
提高硬铬镀层耐蚀性的双层镀铬工艺
2013-02-17 09:24巨根利
电镀与涂饰 2013年7期
巨根利
(陕西北方动力有限责任公司,陕西 宝鸡 721300)
某型发动机用水泵的关键零件──水泵轴,其密封面硬化层多数采用硬铬层,在水泵工作过程中显示出优良的耐磨性。在电镀铬过程中,普通镀铬层易产生孔隙、裂纹等缺陷,有些孔隙或裂纹甚至直达基体表面且随铬层增厚而增大,使镀层的抗腐蚀能力变差。若镀铬层较薄,特别是厚度小于20 μm时,由于铬镀层孔隙的存在,零件在自然环境下存放或使用过程中会发生锈蚀,造成应力腐蚀和穿透腐蚀并存于镀铬层中,影响产品性能和使用寿命。通过相关理论学习和笔者多年的镀铬生产实践,本文提出在同一镀铬槽中实现乳白耐蚀/光亮耐磨双层铬电镀作业,即先在基体表面制备耐蚀性较好的乳白铬镀层,随后在乳白铬层表面制备硬度较高的光亮耐磨铬。本工艺同时满足水泵轴表面的耐磨性和耐蚀性要求,已用于水泵轴及其他零件的镀硬铬生产,并取得较满意的效果。
1 工艺介绍
1. 1 工艺流程
前处理─装挂─入槽─镀乳白耐蚀铬─镀光亮耐磨铬─出槽─清洗─除氢─抛光─检验。
1. 2 配方与工艺
1. 2. 1 前处理
基体为直径25 mm、长32 mm的水泵轴,施镀前对水泵轴进行机械抛光和化学除油。先在专用抛光机上用毡轮对零件的镀铬部位进行机械抛光至受镀部位表面粗糙度(Ra)为0.4 μm,再用180#清洗汽油擦拭,以除去零件表面残留的抛光膏和油污。
1. 2. 2 镀双层铬
图1是镀铬人士所熟悉的标准镀铬溶液温度与阴极电流密度对镀层性能的影响,是确定基本镀铬工艺参数的基础[1]。
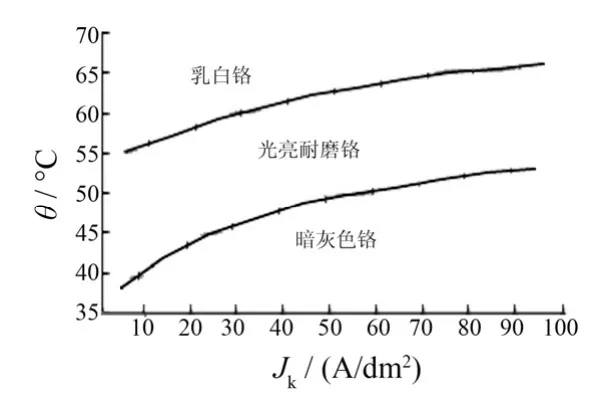
图1 镀铬液中CrO3含量为250 g/L时镀层性能与阴极电流密度和温度的关系Figure 1 Dependence of coating property on cathodic current density and temperature at CrO3 250 g/L in plating bath
在较高温度(60 ~ 65 °C)和较低电流密度[(20 ±5) A/dm2]下得到的铬为乳白色,无光泽。乳白铬镀层孔隙很少,耐蚀性好,但硬度稍低[2],不能作为最终硬铬层。而光亮耐磨铬层的显微硬度为600 ~ 900 HV[3],完全满足零件硬化层的硬度要求,同时镀层光亮,满足产品外观要求。
根据图1,确定镀铬液配方与工艺如下:
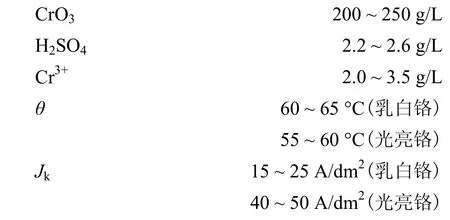
镀件下槽后先按镀乳白铬层的工艺参数镀较薄(约10 μm厚)的耐蚀性乳白铬层,镀件不出槽,将工艺参数调整为光亮铬的工艺参数,电镀得到总厚度为20 ~ 40 μm的铬镀层。2种镀层的制备均为单槽施镀60个水泵轴。制备单层耐磨光亮铬时,施镀时间为120 min;制备乳白/光亮双铬镀层时,乳白铬、光亮铬的施镀时间分别为30 min和90 min。
1. 2. 3 除氢
在 200 ~ 220 °C 下恒温 150 ~ 180 min 后,置于空气中自然冷却。
1. 2. 4 抛光
同1.2.1,对镀铬层机械抛光,使其表面光亮,Ra≤0.4 μm。
2 镀层性能表征
以水泵轴为基体,分别制备单层光亮铬镀层、乳白/光亮双层铬镀层。按 1.1进行后处理后,取铬镀层厚度相近的水泵轴各3个,进行以下性能测定。
2. 1 孔隙率
孔隙率测试按参考文献[4],测试液组成为:K3[Fe(CN)6] 10 g/L,NaCl 60 g/L,NH4Cl 30 g/L。先用浸过丙酮或酒精的脱脂棉擦拭镀层表面除油,洗涤后用滤纸吸干或吹干。另取滤纸浸于测试液中,取出后贴于待测部位,5 ~ 10 min后揭下滤纸,计算滤纸上的蓝色斑点数。结果显示,乳白/光亮双层铬表面的斑点明显少于单层光亮铬,单层光亮铬镀层的孔隙率为3 ~5个/cm2,双层铬的孔隙率仅1 ~ 2个/cm2,表明双层铬可显著减小铬镀层的孔隙率。
