,从而达到提高产品质量、降低生产成本的目的。
1 吹瓶工艺及吹瓶机结构
吹瓶工艺一般包括:瓶胚→预热→加热→保温→取胚→中继站→瓶胚入瓶模→吹瓶→冷却→取瓶。吹瓶机结构如图1所示。构、取瓶机构、中继站及相关部位进行改造,以达到提高质量、降低能耗、减少维修备件消耗及维修工作量、提高劳动生产率、降低生产成本的目的。
改造思路:将SMART-800MB8SERVO(I)吹瓶机水平上胚机构改为立式上胚,送胚、取瓶机构无杆驱动气

来自前道工序的合格瓶胚经上胚机构进入吹瓶机,在吹瓶机内公转加热,为保证加热均匀,瓶胚公转的同时并自转。吹瓶机内的加热过程分为预热、加热、保温3个阶段,当公转至保温阶段的末端时,瓶胚加热至120~130℃,使其处于便于吹瓶的高弹状态,这时由机械手将瓶胚取下放入中继站瓶胚支柱头上(为充分利用热源,瓶胚公转加热时瓶胚之间的距离应尽量小,该型吹瓶机瓶胚中心距为50mm,吹瓶前经中继站将瓶胚间距分离为95mm),连接在支柱头上的开合机构,将支柱头拉开至设定的距离,由机械手将瓶胚从支柱头上取下送入瓶模,瓶模合模后洁净压缩空气将瓶胚吹制成塑瓶,瓶模内的冷媒将塑瓶迅速冷却定型后,机械手取下塑瓶送入输瓶轨道。
2 主要改造内容
2.1 改造原则及思路
改造原则:在不改变吹瓶机主体结构的前提下,对SMART-800MB8SERVO(I)吹瓶机上胚机构、送胚机缸改为电缸,中继站线性滑轨开合机构改为双导向轴结构。
2.2 上胚机构改造
改造前水平上胚机构如图2所示,瓶胚经引胚架整胚机构整理,排成瓶胚口向上的一排,水平面取胚转盘在回转运动中利用其上面的卡槽将瓶胚取走旋转至机械手转盘处,机械手将瓶胚夹住,手指翻转180°,然后机械手转盘旋转至瓶胚公转链条处,随行至瓶胚支柱头上方,机械手中的瓶胚口垂直对准支柱头时,打胚机构动作,向下施加压力将瓶胚放在支柱头上。该机构中不仅机械手易划伤瓶胚,瓶胚口较难对准支柱头,而且打胚机构容易将瓶胚注口柱(用于安装吊环)打断,导致瓶胚报废。

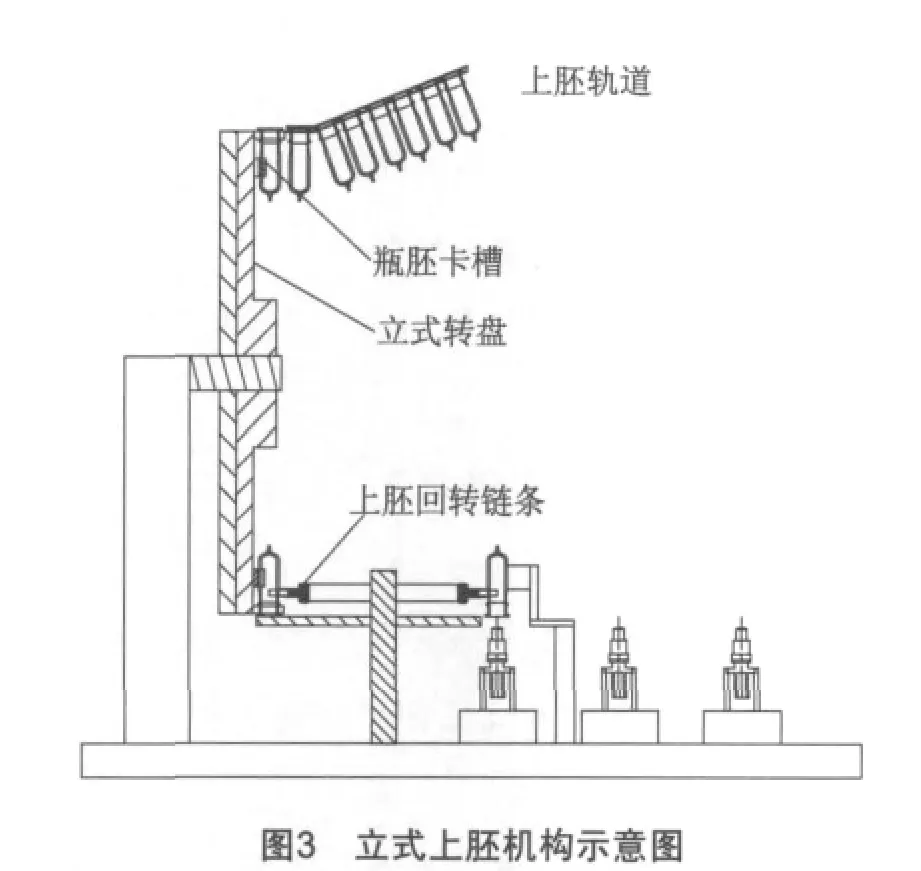
立式上胚机构如图3所示,改造要点:拆除水平上胚的水平转盘、夹胚机械手、打胚机构,安装立式转盘及回转上胚链条和瓶胚卡槽。其工作过程为:瓶胚经引胚架排列机构排成口向上的一排,立式转盘上有与瓶胚外形相同的卡槽,当排列好的瓶胚向下运动时,落入卡槽内,瓶胚随立式转盘旋转自动落入安装在上胚链条上的卡槽中,该链条在公转链条瓶胚支柱头上方约2 cm处,且与公转链条转向相反,上胚链条的一条边与公转链条在同一垂直平面上,当上胚链条带动瓶胚经过公转链条上方时,瓶胚脱离支撑面,在自身重力的作用下落在公转链条瓶胚支柱头上,完成上胚。立式转盘上安装有扭力器,在瓶胚卡住时能自动停止,避免设备和瓶胚损坏。立式上胚机构中,取消了机械手和打胚机构,瓶胚被与其外形相同的卡槽协同运动,结构简单,故障率低。
