不锈钢电解刷式抛光工艺研究
2013-06-12 12:16郭志英赵世超才文臣
化工装备技术 2013年5期
郭志英 赵世超 才文臣 王 哲
(中航黎明锦西化工机械(集团)有限责任公司)
不锈钢电解刷式抛光工艺研究
郭志英*赵世超 才文臣 王 哲
(中航黎明锦西化工机械(集团)有限责任公司)
阐述了不锈钢电解刷式抛光的原理和工艺过程。以不锈钢筒体为研究对象,采用不锈钢刷式抛光工艺进行试验研究。该工艺可降低工件表面粗糙度,使其表面光滑、耐腐蚀。
不锈钢 筒体 电解刷式抛光 表面粗糙度 性能测试
本文所述的电解刷式抛光工艺适用于搅拌设备及非标化工设备的不锈钢表面电解抛光,包括筒体、封头内表面以及内部零部件外表面。电解刷式抛光是在槽内电解抛光基础上发展起来的槽外式电解抛光。与槽内电解抛光相比,电解刷式抛光有如下优点:消耗电解液少,用电少,抛光成本低几十倍,而抛光效率高20倍;由于电解液内不含铬酸及硫酸,对人体危害小且对工件不易造成腐蚀;阴极的制作也十分方便,电解液常温即可操作。
1 工艺原理及特点
电解刷式抛光是在槽内电解抛光基础上发展起来的槽外式电解抛光。它利用电解过程中金属表面凸出部分的溶解速率大于凹入部分的溶解速率这一特点,对微观粗糙的金属材料表面进行处理,以使表面光亮与平整。经电解刷式抛光工艺处理后,平滑、光亮的金属表面不仅美观,而且具有较强的防腐蚀性能。
电解刷式抛光的特点是阳极小而简单,操作灵活,使用方便,1~2人便可操作,特别适用于大型工件及现场施工的工件。经电解刷式抛光后,筒体内表面粗糙度可达到Ra≤0.1 μm。
2 电解刷式抛光工艺的难点及解决办法
电解刷式抛光对我们来说是一个新的课题。由于电解刷式抛光在抛光行业里应用很少,其工艺、电解液配方非常少见,国内有关这方面的学术资料也不多。我们结合现有电解抛光经验,通过外出学习考察、查询相关书籍资料,确定了攻关难点,通过多次试验解决了工艺问题。
2.1 电解液配方
电解抛光本身是一个微观腐蚀过程。如何控制腐蚀程度,使其去除微观高点能够恰到好处,这是电解刷式抛光的关键。
在电解刷式抛光试验过程中,电解液配方的正确选用是电化学抛光的重要先决条件。电解液成分不合理,工件表面很快就被腐蚀掉,同时也破坏了原有的抛光表面,使其表面粗糙度增大。
经过试验并分析产生问题的原因,发现极易造成腐蚀作用的主要因素是强酸的作用。在经过多次试验后,最终确定了以磷酸为主液、添加少量添加剂的电解液。这种电解液配方不仅缓解了腐蚀,同时也使表面粗糙度有了很大的改善。
2.2 工艺参数的确定
(1)抛光电流密度
电流密度直接决定电解抛光的质量和效率。通过对比分析试验得知,电流密度过大,会导致温度升高过快,抛光表面腐蚀、发白,甚至还会降低原有的抛光精度,达不到预期的抛光效果。经过反复试验,最终确定了抛光电流密度为6~10 A/dm2。在该电流密度下,抛光试验效果最理想。
(2)抛光速度
电解刷在工件上往复涂刷,在通电情况下,涂刷速度过快,起不到抛光效果;涂刷速度过慢,易造成抛光面过热进而造成抛光表面腐蚀、麻点。在试验过程中,我们采取抛光速度从快到慢反复多次试验,最终确定了最佳的抛光速度为3 m2/h。总之,电化学抛光过程中,电解液配方、抛光电流、抛光速度都是影响电解刷式抛光质量的重要因素。
3 工艺方案的选择
由于槽外刷式抛光与槽内抛光不同,抛光刷与工件平面接触,不能储存电解液,因此只能采用外供式供液。根据电化学抛光原理,结合槽式抛光的经验及数据,选择三种不同的电解液供液方式做试验。 (1)电解刷沾液式; (2)外部往电解刷倒液式; (3)高位桶自动供液式。经过筛选我们确定了第3种供液式为最佳方案。该方案可以实现自动供液,节约人力,提高抛光效率。
4 工装的设计与制造
