高密度饲草压捆机液压系统的改进设计
2013-02-20 05:54闫莉敏吴青松
饲料工业 2013年7期
■闫莉敏 吴青松
(1.包头职业技术学院,内蒙古包头市 014035;2.包头市佳隆金属制品有限公司,内蒙古包头 014030)
随着畜牧业的不断发展,对饲草的需求量也在不断增多,仓储和异地运输饲草也在所难免。如何将松散的饲草变成体积小、密度大,以便于仓储和运输,降低成本,是急需解决的问题。
高密度饲草压捆机是针对第一次低密度挤压的饲草进行二次高密度挤压,能更好的满足运输和仓储要求。它的挤压和顶出是用液压系统作为动力源来驱动的,在挤压打捆过程中发现存在一定的问题,需要对原液压控制回路进行改进,以提高挤压打捆的稳定性,提高劳动生产率。
1 基本结构简介
高密度饲草压捆机结构见图1。
压捆机采用双出杆液压缸驱动两侧主压头,左右两侧配有模腔。当左侧模腔成型时,右侧模腔处在填料位置,在右侧模腔成型时,左侧模腔处在填料位置,这样交替把低密度(即通过另一台机器初压)的草捆添置在模腔内,将两捆合并一捆后进行压缩,因而使草捆体积减少一半。然后进行捆扎,在两侧模腔的端面设计了饲草顶出油缸,当草捆捆扎后,顶出油缸工作,把草捆顶出模腔。
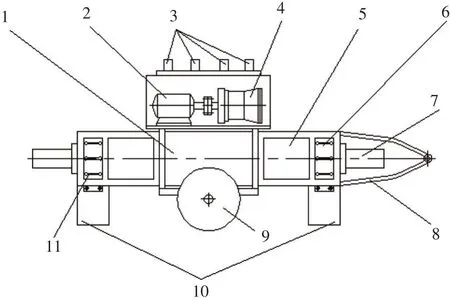
图1 高密度饲草压捆机结构
2 原装置控制回路分析
设备原液压控制回路如图2所示。
该液压系统工作压力为24 MPa,主油缸的推力为160 t。
当三位四通换向阀6左侧电磁铁得电时,主油缸2左端活塞杆伸出,使左侧模腔里的饲草挤压(此时右侧模腔处在填料位置),成型后,三位四通换向阀6电磁铁失电,阀芯处在中位,主油缸活塞杆将停止不动,开始捆扎草捆,捆完后,左端二位四通换向阀4电磁铁得电,左端顶出油缸1活塞杆伸出,把草捆顶出模腔。完成后,左端二位四通换向阀4电磁铁失电,左端顶出油缸1活塞杆缩回,完成一个挤压顶出过程。反之,是右侧模腔的饲草挤压成型和顶出草捆过程。系统中的双单向节流阀3的作用是调节油缸的速度,减压阀5的作用是降低顶出油缸的压力。

图2 高密度饲草压捆机原液压控制回路原理
该设备在打捆时,主油缸的活塞杆有时会出现往回移动的现象,使草捆反弹,超出原设计的体积,不符合要求,只能再次挤压。分析原因:草捆挤压成型后,其反弹力是很大的,推动主油缸的活塞杆向回移动,也就是说,主油缸回油管路保持不住压力,有泄漏现象,使主油缸的推力逐渐减小,当推力小于草捆的反弹力时,其活塞杆就会向回移动。在测压接头9上接一个压力表进行检测,发现压力表上的压力值不是一个恒定的值,由24 MPa慢慢往下降,证明了以上的分析是正确的。
3 液压控制回路的改进设计
为了解决管路泄漏、系统保持不住压力的问题,我们对原液压控制回路进行了改进设计,即在主油缸的两个管路上增加一个双液控单向阀10,并将三位四通换向阀6由原来的E型改为J型,改进后的液压控制回路如图3所示。
增加的双液控单向阀10的作用是:设备将草捆挤压成型后,三位四通换向阀6电磁铁失电,阀芯处在中位,主油缸活塞杆将停止不动,开始捆扎草捆,此时,三位四通换向阀6的两出油口均与回油管路T相通,压力相等,接近为零,而主油缸的两个油管压力相等,均为高压,紧紧压住双液控单向阀10的阀芯,使其处于关闭状态,管路不会泄漏,解决了管路泄漏问题。在测压接头9上接一个压力表进行检测,发现压力表上的压力值基本不变,证明了以上的分析是正确的。

图3 高密度饲草压捆机改进后的液压控制回路原理
4 结论
改进后的液压控制回路,经过实际使用验证,能够满足设备的使用工艺要求,解决了液压系统压力不稳定的问题,提高了生产效率。
猜你喜欢
小猕猴智力画刊(2022年10期)2022-11-02
机械工业标准化与质量(2021年8期)2021-10-13
装备制造技术(2021年4期)2021-08-05
防爆电机(2021年2期)2021-06-09
减速顶与调速技术(2021年3期)2021-03-09
中国塑料(2019年5期)2019-06-03
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
中国塑料(2016年2期)2016-06-15
中国新技术新产品(2015年12期)2015-07-18
华侨大学学报(自然科学版)(2014年6期)2014-11-19