2. 2 显微硬度
参考GB/T 4340-1999和相关文献[5],委托专门的计量部门测定单层光亮铬镀层和乳白/光亮双层铬的显微硬度。结果显示,2种镀层的显微硬度均为800 ~900 HV,说明二者的显微硬度无明显差异。
2. 3 耐磨性
与水泵轴镀铬层部位配合安装的部件为橡胶密封垫,可保证水泵的水密封性能。乳白/光亮双层铬镀层与单层光亮铬镀层的显微硬度基本相同,单层光亮铬镀层在该型水泵中已使用30余年,乳白/光亮双层铬镀层也已使用 7年,从实际使用反馈信息来看,镀层耐磨性能完全符合设计要求。
3 生产应用及工艺特点
3. 1 生产应用
在试验的基础上,对硬铬电镀工艺进行改进,得到乳白铬/光亮双层铬电镀工艺,用于实际生产。
具体做法是:控制槽液温度为60 ~ 65 °C,先在15 ~ 25 A/dm2下施镀 20 ~ 30 min,得到乳白铬层;随后不断电,用槽内自来水降温装置将镀液温度降至55 ~60 °C,同时采用阶梯式给电方式提高阴极电流密度至40 ~ 50 A/dm2,以制备光亮铬层。在镀铬过程中是否采用阳极反拔或大电流冲击这 2种给电方式应视产品情况而定。镀层最终厚度达到20 ~ 40 μm后出槽,清洗并除氢处理后,转入后续加工工序。
为验证乳白/光亮双层铬的抗腐蚀能力,从分别镀覆单层光亮耐磨铬、乳白/光亮双层铬的水泵轴成品中分别抽取 2件,放置在室内(北方厂区环境),一年后检查,乳白/光亮双层铬水泵轴表面无任何锈点,单层铬水泵轴表面出现数个锈点,这就说明乳白/光亮双层铬的抗腐蚀能力优于单层铬的抗腐蚀能力。在更换使用3年多的水泵橡胶密封垫时发现,乳白/光亮双层铬镀层表面光亮如初,无锈蚀点存在。另外,某型纺织机械用户在采用单层铬(厚度10 ~ 20 μm)压滚轮时,常反馈产品有生锈现象,改用乳白/光亮双层铬工艺后很少有这样的问题发生。
3. 2 工艺特点
(1) 增加乳白铬层后,光亮镀铬层的裂纹、孔隙和针孔减少,耐蚀性能提高。因此乳白/光亮双层铬对提高较薄的镀铬层耐蚀性具有重要意义。
(2) 乳白铬层较薄,并不影响镀铬层的整体硬度,满足增强镀层耐蚀性和耐磨性的要求。
(3) 本工艺乳白铬和光亮铬的制备在同一镀铬槽中进行,无需设立专门的镀乳白铬层镀槽,操作简单方便,无附加投资成本。
4 结语
乳白/光亮双层铬工艺已在生产中应用多年,完成了多品种大量水泵轴及其他镀硬铬零件的生产,工艺成熟,镀铬层耐蚀性好、性能稳定,用户反映良好,是值得推广的一种镀硬铬工艺。
[1] 上海轻工业专科学校. 电镀原理与工艺[M]. 上海: 上海科学技术出版社, 1981: 210-211.
[2] 《电镀手册》编写组. 电镀手册(上册)[M]. 北京: 国防工业出版社,1977: 291-292.
[3] 曾华梁, 吴仲达, 陈均武, 等. 电镀工艺手册[M]. 北京: 机械工业出版社, 1989: 216.
[4] 梁志杰. 现代表面镀覆技术[M]. 北京: 国防工业出版社, 2005:379-380.
[5] 郦振声 杨明安. 现代表面工程技术[M]. 北京: 机械工业出版社, 2007:564-565.
猜你喜欢
粮油食品科技(2020年6期)2020-12-08
化工管理(2020年14期)2020-06-15
中国畜牧杂志(2019年9期)2019-09-19
儿童故事画报·自然探秘(2019年4期)2019-05-14
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
表面工程与再制造(2016年4期)2016-11-10
焊接(2016年9期)2016-02-27
中国光学(2015年1期)2015-06-06
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
- 电镀与涂饰的其它文章
- 紫外光固化薄层保温隔热涂料的研制
- 氯化聚丙烯的磺化改性研究与应用