电解刷式抛光阴极结构特殊,其与工件表面间隙很小,且与工件形状有关。这种抛光工艺要求电刷既能起到导电作用,还要满足供液的需求,且包覆层须耐磨、耐腐蚀。为此,选用了多种方案试验,最终确定了阴极刷不锈钢底板为 80 mm×100 mm×4 mm,包覆材料为优质石棉网结构,包覆厚度为20 mm。试验表明,该结构阴极刷达到了设计要求。
5 抛光试验
5.1 工艺参数和试验设备
所采用的电解刷式抛光工艺参数为:(1)电解液为H3PO4+添加剂;(2)电流密度为6~20 A/dm2;(3)电压为 6~10 V; (4)电解液温度为常温;(5)电解液压力为常压; (6)抛光速度为3 m2/h;(7)所用的阴极板大小为80 mm×100 mm×4 mm;(8)阴极材料为304。
工艺设备、仪器和材料及其参数分别为:直流电源,电流0~20 A,电压0~36 V;电解抛光液为添加剂、磷酸;阴极笔、阴阳极导线各1根;量杯2个 (1个2500 mL和一个500 mL);电解液盆1个,脱脂棉、酒精、清水若干。抛光工件为2000 mm×1500 mm不锈钢筒体 (内表面手工抛光)。
5.2 试验步骤和试验记录
按工艺要求先将电解液配制好,再将浸渍特种电解液的阴极笔贴合在工件 (阳极)的被抛光部位并做相对运动,完成电解抛光的全过程。抛光结束后先用清水清洗工件,再用脱脂棉擦干净水分,最后用酒精将工件擦洗干净。
试验记录如下:试验时电流为6~20 A,电压为6~10 V。对电解抛光前后的筒体进行Ra值测量,共计测量20点,即试验前后沿筒体轴向等距离各测10点。表面粗糙度测量仪为TR210,测量结果如表1所示。
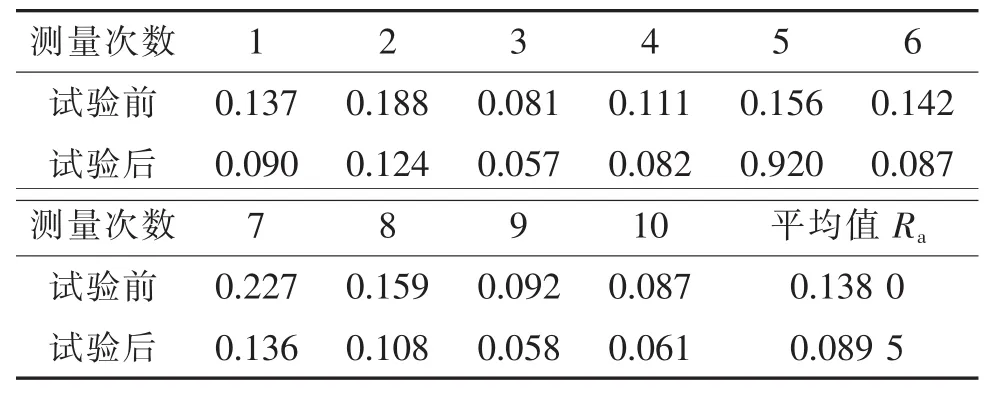
表1 表面粗糙度Ra(单位:μm)
6 试验结论
(1)外观:用肉眼观察,工件表面形成了钝化膜,在阳光照射下有紫红色光泽,手摸表面十分光滑。 (2)表面粗糙度:经表面粗糙度检测仪检测,抛光后表面粗糙度Ra平均值达到了0.089 5 μm。
Process Research of Brushy-electrolytic Polishing for Stainless Steel
Guo Zhiying Zhao Shichao Cai Wenchen Wang Zhe
Elaborated the principle and process of brushy-electrolytic polishing for stainless steel.With stainless steel cylinder as the research object,studied the brushy-electrolytic polishing.The process could reduce the surface roughness of work pieces,and bring smooth surface and corrosion resistance.
Stainless steel;Shell;Brushy-electrolytic polishing;Roughness;Performance testing
TQ 153
2013-02-18)
*郭志英,女,1970年生,高级工程师。葫芦岛市,125001。
猜你喜欢
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2019年5期)2019-11-16
山东冶金(2018年6期)2019-01-28
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年12期)2017-02-02
电源技术(2016年9期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
电源技术(2015年9期)2015-06-05
电源技术(2015年9期)2015-06-05