
氧气顶底复吹转炉的开发设计
2013-07-11 03:33赵恒涛张全国郭成治
山东冶金 2013年1期
赵恒涛,张全国,郭成治
(山东冶金机械厂,山东 淄博255064)
1 前言
100 t、120 t氧气顶底复吹转炉适合于小钢铁企业技术升级改造的需要,市场需求量较大。山东冶金机械厂针对市场需求,组织技术人员适时开发设计该产品,得到了用户的好评,增强了企业市场竞争力,积极拓展了生存空间,进一步提升了企业的制造实力和知名度,具有较大的经济效益。
2 氧气顶底复吹转炉结构设计
转炉主体设备包括转炉炉体、耳轴托圈装配、倾动装置及润滑、耳轴轴承装配及润滑、炉体支撑装置、风冷系统、水冷系统、底吹配管等十几部分。
2.1 转炉参数
100 t、120 t氧气顶底复吹转炉启动时间3~5 s,减速机速比551.7,倾动转速0.13~1.3 r/min,旋转角度±360°,其他主要性能参数见表1。
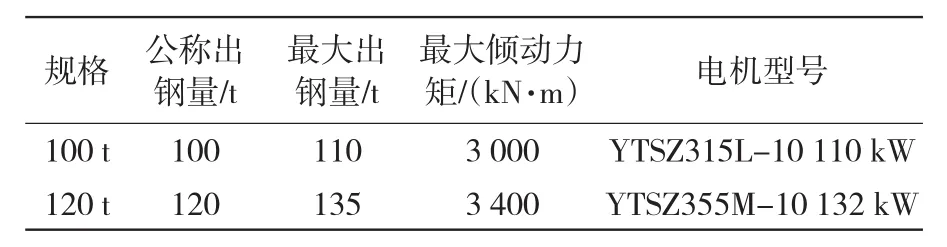
表1 100 t、120 t氧气顶底复吹转炉主要性能参数
2.2 转炉炉体
转炉炉体包括水冷炉口、炉帽、炉身、炉底、炉体挡渣板5个部分。炉体处于高温变温度场状况下工作,炉体材质采用了具有良好焊接性能和抗蠕变性能的16Mng钢板。
1)水冷炉口。采用4瓣式结构,材质为耐热球墨铸铁,内埋蛇形水管,独立进出水强制冷却。其中每一路均由单独阀门控制,可减少炉口粘渣,提高煤气回收质量,利于单块损坏水冷炉口的更换。
2)水冷炉帽。因为受高温炉气的影响,炉帽的工作温度较高,刚性变差。采用半截面钢管焊接在炉帽外表面的强制水冷方式,以降低该部位的热应力,缓解蠕变。为增强刚性,在炉帽与炉身结合部采用圆弧过渡连接。
3)炉身及炉底。炉身及炉底的形状设计根据所处工况不同而采取不同的措施。针对炉身直筒段在托圈内温度高易变形的特点,适当加大炉身外径与托圈内径之间的间隙,并配置了风冷系统以降低炉身温度,减小变形。炉底采用球形、直线段相结合的结构,有效防止了热变形。炉身与炉底焊为一体,此结构机械加工量少,重量轻,制造简便,节省投资,杜绝了大容量转炉的漏钢问题,安全可靠。
4)炉体挡渣板。耳轴上方的弧形挡渣板采用快卸式,增设一处疏导喷溅炉渣的翼板,挡渣板安装底座设有螺栓头部插槽,具有结构简单、易于更换、不易挂渣等优点。出钢口上方的挡渣板采用耐热铸铁板,为了便于观测出钢情况,在挡渣板安装底座立筋板上加工观测圆弧,并设有侧面加强筋,防止变形。
2.3 耳轴托圈装配
托圈采用内置立筋的箱形结构,由内外腹板、上下盖板构成,截面高宽比为3。具有较高的刚性,抗变形能力强,内外腹板间贯穿大直径钢管,有利于空气对流,改善了炉体的散热条件。由于非水冷托圈的内外腹板温差100℃,上下盖板温差80℃以上,较大的温度梯度造成托圈截面形成较大的热应力,因此设计托圈水冷系统,以使托圈各部位温度趋于一致,减小热应力。另外,托圈经过三维有限元仿真优化设计,比国内其他钢厂同规格转炉托圈尺寸小,从而节省了制造费用,便于设备的合理布置。
耳轴托圈装配采用两种结构型式:1)耳轴与托圈焊接式。耳轴材质为20MnMoNb,托圈用钢板材质为16Mng。2)耳轴法兰与托圈轴座通过螺栓紧固,轴向销定位,耳轴材质为35CrMo,托圈轴座材质为ZG20Mn。耳轴中心设有中心通孔,便于冷却水管和底吹配管的敷设。
2.4 全悬挂式倾动装置及润滑
转炉采用4点啮合全悬挂柔性传动和扭力杆平衡装置,主要由变频调速电机、一次减速机、二次减速机和扭力杆装置组成。一次、二次减速机均采用硬齿面齿轮,提高了减速机的承载能力和使用寿命,扭力杆平衡装置通过扭力杆的扭转来吸收炉体倾动过程中产生的冲击振动,有利于设备的安全运行。一次减速机的润滑采用极压工业齿轮油油池润滑。二次减速机采用稀油站集中润滑。
