
烧结TiH2粉末制备钛合金的工艺及组织
2013-09-14 05:01张家敏易健宏甘国友严继康杜景红刘意春
材料工程 2013年10期
张家敏,易健宏,甘国友,严继康,杜景红,刘意春
(昆明理工大学 材料科学与工程学院,昆明 650093)
当前,钛行业最重要的挑战是开发新工艺、新技术,降低钛材的生产成本。利用烧结氢化钛及其合金粉末的新工艺,可以直接获得相对密度大于99%的高致密钛产品。同时在烧结过程因为氢化钛的分解放出氢气可以清洁钛粉末颗粒的表面,使钛产品的氧含量有效降低、最终使材料的性能得以改善[1-4]。有研究显示,采用这种新技术无论是直接烧结出的钛产品还是烧结后又经过压力加工的钛产品,其性能都不低于传统的熔铸加工钛产品,但其成本却远远低于传统方法[5-9]。目前美国一些公司已经利用这种新方法制造出各种钛产品,但是公开报道很少,究其原因,一方面可能是技术保密,另一方面可能是还缺乏相关内容的系统研究[10-15]。
本工作以TiH2粉末、Al-V合金粉末为基本原料,通过球磨混合、压制成型和烧结制备钛合金,研究TiH2粉末球磨过程粒度和形貌变化规律,研究TiH2粉末压坯、TiH2-Al-V粉末压坯的烧结致密化特性,并对合金的组织形貌进行观察。该项研究工作为探索低成本钛或钛合金的制造新工艺,扩大钛的应用领域打下了一定基础。
1 实验方法
实验用TiH2粉末、Al-V合金粉末为外购,粉末粒度均为-325目,粉末化学成分如表1,2所示。分别将TiH2粉末、TiH2粉末和Al-V合金粉末(按Ti-6Al-4V比例)球磨(混合)后,压制成不同密度的压坯;将压坯在不同烧结工艺条件下进行烧结实验。用扫描电镜观察TiH2粉末球磨过程粒度和形貌的变化,测定TiH2粉末的TGA曲线并分析其脱氢特性,在烧结过程中用热膨胀仪动态跟踪测量粉末坯体的烧结收缩,用排水法测定压坯和烧结坯密度,并用扫描电镜观察烧结坯的组织形貌。

表1 TiH2粉末化学成分(质量分数/%)Table 1 Chemical constitutions of TiH2powder(mass fraction/%)

表2 Al-V合金粉末化学成分(质量分数/%)Table 2 Chemical constitutions of Al-V powder(mass fraction/%)
2 实验结果与讨论
2.1 球磨TiH2粉末的粒度和形貌
图1是原料TiH2粉末和Al-V合金粉的SEM图,粒度是40μm左右(-325目),图2所示为用高能球磨机球磨不同时间所得到的TiH2粉末粒度和形貌图。

图1 粉末原料的SEM 图 (a)TiH2 粉末;(b)Al-V合金粉Fig.1 SEM micrograph of as-received powder (a)TiH2;(b)Al-V alloy powder
