废弃白酒糟酸水解工艺的优化
2013-09-03 10:16任海伟陈晓前邢超红陈海秀寇明耀李美忠
食品工业科技 2013年3期
任海伟,陈晓前,邢超红,李 雪,陈海秀,寇明耀,李美忠
(兰州理工大学生命科学与工程学院,甘肃兰州730050)
中国是一个白酒消费和生产大国,白酒行业每年产生大量的废弃酒糟;一方面由于开发利用不足造成环境污染,另一方面酒糟中含有丰富的纤维素、淀粉和半纤维素等成分,又造成资源浪费。甘肃金徽酒业集团生产的白酒以高梁、小麦、大米、玉米、糯米为原料,公司每年产生的废弃酒糟量约为3万t,主要作为动物饲料。但由于酒糟中木质素和植酸含量较高,导致动物对其生物利用率降低;同时长期食用酒糟也会造成动物食欲不振等不良症状,有必要寻求一种新的白酒糟利用途径。白酒糟中能降解利用的纤维素、淀粉和半纤维素总含量约为80%左右,若能将其中的纤维素、淀粉通过酸水解转化为葡萄糖,半纤维素酸解为木糖等可发酵性单糖,不仅为热带假丝酵母利用木糖发酵生产木糖醇提供了可能,也为微生物繁殖代谢提供了丰富营养源。目前,已有诸多学者采用盐酸或硫酸等无机酸作为催化剂对茶籽壳、稻草、玉米秸秆、玉米芯等农业废弃生物质资源进行酸水解工艺研究[1-5],也有学者采用1-丁基-3-甲基咪唑溴盐([Bmim]Br)或 1-烯丙基-3-甲基咪唑氯盐([Amim]Cl)等离子液体[6-7]和超临界水[8-9]作为反应介质,对稻草秸秆等木质纤维原料进行水解。但关于废弃白酒糟混合酸水解的工艺研究还未见报道。本文拟利用盐酸和磷酸组成的混合酸作为催化剂,以木糖浓度和还原糖浓度为评价指标,筛选有利于酒糟酸解的最佳超声波预处理条件,并优化酸水解工艺参数,为废弃白酒糟的综合利用提供理论依据。
1 材料与方法
1.1 材料与仪器
白酒糟 甘肃金徽酒业集团提供,自然晾干(水分含量为3.89%),粉碎后过50目筛备用,蛋白质16.42%、淀粉 14.81%、粗脂肪 3.56%、粗纤维53.17%、半纤维素 12.86%(含量以干基计,%);3,5-二硝基水杨酸 上海中泰化学试剂有限公司;地衣酚 上海蓝季科技发展有限公司;D-木糖 天津市光复精细化工研究所;木糖醇 上海时代生物科技有限公司;其余试剂 均为分析纯。
HH-4数显恒温水浴锅 国华电器有限公司;SHD-III型循环水式多用真空泵 保定高新区阳光科教仪器厂;TDL-5-A离心机 上海安亭科学仪器厂;GZX-9240MBE数显鼓风干燥箱 上海博讯实业有限公司医疗设备厂;Cary 50紫外可见分光光度计 上海精密科学仪器有限公司。
1.2 分析方法
白酒糟中蛋白质、淀粉、纤维素和脂肪的测定分别按 GB5009.5-2010、GB/T5009.9-2008、GB/T5515-2008和GB/T5512-2008进行;半纤维素含量测定采用VAN SOEST法[10];木糖含量的测定采用地衣酚法[11];还原糖含量的测定采用 3,5-二硝基水杨酸(DNS)比色法[12]。
1.3 实验方法
称取一定质量的白酒糟,按照1∶10(g/mL)的固液比加入混合酸中,拌匀、浸泡10h。在一定超声波功率条件下常温处理10min,然后置于油浴锅中进行酸水解。混合酸的配制方法为每1000mL蒸馏水中加入 10mL HCl与 10mL H3PO4。酸水解结束后3000r/min离心10min得上清液即为酒糟酸水解液,分析测定酸水解液中的木糖浓度和还原糖浓度。