2.3 中继站改造
改造前线性滑轨开合机构:吹瓶机中继站瓶胚支柱开合运动采用线性滑轨在燕尾导轨上滑动运动的结构,这种结构中滑轨端部工程的塑料端盖磨损后会造成滑轨中的滚珠脱落,滑轨卡死,导致开合气缸活塞架断裂。
双导向轴开合机构改造要点:拆除线性滑轨开合机构中的滑轨和燕尾导轨及瓶胚支柱,改成双导向轴结构,即由2根导向轴将瓶胚支柱串联在一起,瓶胚支柱内孔中的聚四氟乙烯滑动轴承与导向轴滑动配合,瓶胚支柱在导向轴上准确移动。改造后的中继站结构简单,开合平稳,经久耐用,即使出现故障,也方便维修。改造前后的中继站如图4所示。

2.4 送胚及取瓶机构改造
原送胚、取瓶机构采用无杆气缸传动,通过气动阀岛组控制无杆气缸进气方式来实现气缸带动送胚、取瓶机构往复运动。受气压波动及气动阀岛组自身响应时间的影响,机构动作不稳定,运行一段时间各动作的时间误差累积容易造成整机死机。机构从高速运动到停止靠缓冲器减速,螺钉限位,很容易造成气缸活塞架折断,频繁更换无杆气缸,维修费用高,并且设备停车维修,正在加热的瓶胚被报废,造成浪费。气缸传动限制了吹瓶速度,劳动生产率不高。
改造要点:送胚、取瓶机构驱动气缸改成电缸,通过伺服控制器输出数字信号控制电缸的伺服电机正反转,伺服电机驱动同步带,实现送胚、取瓶机构往复运动。改造后电缸使用寿命长(预期寿命5年以上),传递精确,各动作交接稳定,电缸行程在触摸屏上调整,操作方便,提高吹瓶合格率。
2.5 合模装置及加热灯箱的改造
每副瓶模由2块半模及1副底模组成,吹瓶工作时,2块半模在气缸的作用下向一起靠拢,通过模具内的定位销进行定位,安装模具的模板两侧通过限位销限位。当设备的整体速度提高后,必然要求合模的速度加快,但速度加快后2块半模靠拢在一起时会产生很大的冲击力,引起设备的振动,并可能损坏模具。同时为满足吹瓶机速度提升后对瓶胚加热的要求,需对加热灯箱进行改造。
改造要点:在瓶模的安装模板前后侧加装4个(2对)空气缓冲器,调节每对缓冲器之间的距离,使模具在合模、开模动作完成后缓冲器承受的压力最大,减小因高速开合模产生的冲击力对模具的损伤。加热灯箱有12组,预热、加热、保温各4组,每组灯箱有7层加热管,预热加热管为1 200W,加热、保温加热管为2 000W,将每组灯箱的上两层加热管改为2 500W,可满足吹瓶机速度提升后对瓶胚加热的要求。
2.6 自动控制系统
送胚、取瓶机构改为电缸后增加的伺服驱动器需要在人机操作界面上进行参数设置,且设备原有的欧姆龙PLC扩展模块的I/O输入、输出点已全部被占用,故需对控制系统进行改造。
改造要点:增加2个欧姆龙PLC扩展模块以满足新增的伺服驱动器的I/O输入、输出;对整机PLC控制程序进行修改;对人机操作界面程序进行修改,实现通过触摸屏控制新增电缸的运动。
