840D数控系统在ZZC转子车床中的应用
2013-10-11 03:12周玉秀牛焕杰
哈尔滨轴承 2013年4期
周玉秀,牛焕杰
(1.哈尔滨华悦控制技术有限公司,黑龙江 哈尔滨 150080;2.哈尔滨泰来轴承有限公司,黑龙江 哈尔滨 150036)
1 前言
ZZC转子车床是一种老式的加工机床,其电气部分原采用西门子802C模拟控制系统,使系统离散,最多只可控制三个模拟进给轴和一个模拟主轴,且可靠性和加工精度不高,主要应用于低端车床和铣床中。为了适应经济的高速发展和科技水平的日益提高,决定采用采用西门子840D数控系统对该机床电气部分进行改造,使之具有数字化、模块化特点,操作灵活、可靠,各种补偿功能丰富,以提高机床加工精度。
2 840D数控系统的特点
西门子840D是90年代后期的全数字化高度开放式数控系统,它与以往数控系统的不同点是数控与驱动的接口信号完全数字量的,它的人机界面建立在FlexOs基础上,更易操作,更易掌握,软件内容更加丰富。它具有高度模块化及规范化的结构,将CNC和驱动控制集成在一块集成电路板上,便于编程、操作和监控。840D的计算机化、驱动的模块化和驱动接口的数字化,代表着当今数控的发展方向。840D系统的MMC103与西门子611D伺服驱动模块及西门子S7-300PLC模块构成的全数字数控系统,应用于众多数控加工领域,能实现钻、车、铣、磨等数控功能。
3 电气控制系统硬件设计
3.1 模块选型
操作部分硬件840D系统的MMC103提供有标准的PC软件、硬盘、奔腾处理器,用户可在W indow98/2000下开发自定义的界面。此外,2个通用接口RS-232可使主机与外设进行通信,用户还可通过磁盘驱动器接口和打印机并行接口完成程序存储、读入及打印工作;通过PLC编程集成S7-300,PLC程序和数据内存可扩展到288KB,I/O模块可扩展到2048个输入/输出点,PLC程序可以极高的采样速率监视数字输入,向数控机床数控单元NCU发送运动停止/启动命令;611D伺服驱动模块驱动主轴电机及X、Y、Z、B轴等进给电机(最多可控制31个轴)。本数控车床改造主要由MS电源模块、NCU数控单元模块、611D伺服模块和1FT6系列伺服电机组成驱动部分;S7300PLC可编程控制器、MCP机床控制面板和OP操作面板组成控制操作部分。
3.2 数控车床控制系统图(图1)
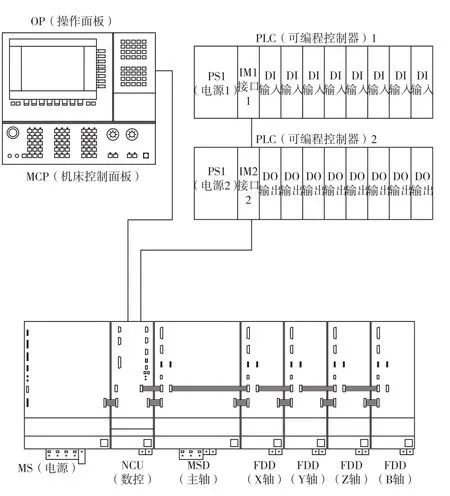
图1 数控车床控制系统方块图
3.3 系统配置
SINUMER IK 840D是由人机交换界面(MMC)、数控及驱动单元(NCU)和可编程序控制器(PLC)三部分模块组成。
3.3.1 人机交换界面(MMC)
由 MMC103(实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱。)、OP(Operation panel)显示器单元和MCP(Machine Control Panel)机床操作面板三部分组成,它们负责NC数据的输入和显示。
3.3.2 数控及驱动单元(NCU)
包括NC单元执行数字驱动和数字伺服;FFD驱动模块单元排列在右侧;运动控制的执行部分由611D伺服驱动和1FT6电机两部分组成,SINUMERIK840D配置的数字驱动、数字伺服均通过NCU 完成。
3.3.3 可编程序控制器(PLC)
采用S7-300可编程序控制器,包括输入模块和输出模块,所有机床控制程序以T形图形式集成在PLC中。
3.4 模块之间通讯方式
SINUMERIK840D应用了MPI(Multiple Point Interface)总线技术,将数控及驱动单元NCU、MMC和PLC模块三部分用设备总线互相连接起来,传输速率为187.5kb/s;为提高人机交互的效率,OP单元作为这个总线构成的网络中的一个节点,又增加OPI(Operator PanelInterface)总线,它的传输速率为1.5Mb/s。
4 控制系统软件设计
4.1 程序初始化
CALL FC2
CALL FC19
BAAGNO:=B#16#1
CHANNO:=B#16#1
SPINDLE IFNO:=B#16#5
FEEDHOLD:=B21.DBX6.0
SPINDLEHOLD:=DB3X.DBX4.3
4.2 控制方式

图2 数控车床程序T形图(部分)
操作方式主要有AUTOMAIC(自动)、JOG(手动)、TEACH IN(交互式程序编制)、MDA(手动过程数据输入)。可根据用户程序进行轮廓的冲突检测、刀具半径补偿的接近和退出及交点计算、刀具长度补偿、螺距误差补偿和测量系统误差补偿、反向间隙补偿、过象限误差补偿等。安全保护功能数控系统可通过预先设置软极限开关的方法,进行工作区域的限制,当超程时可以触发程序进行减速,对主轴的运行还可以进行监控。NC编程符合DIN66025标准,具有高级语言编程特色的程序编辑器,可进行公制、英制尺寸或混和尺寸的编程,程序编程与加工可同时进行,系统具备1.5兆字节的用户内存,用于零件程序、刀具偏置和补偿的存储。此外,2个通用接口RS-232可使主机与外设进行通信,用户还可通过磁盘驱动器接口和打印机并行接口完成程序存储、读入及打印工作。数据通信部分 840D系统配有RS232/TTY通用操作员接口,加工过程中可同时通过通用接口进行数据输入/输出。此外,用PCIN软件还可以进行串行数据通讯,通过RS-232接口可方便地使840D与西门子编程器或普通的个人电脑连接起来,进行加工程序、PLC程序、加工参数等各种信息的双向通讯。
4.3 程序T形图
数控车床程序T形图见图2 所示。
5 结束语
改造后的机床车削精度高,可靠性好,抗干扰能力强,操作方便。通过修改R参数及NC程序,其插补功能有样条插补、三阶多项式插补、控制值互联和曲线表插补,这些功能为加工各类曲线曲面类零件提供了便利条件。此外还具备进给轴和主轴同步操作的功能,从而降低了成本,具有很高的经济价值。可以预见,840D数控系统在机床改造领域的应用将越来越广泛,越来越完美。
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13
制造技术与机床(2019年12期)2020-01-06
能源(2017年7期)2018-01-19
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2015年10期)2015-04-09
装备机械(2015年1期)2015-02-28