大型发电机组4种典型密封瓦检修的探讨
2013-10-08 07:28王永刚张宇飞
浙江电力 2013年9期
王永刚,张宇飞
(浙能镇海发电有限责任公司,浙江 宁波 315208)
现代大型发电机组定子内部通常采用氢气冷却方式,具有通风损耗小,冷却效率高的优点。但氢气渗透性强,易扩散,且具有易燃易爆特性,当氢气在空气中的体积浓度达到4.0%~74.2%时,极易产生爆炸。
氢冷型发电机组采用油密封瓦,将发电机定子内部与外界大气分隔,阻止机内氢气外泄或外部空气进入发电机内部,防止氢气与空气混合而发生火灾或爆炸事故,确保了氢气循环的正常进行,使发电机获得良好的冷却效果。油密封瓦是氢气密封系统的关键部件,在运行中又易磨损,正确的检修方式显得优为重要。
1 密封瓦的主要结构
1.1 密封瓦的分类
1 000 MW及以下氢冷机组发电机密封瓦一般采用环形结构,套于发电机转子汽侧及励侧轴颈上,置于密封瓦套(支座)内。按照环式密封瓦结构的不同,可分为单环式及双环式。按照密封油供油系统的不同,又可分为单流式及双流式,双流式即密封油进油分为氢侧进油和空侧进油两个独立的油路,按结构的分类见表1。密封瓦材料有碳钢基体浇注巴氏合金、铜基体浇注巴氏合金和铜合金等。
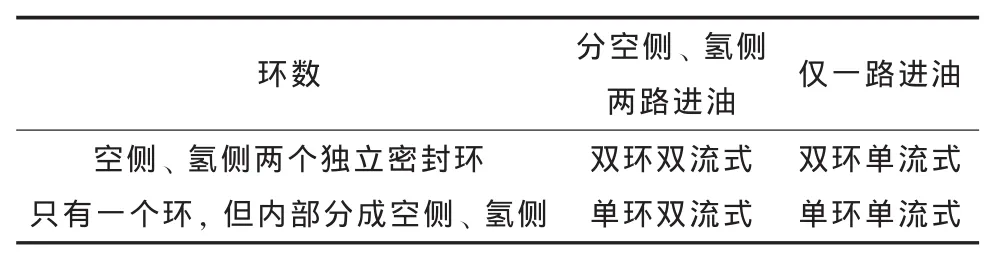
表1 密封瓦按结构的分类
不同类型密封瓦的磨损部位、检修方式等存在着较大的区别。由于密封瓦在安全上的重要性,对密封瓦的质量要求及检修标准也非常高。当密封瓦的磨损变形量过大时,会产生氢气泄漏、系统补氢量增加、碰磨致振动变大、轴颈磨损加剧、密封油量增加等各种影响机组安全稳定运行的隐患。
1.2 双环双流式
如图1所示为上海电机厂QSFN-300-2及QSFN-600-2型发机应用的双环双流式密封瓦。基体材料为铜,与轴接触的内圈浇注2~3 mm厚度巴氏合金。密封瓦分空、氢侧各上下两半,在水平中分面处,上下两半各用2个轴向圆柱短销连接成整环(由于基体较薄,无法采用水平中分面定位螺栓连接)。密封瓦径向间隙0.23~0.28 mm,轴向间隙0.31~0.38 mm。
解体时,先取出空、氢侧上半的各二枚定位销,取出上半密封瓦,然后顺着发电机轴颈翻出下半密封瓦。由于密封瓦基体较薄,且衬有钨金,在下半处侧面设置的防转装置还能承担密封瓦一部分重量,因此对轴颈的磨损程度较轻。
对几个该种类型密封瓦检修中发现,机组运行后密封瓦的钨金磨损量较大,造成密封瓦径向间隙超标,且由于铜的基体较薄易变形,容易使密封瓦内径成椭圆或不规则多边形。
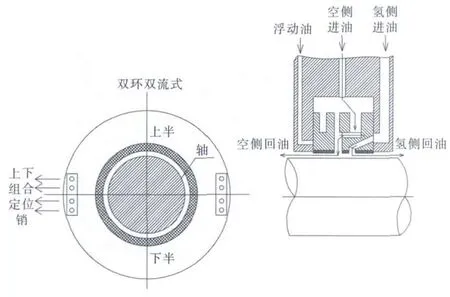
图1 双环双流式密封瓦
1.3 双环单流式
图2所示为东方电机厂QFSN-600-2-22C型发电机组采用的双环单流式密封瓦。空、氢侧各有4块铜合金材料的四分之一环,组合而成一个整环。每2个四分之一环之间径向接触面须进行精细研磨,保证此处密封良好。上下半空、氢侧密封瓦各装于上下密封瓦支座内,组合后分别用长弹簧进行弹性固定,而不用将密封瓦预先套装于轴颈上。密封瓦径向间隙控制在0.17~0.20 mm,轴向依靠弹簧力使空氢侧密封瓦接触面与支座自然贴合,故无轴向间隙要求。

图2 双环单流式密封瓦
