
工件内、外浅止口直径的测量方法
2013-09-27 01:31迟涛
制造技术与机床 2013年8期
迟 涛
(天津职业技术师范大学,天津 300222)
盘类零件的止口部位,经常是起到装配、定位甚至是密封的核心作用,尺寸精度往往较高。检验人员在应对15 mm以上止口深度的工件时,可以选择外径千分尺、内测百分表、内测千分棒等通用量具进行直径测量。当被检测工件止口深度小于15 mm时,量具的测量面无法与被测工件进行接触,因此采用一般的通用量具就无法得到工件直径的实际尺寸,而在实际加工现场又必须测到精确尺寸以便及时进行刀具的修正和补偿[1]。如图1所示零件内、外止口深度尺寸均较小,针对此类零件较难检测的情况,下面介绍几种实用的测量方法。

1 专用量具测量
(1)带表止口游标卡尺、千分尺直接测量
如图2所示为带表止口游标卡尺,该量具早期属于专用定制量具,但随着加工方式的逐渐转变及浅止口类零件测量需求的逐渐加大,此类量具已经成为通用类量具的一种。由于尺上游标前方带有钟面式百分表,较好地克服了卡尺由于长期使用磨损及自身测量精度的影响,能够很好地保证测量精度。部分量具厂家也相继推出了止口千分尺专用量具,但止口游标卡尺、千分尺由于价格昂贵、量程受限、内外止口不能同时使用、使用中极易损坏等缺陷使不少用户望而却步。

(2)内、外卡钳间接测量
如图3所示为内、外带表卡钳,是专用间接测量的量具。卡钳对测量工件的内、外沟槽尺寸是十分得心应手的器具。当内、外止口没有更加合适的量具进行测量时,卡钳可以临时胜任。由于卡钳属于间接测量工具,在使用前需要与千分尺、实际合格的工件或量棒校对零位,然后再进行间接测量并读出数值。卡钳在测量时需要在移动中找到读数的最大值,当表针出现反方向转折时的读数即为最大尺寸。一般的带表卡钳测量量程为20 mm,在检测直径较小的工件时是很好的测量利器。当止口直径越大,测量时越容易影响测量的手感及很难找到最大的读数值。因此,在检测直径较大的工件止口时,卡钳虽可以使用,但并非得心应手。

(3)专用卡板
如图4所示为检测用卡板。卡板的测量原理与塞规很相近,无外乎是利用通、止的原理来检测工件合格与否。如果卡板的通端能通过工件,而止端不能通过工件,则表示工件合格。不论使用卡板的通端还是止端,都必须使卡板垂直于工件轴线,不可歪斜,否则检验结果就不准确。特别是高精度或大尺寸工件的止口更要注意,位置稍有歪斜,检验结果就会有很大出入。卡板通常都是成对出现的,但每个卡板都需要单独定做,目前市场上常用的卡板基本上都是带有标准公差带的整数尺寸。卡板在长期的使用中会出现测量面磨损的现象,因此在一定时间内,需要对卡板进行重新校对、检验,防止工件出现成批次的返修或报废。卡板属于特定尺寸的检测工具,并不能够检测其他部位以及对测量范围的调整,在检测过程中只会出现合格与不合格两种情况,极易产生残次品。所以卡板可以是检验人员的验定工具,但并不适合加工人员在生产过程中对半成品工件的检测。
2 自制专用测量工具
(1)外止口带表卡规
为了测量方便、快捷,可以自制卡规进行相对直径测量。如图5、6所示为外止口钟面、杠杆百分表卡规。其结构均由两侧的支撑板、中间可调杆桥及表头构成。制作时要保证两个支撑板底平面在同一个平面中。当外止口的高度在5~10 mm的范围时,可以选择钟面百分表卡规,但需要表头适当倾斜一定的角度,防止与底平面发生剐蹭。当止口的高度小于5 mm时,就只能选择杠杆百分表作为测量的工具了。测量前调整好可调杆桥的长度,保证表头在合理的测量范围。首先将被测目标尺寸的合格样件作为校对的依据,并以此调整好表的零位。测量时将表头另一侧的支撑板内板面与止口外圆贴紧并以接触点为测量、滑动的圆心基点,轻微施加向下的压力并滑动表头侧,使卡规以右侧接触点为圆心在工件表面做圆弧滑动。当表针转折并出现反向旋转迹象时,此点即为外止口的实际直径尺寸。外止口杠杆百分表卡规使用的方法与钟面百分表卡规基本一致,但由于杠杆百分表的测量范围仅在1 mm左右且抗振能力较差,因此在校对零位、调整测量长度以及使用过程中都要倍加小心。