3 改造效果分析
我公司3台SMART-800MB8SERVO(I)一出八直线式拉伸吹瓶机于2012年7月进行了改造,改造后已连续运行6个多月,运行效果分析如下:(1)由于上胚机构、中继站、送胚及取瓶机构故障率减少,降低了维修工作量。(2)配件损耗大大减少,1台吹瓶机配件损耗费用每月减少9 000元。(3)改造前1台吹瓶机上胚机构损坏的瓶胚每月约20 000只,中继站、送胚和取瓶机构等故障多,造成吹瓶机停机和死机次数较多,正在加热的瓶胚不能继续使用,浪费的瓶胚占1.5%左右,1台吹瓶机每月损耗约30 000只,两项损耗合计10 000元以上,改造后损耗降低了80%。(4)吹瓶速度由5 000~5 300只/h,提高到6 800~7 000只/h,生产效率提高30%,电耗降低20%以上,1台吹瓶机每月多创效益2.5万元,降低了生产成本。(5)改造时不改变吹瓶机主体结构,用时短,每台吹瓶机改造只需2个工作日,改造费用约16万元,4个月就可收回投资成本。
4 结语
改造及运行实践证明,对SMART-800MB8SER VO(I)直线式拉伸吹瓶机上胚机构、送胚取瓶机构、中继站及相关部位进行改造,技术成熟,工艺简单可行,改造时间短,费用经济,改造后提高了吹瓶合格率,降低了维修工作量和维修费用,提高了劳动生产率,具有较好的经济效益。目前国内在用的SMART-800MB8 SERVO(I)直线式“一出四”和“一出八”拉伸吹瓶机约有60~80台,若将该改造技术向同行业推广,可取得较好的社会效益。
[1]黄盛秋.塑料输液瓶吹瓶机的设计过程及分析[J].医药工程设计,2008(3)
[2]张友根.中国创造的BOPP拉伸吹瓶设备[J].湖南包装,2010(4)
[3]张旭,孙金莲.塑料输液瓶大容量注射剂生产设备的发展过程及设备技术介绍[J].医药工程设计,2010(1)
[4]国家食品药品监督管理局药品认证管理中心.药品GMP指南.无菌药品[M].北京:中国医药科技出版社,2011
[5]JB/T20115—2009 聚丙烯输液瓶拉伸吹塑成型机[S]
猜你喜欢
铁道通信信号(2020年8期)2020-02-06
铁道通信信号(2019年5期)2019-10-10
铁道通信信号(2019年2期)2019-03-26
设备管理与维修(2019年10期)2019-02-16
能源(2017年7期)2018-01-19
汽车零部件(2017年6期)2017-07-25
少儿科学周刊·儿童版(2015年7期)2015-11-24
中国领导科学(2015年11期)2015-07-01
西安工业大学学报(2014年12期)2014-12-26
山东电力技术(2011年4期)2011-06-13