密封瓦正常确安装后,与轴颈基本无接触,密封油流从空、氢密封瓦块中间的间隙流入(弹簧处),在轴颈上分开成空侧及氢侧2股回油油流,并向密封瓦块上的轴向小孔提供瓦块浮动油。由于密封油系统只提供一路密封油,因此密封油系统也得到了较大的简化。
1.4 单环双流式
图3为北京电机厂QSFN-220-2型发电机使用的单环双流式密封瓦。基体材料为碳钢,内环浇注钨金。在一个整体的碳钢环上开孔和开槽,将其区分为空侧及氢侧。密封瓦分为上下两半,在左右中分面各用1枚定位螺栓进行连接。密封瓦径向间隙0.15~0.25 mm,轴向间隙0.14~0.20 mm。
由于密封瓦厚度较大,在拆装时非常容易与轴产生卡涩现象。而且在设备解体中经常发现密封瓦钨金及轴颈均有较为严重的磨损情况。这是由于采用单环式且厚度较大,密封瓦整体较重,安装后密封瓦是悬挂在轴颈上,在发电机转子高速旋转中,虽然接触面内有密封油,但是上部轴颈不可避免地会与密封瓦经常性的磨擦,致使钨金面及轴颈产生磨损,甚至出现钨金与基体脱胎或裂纹现象。
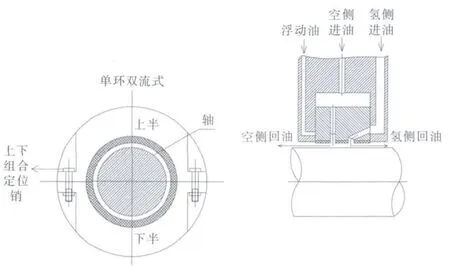
图3 单环双流式密封瓦
1.5 单环单流式
图4为上海电气THDF-125/67型发电机组(1 000 MW)的密封瓦结构。单流单环式密封瓦由上下2半不锈钢环浇注巴氏合金组成,具有结构简单、磨损小的特点,密封瓦的空侧供有浮动油,以确保轴向自由移动。由1个轴向分离式密封瓦支座控制轴向位置,防止密封瓦发生变形和弯曲。密封瓦在径向可以相对自由浮动,周向设有防转销,使其不会旋转,并能承担部分重量。密封瓦支座周向用螺栓固定在端盖上,且与端盖绝缘,防止轴电流通过。密封油泵通过1个压差阀以高于轴密封处氢气0.07~0.1 MPa的压力提供密封油。

图4 单环单流式密封瓦
2 密封瓦的检修
2.1 双环双流式
这种密封瓦的检修拆装及间隙调整均较为复杂。当径向间隙偏大时,有2种方法可以调整间隙。一是对钨金进行重新浇注后修刮到标准要求,二是对上下密封瓦中分面进行修刮,使密封间隙小于标准值0.05~0.15 mm,然后重新配做定位销,再反复少量修刮钨金面直到间隙达到标准要求。
在铜的基体上补焊钨金有较大难度,焊接工艺较为复杂且无法保证焊接质量。而修刮中分面后配作定位销的方法,对检修工的操作技能要求非常高,而且所需工作时间长,对检修工期也有一定影响。
重新配做定位销可以在原位置进行扩孔铰孔,也可以在另外位置重新定位,但2种方法都会降低基体的强度,且一般只能进行一次调整,在下一回需要调整间隙时已没有位置可供重新配制定位销,即意味着必须进行补焊钨金或者整体更换处理。
在调整间隙时,一般将密封瓦径向间隙控制在要求的下限,这样,在一个大修周期内,密封瓦钨金正常磨损后,间隙值趋于上限,只需稍作修刮还能继续使用。
2.2 双环单流式
密封瓦检修时一般在假轴盘上进行(图5)。将4块密封瓦置于假轴盘上进行组合,外部用弹性圈固定或刚性固定,用塞尺或百分表测量与假轴的间隙。调整时,通过研磨相邻瓦块之间的接触面可以减小间隙值,修刮瓦块与轴的接触面可以增大间隙值。检修方法较为简单,而检修的难点在于如何控制相邻瓦块接触面各自的垂直度和瓦块间的错位,在没有专用工器具及夹具的情况下,主要靠检修人员的工作经验和采用多次测量、少量修刮的方法进行。