1.3.1 预处理条件的筛选 在室温条件下研究不同功率(200、300、400、500、600W)超声波对酒糟酸水解效果的影响,筛选最适宜功率,超声时间为10min。
1.3.2 酸水解工艺条件的优化 以木糖浓度和还原糖浓度为评价指标,研究混合酸浓度(1.0%、1.5%、2.0%、2.5%、3.0%,v/v)、温度 (60、80、100、120、140℃)和时间(0.5、1.5、2.0、2.5、3.0h)等因素在不同水平条件下对酒糟酸水解效果的影响。在单因素实验结果的基础上设计L9(34)的正交实验优化酸水解工艺(见表1)。
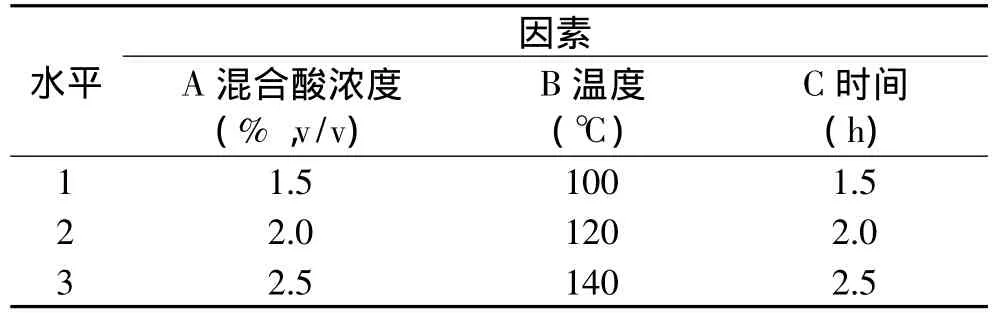
表1 正交实验因素水平表Table 1 Factors and levels of the orthogonal tests
2 结果与分析
2.1 预处理条件的筛选研究
利用超声波技术对酒糟预处理的目的主要是有效解除木质素对纤维素的封闭,瓦解木质纤维素的紧密结构,提高混合酸的渗透可及性,保证酸水解过程的顺利进行。由图1可知,在200~500W功率范围,随着超声波功率的增加,酸水解液中的木糖浓度和还原糖浓度逐渐增加,增长率分别为19.92%和42.21%。因为超声波作用于反应体系产生的空化效应、湍动效应及机械效应,破坏了酒糟中纤维素、木质素和半纤维素三者之间键的连接,增加酒糟结构的“开放”程度,进而破坏纤维素分子中的氢键,降低其结晶度,提高了H+的可及度,促进酒糟水解[13]。如果继续增大超声功率(>500W),木糖浓度和还原糖浓度反而下降,原因是酸水解产生的木糖、葡萄糖等单糖在较高功率的超声波作用和高温稀酸条件下,发生多种形式的分解和氧化等复杂反应,生成糠醛、羧甲基糠醛、糖醛酸、已糖酸等产物,造成二者浓度的下降。因此,酒糟预处理条件采用500W超声功率常温处理10min。
2.2 单因素实验
2.2.1 混合酸浓度对酒糟酸水解效果的影响 从图2中可以看出,随着混合酸浓度的增加,还原糖和木糖浓度的变化趋势基本一致,均为先增大后减小,当混合酸浓度为2.0%时,二者浓度达到最高值。因为酸水解主要是靠H+水解和催化的双重作用来实现,较低的混合酸浓度使H+浓度过低,造成H+与原料接触的机率和面积减少,水解效率低,表现为还原糖浓度和木糖浓度较低;随着酸浓度的增加,水解体系中H+浓度升高,H+与原料接触充分,有利于水解的进行。但酸浓度大于2.0%时,一方面,酒糟木质纤维结构的孔隙数量恒定,混合酸渗透速率受限,使得体系中H+浓度相对饱和,对酸水解作用不大;另一方面,混合酸浓度过高会提高己糖向羟甲基糠醛的转化效率,促进体系中糠醛类物质浓度的增加[4],使得木糖和还原糖浓度下降,这对微生物活性有很大的抑制作用,不利于后续发酵工艺。因此确定混合酸浓度为2.0%。

图1 超声波功率对酒糟酸水解效果的影响Fig.1 Effect of ultrasonic power on acid hydrolysis of distiller’s grains

图2 混合酸浓度对酒糟酸水解效果的影响Fig.2 Effect of mixed acid concentration on acid hydrolysis of distiller’s grains