从图1看出,TiH2粉末形貌和Al-V合金粉末的形貌比较接近,呈不规则形状。从图2可以看出,球磨时间对TiH2粉末粒度的影响很大。TiH2粉末球磨时很容易破碎,球磨5min TiH2粉末便迅速细化,粒度从约40μm变为5~10μm,呈不规则形状。随球磨时间延长,粒度细化效果较明显,30min时粒度达到1μm或更小。球磨60min时在SEM下观察粉末粒度,粒度较球磨30min似乎有所增加,经过XRD分析和计算表明,实际上粒度较球磨30min的变得更细了,约20nm左右。此时在扫描电镜下观察粉末粒度和形貌,因粉末太细难分散、成团聚状。在整个球磨过程中,可观察到粉末颗粒形貌由不规则形状逐渐变成等轴状,最后成团聚的絮状。
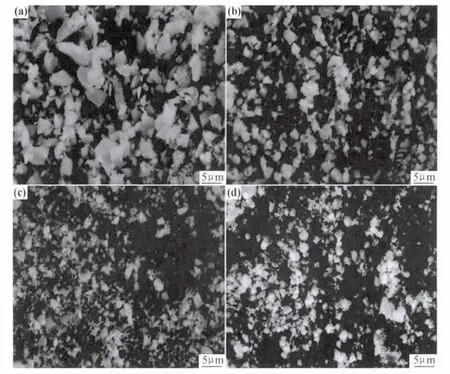
图2 不同球磨时间的TiH2粉末SEM图(a)5min;(b)10min;(c)30min;(d)60minFig.2 SEM micrograph of TiH2powder under different ball milling times(a)5min;(b)10min;(c)30min;(d)60min
图3为用SEM所测试的TiH2-Al-V粉末压坯断口形貌及Ti,Al,V元素分布情况。实验中主要研究了球磨混粉时间对TiH2-Al-V粉末混合均匀性的影响。实验结果表明,随球磨时间延长,粉末逐渐均匀。通过观察混合粉末压坯断口可以看到,球磨混合8h后,Ti,Al,V元素分布变得均匀,表明粉末已经混合均匀。
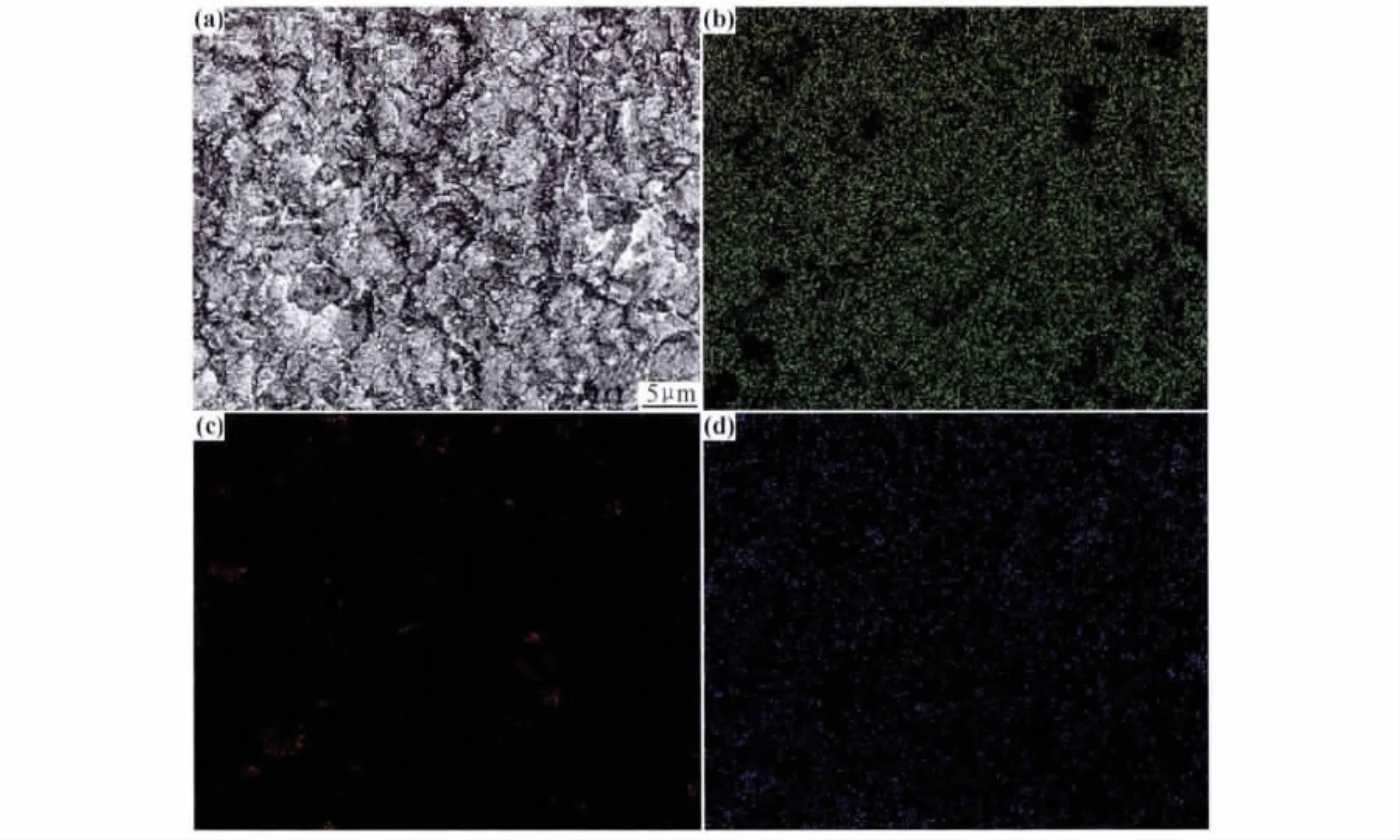
图3 TiH2-Al-V压坯断面SEM形貌及元素分布(a)断面;(b)Ti;(c)Al;(d)VFig.3 SEM micrograph and the elements distributions of fracture surface of compacted TiH2-Al-V powder sample(a)fracture surface;(b)Ti;(c)Al;(d)V
2.2 TiH2粉末的脱氢规律与烧结收缩特性
图4所示为实验过程中测定的TiH2粉末的TGA曲线,共分析了8种不同条件。从TGA曲线可观察到,TiH2粉末在加热过程中温度达到400℃左右开始脱氢,粉末经过球磨后其脱氢曲线和未球磨处理的原始粉末脱氢曲线相比有所改变,球磨时间不同,脱氢曲线有所不同。即随球磨时间的变化,TiH2粉末的起始放氢温度、放氢结束温度和放氢量,都有所变化。可以看到,随着球磨时间的延长,放氢曲线有左移的趋势,球磨时间较长的粉末,放氢起始温度略有降低,放氢结束温度也略有下降。球磨60min的TiH2粉末,放氢开始温度为350℃左右,结束温度为600℃左右;球磨45min TiH2粉末,放氢开始温度在350~400℃之间,结束温度为600℃左右;球磨30minTiH2粉末放氢开始温度略高于球磨45minTiH2粉末,结束温度接近600℃,未经过球磨的TiH2粉末脱氢开始温度略高于400℃,但结束温度接近750℃。