全悬挂式倾动装置的结构优点。1)全悬挂式倾动装置消除了以往倾动设备中齿轮啮合不良的现象。2)结构紧凑,运行可靠,占地面积小。所选用的4台变频调速电机具有较大的过载系数,当4台电机中的1台发生故障时,其余3台电机仍可以工作24 h;当2台电机发生故障时,其余2台电机仍可在0.1 r/min的速度下正常冶炼1炉。每台电机配置的增量型编码器可实时检测电机的运行状况。3)交流变频调速电机的应用,既满足了转炉不同转速的要求,又降低了能耗。4)采用硬齿面减速机,减少了传动装置的体积和重量,提高其使用可靠性。采用正传动齿轮,提高了齿轮啮合性能和强度,改善了齿轮磨削的工艺性,确保了硬齿面齿轮的制造质量[1-2]。5)扭力杆装置能够防止箱体转动,并起到缓振作用。扭力杆采用40CrMnMo,经调质及表面处理,具有较高的综合力学性能,弹性好,其表面加工残余应力呈压应力分布,提高了吸收电动机启动和制动所引起的冲击能量的能力,从而减轻了炉体振动,防止扭振力矩破坏齿轮等传动零件。6)采用新设计的弹簧缓冲装置,内嵌在常规的止动座内,在正常状态下可有效减缓转炉操作过程的冲击。当扭力杆发生故障时,可临时替代其工作。7)新型电子主令控制器与绝对型编码器的配合使用,既可以设定关键工艺点,也可以360°连续显示转炉的倾动角度。
大齿轮的结构设计有两种形式:采用铸钢件(材质为ZG40Mn2),其特点是重量大、加工量大、毛坯制作简单;采用焊接件,由齿圈(材质为35CrMo,粗加工后调质处理)、双辐板(材质为16Mn)及轮毂(材质为ZG270-450,粗加工后调质处理)组成,其特点是重量轻,加工量小,毛坯制作费用较高。
2.5 耳轴轴承及其润滑
驱动侧和游动侧耳轴轴承均采用调心圆柱滚子轴承,可消除因设备制造安装产生的两端耳轴的同轴度偏差。同时为了适应托圈和耳轴的受热膨胀,将游动侧的耳轴轴承支座设计成铰链结构,即支座通过2个同轴铰链支撑在底座上,依靠支座绕铰链的偏斜摆动补偿耳轴轴向的胀缩位移。
耳轴轴承的润滑设计有两种型式:采用稀油站集中润滑,此方式的特点是润滑油在润滑的同时带走轴承中的灰尘,并对轴承起到冷却作用;干油润滑,此方式的特点是通过1个干油泵和1个分配器使耳轴轴承有4个受油点,轴承可以得到充分的润滑,润滑脂还起到一定的密封作用,避免了稀油润滑因密封失效引起润滑油外泄。
2.6 炉体3点支撑装置
100 t、120 t转炉的炉壳采用3点球铰装置支撑在托圈上。整个支撑装置有两部分组成:一是托圈上3个互成120°的球铰装置与炉壳上部的支撑法兰组成倾动承载部分,承受炉体在垂直位置和倾动过程的载荷。其中位于加料侧的球铰装置传递倾动力矩,此点距离耳轴中心最远;每个球铰装置中有两对相互配合的球面垫圈,以便T型支撑螺栓更好地适应炉壳的膨胀变形,炉体可在托圈内相对位移而不受约束。二是安装在托圈上下的限位块、托架组成倾动定位部分。
2.7 冷却水系统
冷却水系统包括水冷炉口、炉帽及托圈3部分。由于强制水冷的作用,使主要承受高温的零部件能更好地适应工作环境,从而减少设备的损坏。
2.8 风冷系统
风冷系统包括空气总管、分管及喷嘴。采用高压(0.4~0.6 MPa)、大流量(900 m3)模式的压缩空气强制冷却比低压、大流量模式的压缩空气强制冷却效率要高50%,炉体表面温度可控制在250℃以下。其机理是高压空气通过喷嘴以射流方式直接喷到炉体表面,通过紊流效应,将炉体表面的高温空气膜击碎,使冷却效果大大提高。
2.9 底吹配管
通过旋转接头接入6路底吹配管,每一管路上都设有单独的控制阀门,便于分体控制;同时6管路互不干涉,设定相同的压力和流量;底吹点均匀分布在2 400 mm的圆周上,达到理想的底吹效果。
3 结语
新开发设计的100 t、120 t氧气顶底复吹转炉既适合于小钢铁企业技术升级改造的需要,也可直接用于新建炼钢厂,符合国家产业政策,具有较大的社会效益。山东冶金机械厂目前已制造生产该规格型号的转炉20余台,为企业创造了较大的经济效益。
[1] 成大先.机械设计手册[M].4版.北京:化学工业出版社,2002.
[2] 王雅贞.氧气顶吹转炉炼钢工艺与设备[M].2版.北京:冶金工业出版社,2009.
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
核安全(2021年3期)2021-07-08
中国铸造装备与技术(2021年1期)2021-02-02
山东冶金(2020年6期)2021-01-04
玻璃(2020年2期)2020-12-11
制造业自动化(2017年8期)2017-09-15
工业炉(2016年1期)2016-02-27
纯碱工业(2015年3期)2015-12-03
中国经贸导刊(2015年27期)2015-10-10
兵器装备工程学报(2015年8期)2015-05-06