2.2.2 时间对酒糟酸水解效果的影响 从图3中可以看出,随着酸解时间的延长,酸催化剂向酒糟中的木质纤维结构渗透并将其水解转化为木糖和葡萄糖等还原糖类物质。由于木质纤维结构的包被作用,水解初始阶段H+很难作用于酒糟,致使酸水解速率较低;当水解1h后,木质纤维结构受到破坏,纤维素和半纤维素水解速率增加,还原糖浓度和木糖浓度在水解2.0h时达到最大值,增长率分别为51.74%和43.87%。但是,过长的水解时间会导致已产生的单糖转化为糠醛等发酵抑制类物质,甚至出现糠醛类副产物的转化率高于酒糟水解率的情况,表现为2.0h后二者浓度呈下降趋势。这与江滔等[4]研究结果一致,过长的水解时间不但不能明显增加水解效率,反而还会导致大量糠醛类抑制物及其衍生物的产生。因此确定酒糟酸水解时间为2h。

图3 时间对酒糟酸水解效果的影响Fig.3 Effect of time on acid hydrolysis of distiller’s grains
2.2.3 温度对酒糟酸水解效果的影响 由图4中可知,随着温度的增加,木糖浓度和还原糖浓度先增大后减小,温度为120℃时二者浓度达到峰值。因为温度较低不利于酸液渗透到酒糟的木质纤维结构内,使得水解效率降低;温度越高,越有利于酸解过程的进行,化学反应越充分。然而,酸解过程又是一个动态进程,温度过高会使还原糖和木糖发生分解产生糠醛类物质,或者进一步转化为乙酰丙酸。当温度高于120℃时,酒糟的酸水解速率低于糠醛类副产物的生成速率,致使还原糖浓度和木糖浓度降低,不利于水解作用。故确定酒糟酸水解温度为120℃。
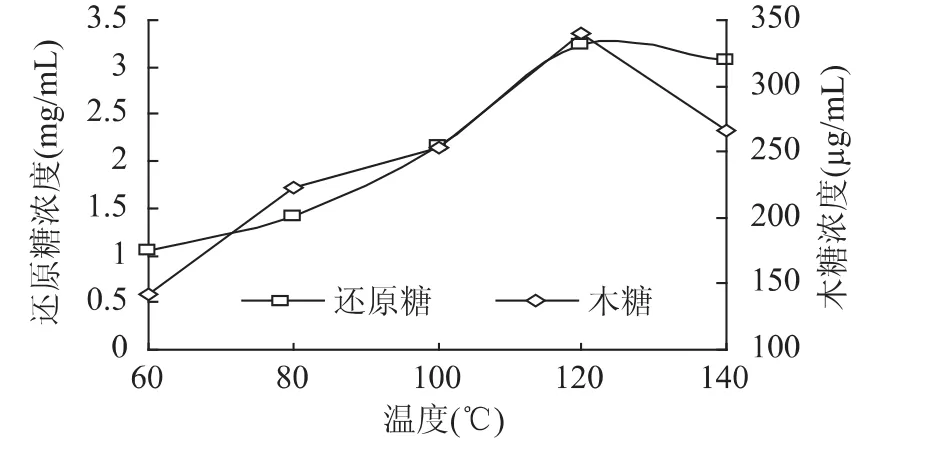
图4 温度对酒糟酸水解效果的影响Fig.4 Effect of temperature on acid hydrolysis of distiller’s grains
2.3 正交实验优化设计
在单因素实验结果基础上,选取一定区间内对酒糟酸水解效果影响较显著的混合酸浓度、温度和时间3个因素作为研究对象,选取木糖浓度和还原糖浓度2个评价指标进行分析,结果见表2~表4。
从表2可以看出,各因素对木糖浓度的影响大小顺序为B>C>A,最优组合为A3B2C3;各因素对还原糖浓度的影响大小顺序为A>B>C,最优组合为A3B3C3。由表3和表4中方差分析可知,温度对木糖浓度和还原糖浓度影响均为显著,混合酸浓度仅对还原糖浓度影响显著,而时间对二者浓度影响均不显著。从节约能耗和减少副产物生成等角度综合考虑,确定最优发酵条件为 A3B2C3,即混合酸浓度2.5%,温度120℃,时间2.5h。在该最优条件下进行重复验证实验3次,得出木糖浓度和还原糖浓度分别为651.62μg/mL和11.85mg/mL。

表2 正交实验设计及结果Table 2 Results and design test of the orthogonal tests

表3 木糖浓度的方差分析Table 3 Variance analysis for the concentration of xylose

表4 还原糖浓度的方差分析Table 4 Variance analysis for the concentration of reducing sugar