所以,球磨2,5,10,15,30,45,60min的 TiH2粉末,与没有经过球磨的粉末比较,其放氢开始温度和放氢结束温度都有所下降,且球磨时间越长放氢开始温度越低,放氢结束温度相差不是太大,但是低于未经过球磨的TiH2粉末。在SEM下对粉末粒度和形貌进行观察,发现球磨后TiH2粉末变细,球磨时间越长,粉末粒度越细。引起该现象的主要原因可以理解为:球磨过程增加了粉末的储能,球磨时间越长,粉末内部储存的能量越高,主要是机械变形带来的能量增加和表面能的增加,由此增强了粉末的活性,使粉末脱氢温度降低。

图4 不同球磨时间的TiH2粉末对应的TGA曲线Fig.4 TGA mass loss curves as a function of temperature for TiH2with different ball milling time
图5所示为TiH2细粉压坯与粗粉压坯在热膨胀仪中加热烧结时测定的粉末坯体长度方向尺寸随温度变化的曲线。横坐标代表温度,纵坐标是线收缩率,即线收缩率随温度的变化。从图5可看出,球磨30min的粉末即细粉的烧结收缩提前于未经过球磨处理的TiH2粗粉,相同温度下前者收缩的速率大于后者,这也进一步说明球磨过的TiH2粉末更易脱氢,和TGA分析结果吻合。图5中,烧结脱氢过程的线收缩率在几个温度点发生改变,球磨30min的粉末转折温度点分别为224,413.6,546.6,646.4℃,原始TiH2粉末转折温度点分别为275.8,486.4,768.1,1028.4℃。对应图4中TiH2粉末的TGA曲线,整个脱氢主要发生在温度350~750℃之间,图5中的分析结果也表明TiH2粉末坯体的线收缩率在这个温度范围最大,说明烧结收缩主要在该温度段发生。

图5 TiH2细粉压坯与粗粉压坯烧结线收缩Fig.5 The shrinkage rate of micron-TiH2and nano-TiH2as a function of temperature
一般情况下,TiH2的吸氢和脱氢是一可逆过程。当钛与氢发生反应时,先形成间隙固溶体Ti2H,继续反应后生成非计量假氢化物TiH2,该过程使金属钛的晶格发生严重岐变,体积比金属钛膨胀约15%[6]。反之,当TiH2发生脱氢反应时,随着氢的逸出,钛的晶格同样发生很大的变化,即体积收缩过程。脱氢过程一般受扩散控制,直接与物料的松散状态有关。脱氢的速率与氢气压力平方根成反比,所以氢气压力控制很重要。试验过程中,采用的是真空烧结,并控制一定的真空度,有利于氢气的快速脱除。
2.3 烧结工艺参数对TiH2粉末压坯烧结密度的影响
