石横特钢铁水包耳轴接长设计应用
2021-01-04 14:08林明烈
山东冶金 2020年6期
林明烈
(石横特钢集团有限公司,山东 泰安271612)
1 存在问题及分析
石横特钢集团三炼钢车间,转炉公称容量60 t,配套600 t 的混铁炉。向转炉兑铁水的工艺过程为:高炉铁水用65 t 铁水罐通过铁路运至转炉跨,铸造起重机将铁水倒入混铁炉,再将混铁炉内的铁水倒入55 t铁水包,最后用起重机将铁水包内的铁水兑入转炉。转炉跨共配备了两台100/20 t铸造起重机,分别用于吊运65 t铁水罐和55 t铁水包。65 t铁水罐的耳轴中心距是3 620 mm;55 t 铁水包的耳轴中心距是3 050 mm。如果将两台起重机的龙门钩钩距分别设计成3 620 mm 和3 050 mm,则当其中任1台起重机发生故障时将严重影响炼钢生产。为了解决这一问题,以便两台起重机能互为备用,在方案设计时,将两台起重机的龙门钩钩距设计成可调式结构,如图1 所示,以满足铁水罐和铁水包不同钩距要求,保证生产的正常运行。

图1 可调式龙门钩
在投产的最初几年,由于生产节奏较慢,当1台起重机发生故障时,用另1台起重机通过调整钩距的办法基本能够满足生产要求。但随着操作水平的不断提高,生产节奏越来越快,而调整龙门钩钩距操作流程繁琐。在这种情况下,如果1台起重机发生故障,再采取用另1台起重机来回调整钩距的方法,分别完成向混铁炉和转炉倒铁水的工作将严重影响生产节奏,因此急需将55 t铁水包的耳轴中心距由3 050 mm改为3 620 mm。
2 方案设计比较
2.l 更换耳轴
根据冶金用钢水罐YB/T 4175—2008耳轴中心距3 620 mm 的结构要求,重新设计加工两个新耳轴。将原来的耳轴用机械加工的方法去掉,并将包壳上的耳轴孔根据新耳轴尺寸进行加工,最后按照工艺要求将耳轴与包壳焊好,最后按有关要求对焊缝进行100%超声检测。此方案特点:需要大型机械加工设备,且加工量大,新耳轴重量较大,需要将包内的耐火材料拆除。该方案改造周期较长,改造成本较高。
2.2 接长耳轴
根据铁水包原来耳轴的结构尺寸,设计加工两个接长耳轴。接长耳轴的外端结构尺寸与原耳轴相同,另一端加工1 个内孔与原耳轴的轴颈相配合。将原耳轴轴头的多余部分用气割割去并打磨平整,然后把新加工的耳轴套装在原来耳轴的轴颈上,最后将新耳轴与原耳轴座开坡口焊接牢固,焊缝按要求进行100%超声检测。该方案特点:机械加工量小,接长耳轴重量小,不用拆除包内耐火材料,改造周期短,改造费用低。
3 方案实施
通过对两个方案的比较,决定采用接长耳轴方案。原耳轴结构如图2所示,接长耳轴的结构如图3 所示。主要技术要求为:材料为35#钢锻件;锻造应符合JB/T 5000.8的规定;耳轴应进行调质处理。
方案实施:将原耳轴在距外端面90 mm处用气割割断,把断面打磨平整,再将加工好的接长耳轴套装在原来的耳轴上,并与耳轴座焊接牢固,最后对焊缝进行100%超声检测。为了便于装配时将接长耳轴沉孔中的空气排出,在接长耳轴的沉孔底部沿径向钻1个透气孔。改造后的铁水包见图4。
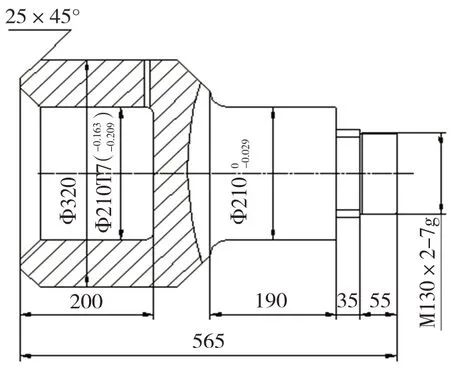
图2 原耳轴
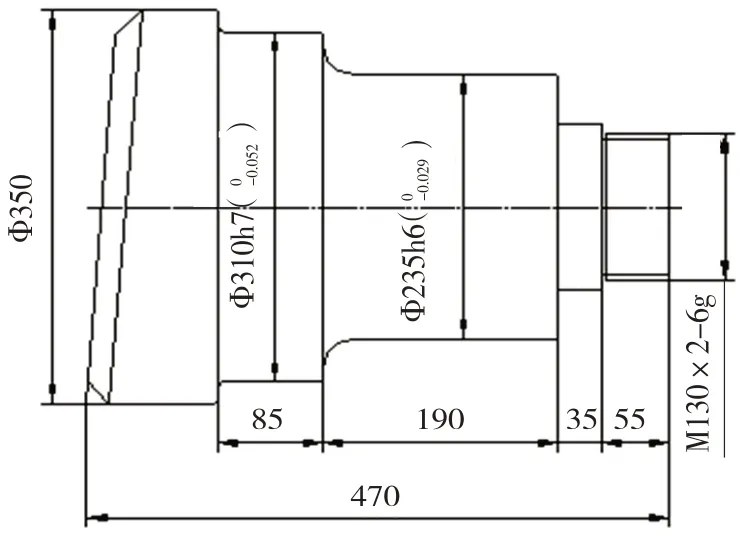
图3 接长耳轴
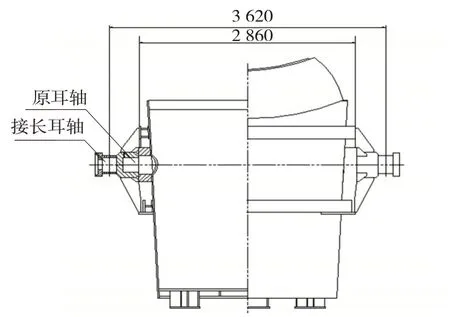
图4 改造后铁水包
4 强度校核
由于接长耳轴的主要尺寸与原耳轴相同,所以接长耳轴本体的强度能够满足要求,无需校核,只需校核接长耳轴与耳轴座的焊缝剪切强度即可。根据《机械零件设计手册》,焊缝剪切强度的校核公式为[1]:

式中:M为焊缝所受弯矩,N·m;R为焊接处耳轴的半径,0.16 m;K为焊角高度,因耳轴有25 mm的倒角,焊角高度为20 mm,所以K为0.045 m;[τ]为焊缝的许用应力,耳轴材料为35#钢,[τ]为118 MPa[2]。
耳轴受力如图5所示。焊缝所受弯矩为:

式中:Q为铁水包总质量,8×105N;L为耳轴中心至焊接处的距离,0.38 m。

图5 耳轴受力分析
将数值代入(1)式得:τ为71.8 MPa<118 MPa,故焊缝强度满足要求。
5 实施效果
铁水包采用接长耳轴方法加大耳轴中心距,与整体更换长耳轴相比,节省了改造费用,缩短了改造时间。改造后的铁水包经实际运行证明安全可靠。改造后铁水包与铁水罐耳轴中心距相同,使两台起重机完全通用,提高了生产效率,具有较好的经济效益。该改造方法已获得实用新型专利。
猜你喜欢
大电机技术(2022年5期)2022-11-17
山东冶金(2022年1期)2022-04-19
昆钢科技(2020年6期)2020-03-29
中国交通信息化(2020年12期)2020-02-06
中国交通信息化(2019年7期)2019-10-08
船舶标准化工程师(2019年4期)2019-07-24
金属世界(2018年4期)2018-08-11
周末·校园文学(2017年35期)2018-02-06
自动化学报(2016年5期)2016-04-16
专用汽车(2016年8期)2016-03-01