3 结论
白酒糟中富含纤维素、半纤维素和淀粉等成分,通过酸水解将这些成分转化为木糖和葡萄糖等可发酵单糖,则能为热带假丝酵母发酵生产木糖醇提供良好的反应基质。同时,酒糟作为一种木质纤维素原料,通过对其进行超声波预处理,可使其木质纤维结构渐趋开放,有利于混合酸的水解。结果表明,在500W功率条件下,对酒糟进行超声波预处理(常温,10min)更有利于其酸水解过程。酒糟的最优酸水解条件为:混合酸浓度为2.5%;水解时间为2.5h,温度为120℃。该条件下,酒糟水解较为充分,木糖浓度和还原糖浓度分别达到651.62μg/mL和11.85mg/mL。
[1]郑生宏,李大祥,方世辉,等.茶籽壳酸水解制备木糖工艺的研究[J].茶叶科学,2011,31(3):195-200.
[2]李慧,郭建平,尹笃林,等.稻草酸水解制还原糖的工艺条件[J].食品与发酵工业,2008,34(12):106-109.
[3]潘春梅,杏艳,樊耀亭.稀酸水解玉米秸秆两步发酵联产纤维素乙醇和氢气[J].食品与发酵工业,2011,37(3):65-69.
[4]江滔,路鹏,李国学.玉米秸秆稀酸水解糖化法影响因子的研究[J].农业工程学报,2008,24(7):175-180.
[5]葛菁萍,刘国明,孙红兵.响应面法优化玉米芯半纤维素水解条件[J].中国农学通报,2011,27(18):64-68.
[6]杨明妮,柴连周,毕先钧.Br离子液体中微波辐射加热促进稻草秸秆酸水解制备还原糖[J].农业工程学报,2011,27(2):387-391.
[7]杨明妮,柴连周,毕先钧.[Amim]Cl离子液体中微波辐射加热促进稻草秸秆酸水解制备还原糖[J].化学研究,2011,22(4):46-51.
[8]马晶,董宇,申哲民,等.甘蔗渣和稻草秸在亚/超临界水中液化的初探[J].环境科学与技术,2011,34(4):152-154.
[9]巩桂芬,张明玉,邢立新.不同纤维素原料超临界水解的研究[J].生物加工工程,2010,8(2):8-12.
[10]覃国栋,刘荣厚,孙辰.NaOH预处理对水稻秸秆沼气发酵的影响[J].农业工程学报,2011,27(增1):59-63.
[11]秦伟军,陈叶福,赵换英,等.玉米芯碱液预处理条件优化[J].农业工程学报,2010,26(4):248-253.
[12]湛含辉,黄丽霖.纤维乙醇工艺中酸处理秸秆反应条件的优化[J].农业工程学报,2011,27(2):293-297.
[13]李淑君.植物纤维水解技术[M].北京:化学工业出版社,2009.04:67-102.
猜你喜欢
阅读(中年级)(2022年9期)2022-10-08
精细石油化工(2022年5期)2022-09-21
红蜻蜓·低年级(2022年2期)2022-03-19
红蜻蜓·低年级(2021年12期)2021-12-19
现代畜牧科技(2021年5期)2021-07-20
现代畜牧科技(2021年5期)2021-07-20
石油沥青(2021年6期)2021-02-10
太原理工大学学报(2019年4期)2019-08-05
广东饲料(2016年8期)2016-02-27
中国资源综合利用(2016年12期)2016-01-22