烧结是制备粉末冶金材料的第三道基本工序,该过程是一个很复杂的综合作用过程,对材料的性能起着决定性的作用。影响烧结过程的工艺参数主要有烧结温度,烧结保温时间,烧结升温速率,压坯密度等。烧结过程中,粉末颗粒之间发生粘接,烧结体的强度增加,密度提高,烧结条件控制得当,材料可达到所需的物理和力学性能。粉末冶金钛材的传统加工方法是以TiH2粉末还原得到的钛粉(或其他方法获得的钛粉)为原料,经过混合(球磨)后,压制成型、烧结得到粉末钛或钛合金。该实验中直接采用TiH2粉末为原料,经过混合(球磨)、压制成型、烧结,制备钛或钛合金,和传统钛粉末合金制备过程有很大区别,在该过程中必须保证TiH2粉末中氢的脱除并同时完成烧结。采用该工艺流程,烧结脱氢的同时可以获得新鲜、清洁、活性高的表面,有利于烧结的进行。实验中通过对TiH2粉末脱氢特性的研究,选择了烧结的基本流程和参数并主要对升温速率、烧结温度对烧结密度的影响进行研究。
图6为球磨30minTiH2粉末压坯在1500℃烧结时升温速率对烧结坯密度的影响,分别在4种不同的速率下进行烧结实验。由图6可见:升温速率为10,20,30℃/min时烧结,粉末坯体相对密度(烧结密度与理论密度之比)分别为101.55%,101.10%,100.20%,坯体完全致密(烧结坯相对密度大于100%是实验误差所致);而升温速率为40℃/min时烧结坯相对密度为98.15%,没有完全致密。可见,较低升温速率下粉末压坯烧结后均可以达到致密,但随烧结升温速率逐渐增大,烧结坯密度有所下降,但下降幅度不是太大。

图6 升温速率对烧结样品密度的影响Fig.6 The influence of heating rate on the density of the sintered samples
图7为球磨30minTiH2粉末压坯在升温速率为30℃/min时烧结温度对烧结坯密度的影响情况,分别在800,1000,1200,1400℃进行了烧结实验,对应的相对密度为91.33%,97.76%,99.36%,100.01%。由图7可以看出,当其他烧结条件相同时,随着烧结温度的升高,烧结坯密度增大。当温度低于1200℃时,烧结坯都没有致密,在800℃烧结,相对密度仅达到91.33%。
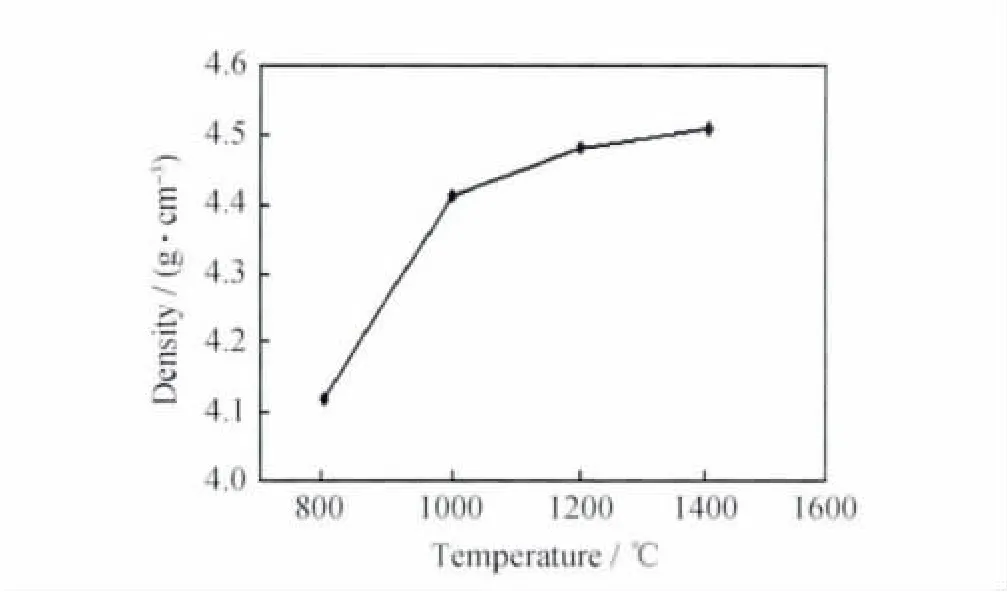
图7 烧结温度对烧结样品密度的影响Fig.7 The influence of sintering temperature on the densities of the sintered samples
表3是 TiH2和 TiH2-Al-V(Ti-6Al-4V)压坯在不同烧结条件得到的实验结果。与图6,7的实验样品相比,表3中所用样品尺寸略大,并用管式烧结炉进行烧结。所有样品的烧结升温速率均为10℃/min,但是1#,2#样品分台阶升温,升温制度为T=400℃t=0.5h,T=500℃t=0.5h,T=650℃t=1.0h,T=1000℃,t=0.5h,T=1200℃,t=4h。比较1#和2#样品结果看出,相同条件下,TiH2粉末压坯比TiH2-Al-V混合粉末压坯容易烧结致密。对比3#,4#样品发现,烧结温度和保温时间同样会影响烧结密度,但一般烧结温度比烧结时间对烧结密度的影响更显著。

