
矿热炉节电控制在线数学模型解析
2013-10-17 02:51焦克新
无机盐工业 2013年3期
罗 凡 ,陈 杰 ,金 鑫 ,吴 伟 ,焦克新
(1.甘肃省电力公司,甘肃兰州 730050;2.许继电气股份有限公司;3.北京科技大学冶金与生态工程学院)
电石生产是高耗能、消耗资源型行业,其中电力消耗占生产成本的2/3以上。在国家节能减排政策的号召下,电石行业面临着极大的挑战[1-4]。电炉熔炼法生产电石是将生石灰与碳材置于高温电石炉内进行熔炼[5],密闭黑箱操作使得电石炉冶炼只能通过PLC(可编程控制器)传出的电信号进行判断控制,而对电石炉内发生的复杂的物理化学变化没有明确的定量分析,以往的电石炉物料平衡和能量平衡计算都是基于一段时间内生产数据的统计[6-7],不能给出实时生产数据,对连续化电石生产指导意义不大。另外,在电石生产过程中,出炉操作十分重要,正确掌握出炉时间间隔以及出炉量,是保证稳定生产操作的条件。目前电石炉应该多长时间出炉一次都是按经验进行的,没有肯定的数据,电石生产仍建立在以经验为指导的定性操作,粗放式的生产必然导致高能耗、高污染、高劳动强度。因而,加强对电石炉实时生产及出炉操作的控制,实现电石炉生产的精细化操作很有必要。
1 动态物料平衡解析
1.1 基本原始数据
物料平衡计算项目包括收入项(石灰、碳材、电极糊、电极壳、漏入空气)和支出项(电石液、煤气、煤气粉尘)。基本原始数据包括物料的化学成分及现场通过PLC采集的动态实时数据。
1)物料化学成分:石灰、碳材、电极糊、煤气粉尘化学成分见表1。
