
CK61700×200/300尾座套筒的重要尺寸制造工艺分析
2013-03-25 06:34刘鹏博商晓峰
机械工程师 2013年3期
刘鹏博, 商晓峰
(1.齐二机床(集团)有限责任公司,黑龙江齐齐哈尔161005;2.齐齐哈尔齐机电控设备制造有限公司,黑龙江齐齐哈尔161000)
1 大型卧式车床尾座体及主轴套筒简介
重型数控卧式车床主要用于大型回转类零件的加工。数控落地卧车的尾座在零件加工的过程中起到重载支撑的作用。CK61700×200/300数控落地卧式车床,床身上工件最大回转直径为φ7000mm,过刀架工件最大回转直径6300mm,顶尖间最大长度20000mm,顶尖之间最大承受重量为300t。机床尾座为整体结构,尾座体采用树脂砂成型的HT250铸铁,铸件经过毛坯时效处理和粗加工后的二次时效处理,充分消除铸造应力和加工应力。尾座由交流电机驱动沿工件床身作纵向运动,机械夹紧,液压松开,保证尾座在工件床身上牢固夹紧。尾座由套筒、主轴、轴承、液压测力、显示装置、润滑系统、尾座和尾座套筒移动的操作站等部件组成,尾座主轴由装在套筒内的进口P4级高精度轴承支承(含径向轴承和轴向止推轴承),具有很高的旋转精度。为防止工件热膨胀,在主轴后部安装有蝶形弹簧和测力装置,指针式调整和显示顶紧力数值,在加工过程中,当顶紧力超过和降低到允许值时能自动报警。
尾座套筒的移动由双速交流电机控制,套筒移动有快速和慢速两种控制方式,尾座主轴前端装有锥度为1∶4的可更换短圆锥法兰式75°顶尖。
2 尾座套筒的加工难点分析
重型数控卧式车床在加工的过程中回转精度的高低直接影响被加工零件的质量,而尾座套筒是机床尾座的关键零件。
图1所示的零件是CK61700重型数控卧式车床的主要零件之一——尾座套筒。
该零件是较大的回转类零件。零件材质为45钢锻造调质,在加工前要对其材质进行物理探伤、化学分析,不许有裂纹和暗伤存在。
图1中,零件全长为1865mm,最大外圆为φ1060g6,圆柱度误差为0.01mm,表面粗糙度要求Ra0.8;双列滚柱轴承孔φ850K5,相对于A基准同轴度误差0.005mm,圆柱度误差为0.01mm,轴承孔端面跳动为0.01mm,表面粗糙度要求Ra0.8;推力轴承轴承孔710H7,相对于B基准同轴度误差0.007mm,轴承孔端面跳动为0.01mm,平面度误差0.007mm,粗糙度要求Ra0.8;双列滚柱轴承孔φ540K5,相对于B基准同轴度误差0.007mm,轴承孔端面跳动为0.01mm,圆柱度误差为0.01mm,表面粗糙度要求Ra0.8。φ20/φ30H7长度为1274mm的偏心油孔也是加工过程的重点。
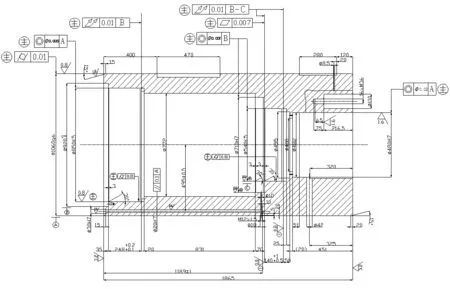
图1 CK61700型重型数控卧式车床尾座套筒
在零件加工时我们要考虑的是轴承孔的尺寸精度,以及形位公差的关联要求,还有偏心油孔的轴线位置等的控制、切屑排除、冷却润滑,如何控制椭圆误差等问题。同时,在制造该零件的同时也要兼顾成本与效益。
3 精加工工艺步骤
3.1 在毛坯零件上加工出粗基准
具体步骤为:选用普铣镗床T6920,刮平工件全长两端面,划十字中心线,按线打一端中心孔φ50×75°。然后对零件进行粗车,车床的回转直径应当大于1100mm,因此选用CR61160,夹一端,顶另一端,粗车外圆至φ1090。在铣镗床上,工件架在V型铁上,找正后,镗各内孔均至φ350。零件孔粗镗加工完成后,回到CR61160车床,夹左端,架外圆,找正外圆在1mm以内,车φ400孔留余量8mm;φ480H7孔留余量10mm;孔内端面余量6mm,孔端倒角;全长右端面余量6mm;调头:架外圆,找正后,车φ920孔、φ850K5孔均留余量 20mm;φ772孔与 φ495孔均留余量10mm;其余左端各孔留余量15mm,孔内各端面留余量7mm,孔端倒角;全长左端面留余量7mm。由于零件对材质有具体要求,留铁屑送化验室。并对该零件进行探伤,热处理调质T215。