表3 不同烧结条件下样品的密度Table 3 The densities of sample at different sintering conditions
图8所示为烧结TiH2和TiH2-Al-V合金样品的SEM形貌,图9为烧结TiH2-Al-V合金样品的断面SEM形貌及元素分布图。从图8可以观察到,TiH2烧结后的样品为典型的等轴状纯钛组织;TiH2-Al-V烧结样品为典型Ti-6Al-4V合金的α+β层片状组织,观察其Ti,Al,V元素分布,比较均匀,如图9所示。
综合比较以上实验结果还可以看出,TiH2粉末烧结时比较容易达到完全致密状态,即其相对密度可以很容易达到99%以上,获得纯钛;而TiH2-Al-V粉末压坯相对不容易完全致密,这个结果也可以从TiH2粉末和TiH2-Al-V粉末压坯烧结后的SEM组织形貌中观察到。

图8 钛及钛合金SEM 组织形貌 (a)Ti;(b)Ti-6Al-4VFig.8 SEM microstructures of titanium and titanium alloys (a)Ti;(b)Ti-6Al-4V
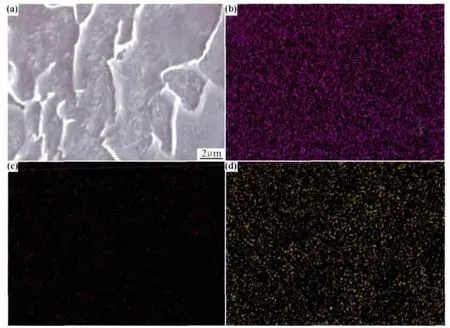
图9 Ti-6Al-4V断面SEM形貌及合金元素分布(a)断面;(b)Ti;(c)Al;(d)VFig.9 SEM micrograph and the elements distributions of alloy elements of Ti-6Al-4V(a)fracture surface;(b)Ti;(c)Al;(d)V
3 结论
(1)TiH2粉末球磨后迅速细化,40μm 左右的TiH2粉末球磨60min后其粒度可以达到20nm;TiH2粉末球磨后脱氢温度降低,球磨时间越长(粉末越细),开始脱氢的温度越低。
(2)TiH2粉末压坯在烧结过程很容易致密,并获得相对密度约99%坯体,相比之下 TiH2-Al-V(Ti-6Al-4V)粉末压坯烧结过程中没有单纯TiH2粉末压坯容易致密。
(3)烧结工艺参数对烧结致密过程有较大影响,其中烧结温度、升温速率对压坯烧结密度的影响较为显著。
(4)以 TiH2粉末和 TiH2-Al-V粉末为原料,一定工艺条件下成型、烧结脱氢,可获得典型的Ti-6Al-4V(α+β)组织,合金元素分布均匀。
[1]IVASISHIN O M ,SHEVCHENKO S V,SEMIATIN S L.Effect of crystallographic texture on the isothermal beta grain-growth kinetics of Ti-6Al-4V[J].Materials Science and Engineering,2002,332(1-2):343-350.