图5 利用假轴盘修刮调整双环单流式密封瓦间隙
这种形式的密封瓦只要基体不产生裂纹等重大缺陷,一般可长期使用而不用更换新瓦,只需每次检修时修刮瓦块,调整间隙值,并复测弹簧的变形量,伸长变形超标时需更换。
2.3 单环双流式
检修时一般采取对钨金面重新浇注后修刮的方法来调整间隙。浇注后对钨金面进行粗加工,将上下瓦组装于发电机轴颈(或假轴)上,测量间隙值,做好记号后取出对钨金面进行修刮,使其达到标准要求。也可采用修刮中分面调整的方法,但由于需要修刮的中分面面积较大,修刮时间长且难以保证中分面的平直度,一般不采用这种方法。
2.4 单环单流式
单环单流式密封瓦在运行中的磨损非常小,在一个大修期内,通常不需要进行修刮或调整,但零部件的拆装却较复杂。由于操作空间狭小,在解体密封瓦时,必须装上抬轴架把发电机径向轴瓦的下瓦翻出,并用抬轴架支撑好转子在工作位置才能有空间来解除密封瓦支座的轴向螺栓,沿轴颈向外移出整圈支座并逆时针转动约30°,使其中分面至水平位置,用2枚较长螺栓将支座下半与机体暂时连接,这样当中分面螺栓松开后下半支座不会坠落。用专用工具吊出上半支座,再用可旋转的专用工具把下半支座连接后旋转180°,将下半支座转到上部用起吊专用工具吊出。
支座解体后,将密封瓦沿轴颈移出100 mm左右,用专用四爪扳手拆开中分面的螺栓,可分别取出两半密封瓦。为减小密封瓦轴向磨损及密封油损耗量,单环单流式密封瓦侧面开有用于密封的凹槽,采用聚四氟乙烯密封圈密封。该密封瓦径向间隙过大时,一般采用重新浇注钨金后修刮的方法进行调整。轴向由于采用了密封圈密封,磨损仅发生在密封圈上,若轴向间隙变化或密封圈老化失效,更换新的密封圈即可。
4种密封瓦的检修比较见表2。
3 结语
综上所述,通过对几种密封瓦的比较可以看出:双环双流式具有精度高,可靠性好的特点,但是维修工作复杂,维修操作技能要求高;单环双流式属于较早期的产品设计,结构虽然简单,但对设备的可靠性和检修作业也会带来一定影响,在大型机组中较少采用;单环单流式结构简单不易磨损,但安装工艺复杂,对维护人员操作水平要求较高。双环单流式具有结构简单、检修方便、磨损量少和不易变形的优点,密封瓦可长期使用而不用更换,经济性较好而且简化了密封油系统,为机组的稳定、安全运行提供了更好的保障。

表2 密封瓦检修比较
[1]胡君,史润琴,赵建枫.运输、贮存和使用氢气如何防火防爆[J].科技资讯,2008(28):109.
[2]杨永德,蔡延豪.氢冷发电机密封瓦安装及发电机进油分析[J].青海电力,2008(S1):10-12.
猜你喜欢
安徽农学通报(2022年8期)2022-05-06
检验医学(2022年3期)2022-05-05
食品研究与开发(2022年1期)2022-01-24
水产学杂志(2021年4期)2021-10-18
计算机时代(2021年9期)2021-10-08
中国环保产业(2017年11期)2017-11-29
家用汽车(2016年12期)2017-02-09
船海工程(2015年2期)2015-05-25
中国医疗美容(2015年5期)2015-02-03
科技传播(2013年23期)2013-08-15