
蒲石河发电电动机转子支架和磁轭键加工工艺研究
2013-08-14 06:06仇新明宫玉龙
机械工程师 2013年5期
仇新明,宫玉龙
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
1 引言
蒲石河水电站是辽宁省重点水电工程项目,为我国目前建造的最大的抽水蓄能机组,单机容量为300MW,法国ALSTOM 公司为主承包商,哈电公司为分承包商。
针对蒲石河机组结构特殊性进行了工艺研究,以保证转子支架立筋槽及磁轭键加工质量,满足相互配合间隙要求。采取有效措施消除机床偏差,满足转子支架立筋槽槽型要求;采取防止变形措施,保证磁轭键加工精度。本次工艺研究为我公司制造类似结构工件做好技术储备。
2 转子支架和磁轭键加工工艺
(1)转子支架键槽加工
受机床自身精度影响,机床立柱在近3000mm的长度带有一定的斜度,采用弦距测量工具测量上下端的半径及弦距分布;采用内径千分表测量槽宽尺寸;采用吊钢丝测量机床立柱倾斜数据。单边留有0.30mm,测量出准确数据后,利用数控机床的特性,进行补偿加工,保证了转子支架立筋槽的加工精度。加工后完全满足图纸要求。

图1 转子支架在三轴数控铣床加工

图2 测量键槽尺寸
图3 弦距测量工具

图4 粗铣磁轭键

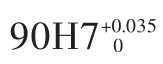
图5 利用工艺孔固定加工

图6 利用胎具固定半精加工磁轭键
(2)磁轭键加工
由于磁轭键长度近3m,厚度仅为45mm,宽度为90mm,为了防止磁轭键变形,在加工时首先粗铣各平面见平,释放应力一周。
半精铣前制作定位胎具,磁轭键胎具长3100mm,宽200mm,厚度为60mm,端部加工出一限位凸台,要求加工平面度0.03mm,根据磁轭键工艺孔位置布置M12把合螺纹,由于磁轭键图纸中仅有4只φ14/φ20 把合孔,其分布为距斜度大头端100mm 开始每隔720mm 有1只把合孔,但距斜度小头端面720mm 无固定措施,经过研究决定在磁轭键720mm 范围内 增 加1只φ14/φ20把合孔,铣胎上根据磁轭键把合孔分布位置钻攻5-M12 工艺把合孔。利用沉头螺钉把合磁轭键后半精铣各面。
半精铣后,磁轭键与胎具拆开,再次释放应力一周,重新把合胎具后精加工各部位。最终检查发现,除了厚度方向超差0.03mm 以外,其余部位全部满足图纸要求。
(3)转子支架键槽研键
由于蒲石河发电电动机具有正反转的特性,磁轭键与键槽配合最大间隙不足0.10mm。磁轭键精加工后,由于仍有应力未全部释放,还会存在一些变形,为了保证产品质量,减少工地安装时间,特在厂内增加磁轭键与转子支架键槽预装研键工作。研键时将磁轭键侧边涂上红丹粉,预装磁轭键时,磁轭键与转子支架键槽的干涉部位会反映出来,采用手工打磨高点的方式进行,如此反复进行修磨,保证磁轭键局部变形后仍能满足设计间隙要求。
由于研键后,磁轭键与转子支架键槽的间隙很小,偶尔会发生磁轭键难以取下的问题。拆除磁轭键时只能上下端受力拔出,但这样操作势必造成磁轭键的变形。经过研究,磁轭键把合孔为φ14,几乎与M16 螺纹底孔一致,决定将磁轭键上φ14 孔攻螺纹成M16,作为拆除磁轭键的顶丝,解决了拆除磁轭键的问题。

图7 精铣磁轭键

图8 研键
3 结论
蒲石河发电电动机转子结构与我厂以往的转子结构存在较大的差异,我公司过去生产的转子结构为磁轭键与转子支架键槽为斜稍配合结构,而蒲石河磁轭键与转子支架键槽紧密配合,尤其是磁轭键的加工精度至关重要,如不能有效控制变形,即使是研键也会造成配合间隙过大的结果,直至影响机组安全稳定运行。
蒲石河转子支架与键槽的生产制造成功,标志着哈电公司在抽水蓄能机组转子加工方面有了一个长足的进步,解决了国内外此类转子加工配合精度的技术难题,对今后类似产品的投产奠定了基础,对未来市场的开发有着重要的意义。
猜你喜欢
大电机技术(2022年3期)2022-08-06
中国铸造装备与技术(2022年3期)2022-05-27
科学与技术(2019年6期)2019-04-21
精密制造与自动化(2018年1期)2018-04-12
表面工程与再制造(2016年5期)2016-12-15
通信电源技术(2016年3期)2016-03-26
水电站机电技术(2016年1期)2016-02-28
中国老区建设(2016年2期)2016-02-28
石油化工建设(2015年6期)2015-12-01
汽车零部件(2014年3期)2014-02-06