[2]IVASISHIN O M ,MARKOVSKY P E,SEMIATIN S L,et al.Aging response of coarse-and fine-grainedβtitanium alloys[J].Materials Science and Engineering,2005,405(25):296-305.
[3]BHOSLE V,BABURAJ E G,MIRANOVA M,et al.Dehydrogenation of TiH2[J].Materials and Engineering:A,2003,356(1-2):190-199.
[4]ZHOU L,LIU H J.Effect of 0.5wt%hydrogen addition on microstructural evolution of Ti-6Al-4Valloy in the friction stir welding and post-weld dehydrogenation process[J].Materials Characterization,2011,62(11):1036-1041.
[5]LUO L S,SU Y Q,GUO J J,et al.Formation of titanium hydride in Ti-6Al-4Valloy [J].Journal of Alloys and Compounds,2006,425(30):140-144.
[6]BOLZONI L,RUIZ-NAVAS E M,NEUBAUER E,et al.Inductive hot-pressing of titanium and titanium alloy powders[J].Materials Chemistry and Physics,2012,131(3):672-679.
[7]LIU H,HE P,FENG J C,et al.Kinetic study on nonisothermal dehydrogenation of TiH2powders[J].International Journal of Hydrogen Energy,2009,34(7):3018-3025.
[8]SHAN D B,ZONG Y Y,LU T F,et al.Microstructural evolution and formation mechanism of FCC titanium hydride in Ti-6Al-4V-xH alloys[J].Journal of Alloys and Compounds,2007,427(16):229-234.
[9]CARMAN A,ZHANG L C,IVASISHIN O M ,et al.Role of alloying elements in microstructure evolution and alloying elements behaviour during sintering of a near-titanium alloy[J].Materials Science and Engineering:A,2011,528(3):1686-1693.
[10]王桂生,田荣璋.钛的应用技术[M].长沙:中南大学出版社,2007.
[11]GEMELLI E,DE JESUS J,CAMARGO N H A,et al.Microstructural study of a titanium-based biocomposite produced by the powder metallurgy process with TiH2and nanometricβ-TCP powders[J].Materials Science and Engineering:C,2012,32(4):1011-1015.
[12]QIU J W,LIU Y,LIU Y B,et al.Microstructures and mechanical properties of titanium alloy connecting rod made by powder forging process[J].Materials and Design,2012,33:213-219.
[13]DABHADE V V ,RAMA MOHAN R T,RAMAKRISHNAN P.Synthesis of nanosized titanium powder by high energy milling[J].Applied Surface Science,2001,182(3-4):390-393.
[14]AZEVEDO C R F,RODRIGUES D,BENEDUCE NETO F.Ti-Al-V powder metallurgy(PM)via the hydrogenation-dehydrogenation(HDH)process[J].Journal of Alloys and Com-pounds,2003,353(1-2):217-227.
猜你喜欢
无机盐工业(2022年12期)2022-12-22
山东冶金(2022年4期)2022-09-14
广东建材(2022年1期)2022-01-28
山东陶瓷(2021年5期)2022-01-17
粉末冶金技术(2021年3期)2021-07-28
陶瓷学报(2021年1期)2021-04-13
中国钼业(2018年5期)2018-11-02
中成药(2018年1期)2018-02-02
系统工程与电子技术(2016年12期)2016-12-24
浙江大学学报(工学版)(2016年11期)2016-06-05