2)动态实时数据:①下料速率。石灰和碳材按照一定配比通过上料系统进入到环形给料机,由重力传感器实时监测料仓下料量,采用弹性敏感元件制成的储能弹簧来驱动电触点,完成从重力变化到电信号的转换。单位时间内的下料量即为下料速率。下料速率随时间在不断的变化,根据现场数据取平均下料速率为155 kg/min。②煤气流量。随着电石冶炼的进行,煤气源源不断地从电石炉的坩埚区穿过料层流入到煤气管道,其流量由煤气流量计检测,根据现场数据取平均煤气流量为40 m3/min。③煤气中O2含量。煤气中O2含量由气体在线分析仪检测,在密闭电石炉生产中O2体积分数一般控制在0.3%以下,根据现场数据取平均值,即 φ(O2)=0.2%。
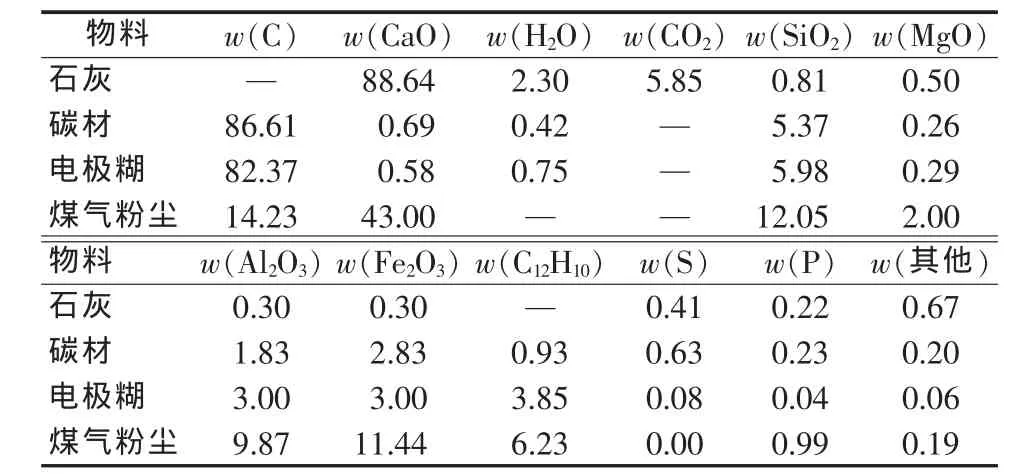
表1 石灰、碳材、电极糊、煤气粉尘化学成分 %
1.2 配料计算
1.2.1 物理化学反应分析
在电石炉内下降的物料不断参与物理化学反应,同时采集的动态实时数据也在不断地变化。为方便计算,以生产10 min时的数据为节点进行计算。
在电石冶炼过程中炉料区发生的反应有CO燃烧反应、生烧石灰分解、水煤气反应、挥发分分解、水分挥发等。其主要元素的走向如表2所示。
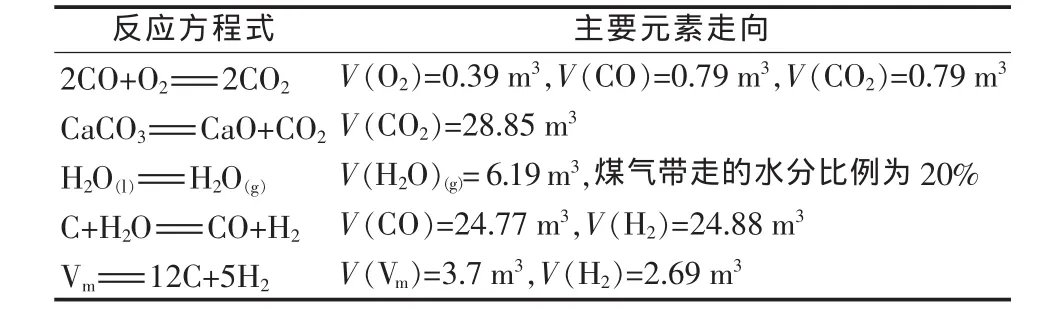
表2 电石冶炼过程炉料区物理化学反应分析
1.2.2 原料带入杂质的还原反应
原料带入的杂质对电石生产是十分有害的。当炉料在电石炉内反应生成CaC2的同时,各种杂质也进行着下列反应:
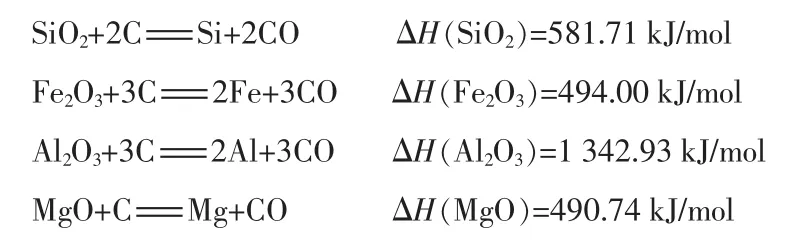
实践证明杂质的还原率与电石的发气量有一定关系,电石发气量越高杂质还原率越高,见图1。根据生产实际,为实现利润最大化电石发气量需满足一定要求。设企业预定电石发气量为290L/kg,则电石液中CaC2含量需维持在某一特定范围,因而从图1可得出各杂质还原率:MgO,90% ;Al2O3,8% ;SiO2,40%;Fe2O3,50%。则杂质发生的化学反应见表3。