(2)内止口带表卡规
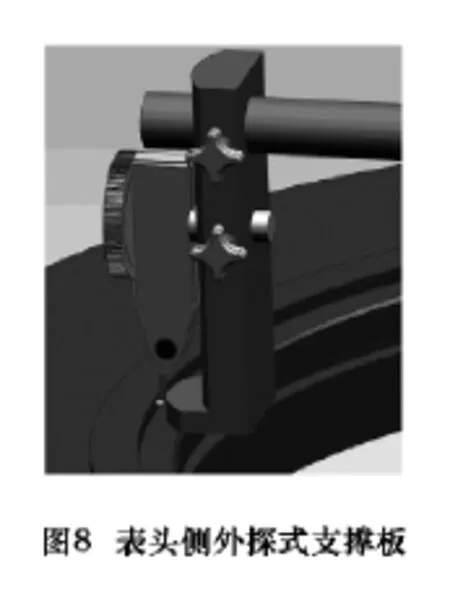
如图7所示为内止口杠杆百分表卡规,内止口卡规的测量方法与外止口测量方法完全相同,但内止口不像外止口可以利用较大的零件平面来滑动、支撑。由于受到空间的限制,故采用体积比较小的杠杆百分表作为相对示值显示的对象。在测量时往往台阶底面较小且表头向外探出的影响,占用了支撑板的空间位置,无法顺利与工件接触完成滑动直径测量。因此在制作表头一侧支撑板时要充分考虑接触面过小等问题。如图8所示为外探式滑动支撑板,可以很好地解决支撑、滑动及表头安装的问题。使用中要注意,由于接触面积较小并不能施加过大的向下压力,测量者要两手同时扶持两个测量板,防止外力过大使卡规变形影响测量精度。


3 测量方法的功效对比
以上笔者介绍了4种检测深度较浅止口直径的方法。带表止口游标卡尺测量精度较好、测量范围广,但只能够检测外止口直径,价格较高;内、外带表卡钳测量结果直观、操作简便,量程较小,测量止口直径存在不稳定的现象;卡板是成品检测的极佳验具,但无法满足加工现场半成品检测的需求。
动手自制带表卡规为加工企业提供了一个测量浅止口直径的既投入少又效果好的测量方法。卡规具有以下优点:(1)根据浅止口结构的尺寸要求,通过改变测头的测量位置,可实现不同尺寸要求的浅止口直径的测量[1]。(2)操作简单,使用方便,能根据半成品的加工尺寸及时调整刀具的补偿,保证最终零件的尺寸精度。(3)可以选择较轻便的铝合金材料制作卡规,大大减轻了检具的重量。
4 结语
在实际生产中,各类较浅止口盘类工件纷繁复杂,需要从业人员细心研究,自制出适合工件检测的带表卡规。
[1]丁霖.浅止口直径测量方法[J].机械工程师,2009(7):54.
猜你喜欢
农业工程与装备(2020年2期)2021-01-21
物流技术与应用(2020年3期)2020-03-27
制造技术与机床(2019年8期)2019-09-03
科技与创新(2018年19期)2018-10-13
科技视界(2018年8期)2018-06-08
中国科技纵横(2017年22期)2018-01-04
制造技术与机床(2017年9期)2017-11-27
农机使用与维修(2017年11期)2017-11-21
职业·下旬(2016年11期)2017-02-21
职业·下旬(2016年11期)2017-02-21