3.2 半精加工
在CR61160上,将工件夹左端,顶右端,半精车外圆留磨量4mm,架外圆,半精车φ400孔留余量3mm;φ480H7孔留磨量4mm;孔内端面与全长右端面均留余量3mm,倒角;调头:找正外圆两处在0.15mm以内,半精车外圆剩余部分(安夹部分)留磨量4mm。
架外圆车半精车φ850K5孔、φ710H7孔、φ540K5孔均留余量4mm;
φ772孔与φ495孔均留余量3mm;孔内各端面余量3mm,孔端倒角;全长左端面留余量3mm。
3.3 自然时效后精加工
在CR61160上,将工件夹左端,顶右端,精车;外圆留磨量1.8~2mm。
架外圆,精车:φ400孔、φ482×51 内空刀均至要求;φ480H7孔留磨量 1.5~1.8mm;451 尺寸左端面、全长右端面、倒角至要求。调头:找正外圆两处在0.05mm以内,精车:外圆剩余部分(安夹部分)留磨量1.9~2mm;架外圆车:φ850K5孔、φ710H7 孔、φ540K5孔均留磨量1.5~1.8mm;248尺寸右端面及内孔,表面粗糙度分别为Ra1.6、Ra0.8,端面均留磨量0.2~0.25mm;其余各孔、端面、空刀、倒角均至要求。
在数控镗铣TK6916机床上找正右端十字中心线与外圆母线,引钻:φ20/30H7 孔至 φ10×10,切削用量为:n=125r/min,s=0.15mm/r,t=0.2mm。钻出 φ20 深孔,钻铰φ30H7孔。
选用回转直径满足要求的数控立车配车工艺堵,并镶两端工艺堵。根据实际情况,选用了Q2-W164型号立式数控车床。
3.4 配作、精磨外圆、里孔
选用数控铣镗TK6916找正外圆正侧母线在0.1mm以内,分别修划两端中心孔至φ50×75°。顶起两端外磨φ1060g6外圆留精磨量0.9~1mm。
按照尾座体主轴孔实测值,配磨外圆,保证间隙0.085~0.095mm,并做配对标记。试装套筒,合格后进行下面工序。钳工拆卸右端工艺堵,左端工艺堵暂不卸。夹左工艺堵,架外圆,找正外圆两处在0.01mm内。
内磨:φ480H7孔至要求。钳工拆卸去左端工艺堵。夹右端,架外圆,找正外圆两处在0.008mm内磨φ850K5、φ710H7孔、φ540K5孔均至尺寸;内磨248尺寸右端面及内孔,表面粗糙度分别为Ra1.6、Ra0.8,磨全长左端面见光。
4 结语
高精度的较大型套筒在加工时难度很大,一是轴承孔之间的同轴度要求精度高,轴承端面跳动精度控制严格;二是偏心深孔的加工与处理难,须成功控制椭圆误差,避免钻头偏移、排屑不良等情况的发生。采用文中介绍的制造工艺效率高,成本低,周期短,加工零件全部合格,达到了图纸技术要求,适用于批量生产。
猜你喜欢
上海涂料(2021年5期)2022-01-15
制造技术与机床(2019年12期)2020-01-06
名城绘(2019年3期)2019-10-21
商品与质量(2019年43期)2019-05-25
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
现代制造技术与装备(2016年7期)2016-03-02
机械工程师(2015年10期)2015-02-02
机械工程师(2014年8期)2014-12-02
河南科技(2014年16期)2014-02-27