图1 还原率与电石发气量的关系
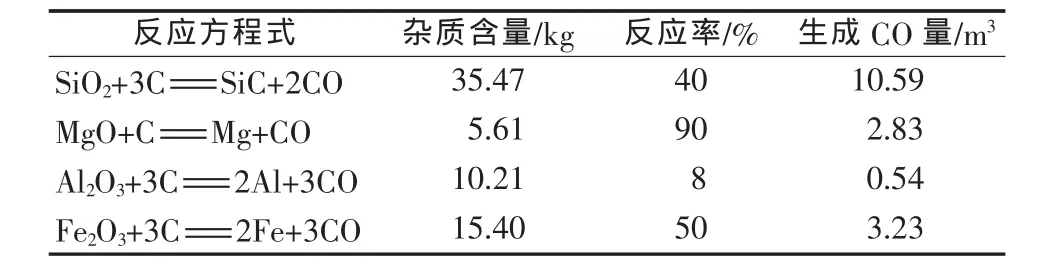
表3 原料带入杂质发生化学反应分析
由图1可知,MgO在熔融区迅速还原成金属镁,还原率达80%以上,然而上升的镁蒸气一部分与CO反应生成MgO和C,另一部分与O2反应重新生成MgO。故从全炉物料平衡角度出发,MgO净还原率为零,一部分随煤气带走,一部分随电石液带走。
1.2.3 煤气化学成分计算
对于电石炉,冶炼煤气主要成分为CO,伴随副反应发生也含有少量 H2、CO2、N2、O2、H2O 等。根据质量守恒原理,煤气化学成分及含量计算结果见表4。
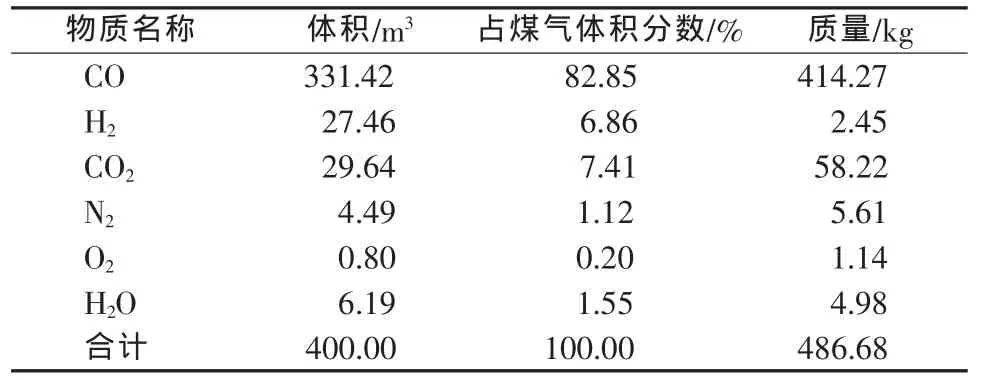
表4 煤气化学成分及含量
1.2.4 电石液化学成分计算
煤气中的CO来源于电石的生成反应和电石炉内因各种杂质的带入而发生的副反应生成之和,故可计算出发生电石生成反应产生的CO量。电石生成反应(CaO+3C=CaC2+CO)的物料情况:消耗CaO 732.69 kg,消耗 C 471.01 kg,生成 CaC2837.36 kg。
根据质量守恒,电石液的质量为原料质量总和与煤气、煤气粉尘的差值。而煤气粉尘随着煤气的排出而带走。通过统计实际生产数据显示,煤气粉尘量约为煤气体积的10%。则根据各元素平衡可求得电石液的成分及含量,如表5所示。
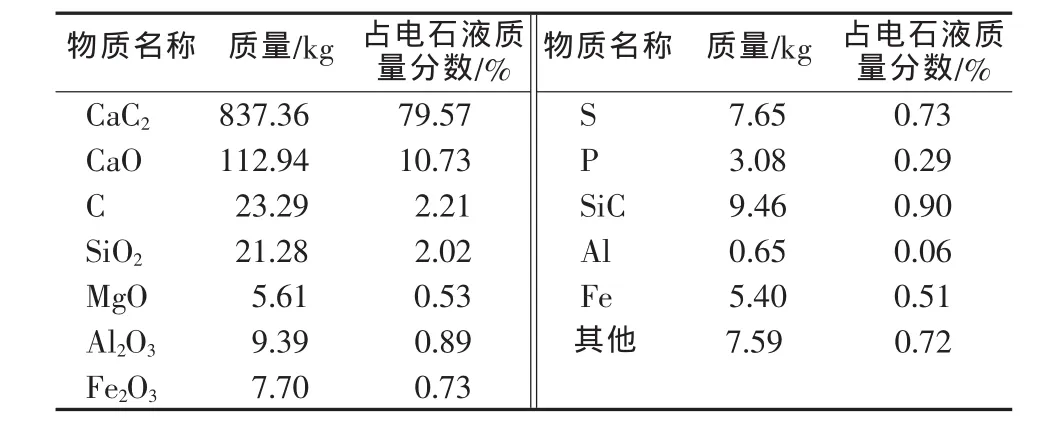
表5 电石液成分及含量
1.3 物料平衡表的编制(见表6)
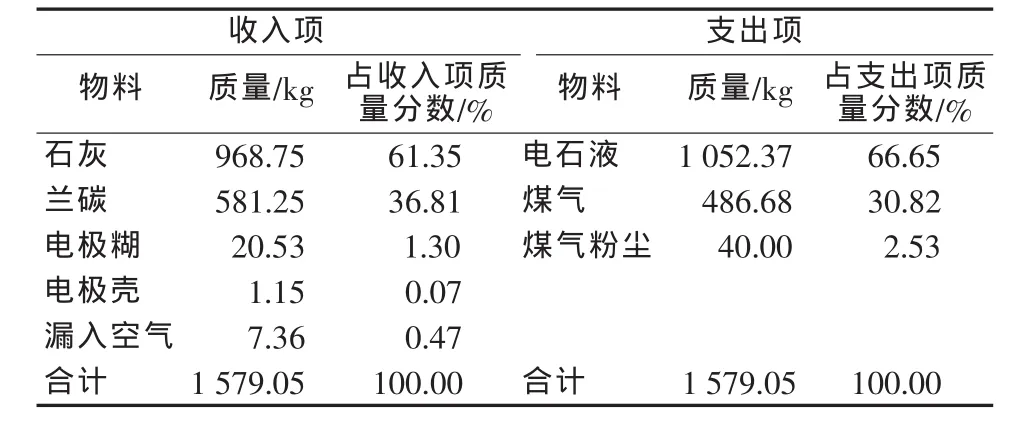
表6 电石冶炼10 min时物料平衡表
2 动态热量平衡解析
2.1 动态实时数据采集
电石炉冶炼是电热过程,可认为所需的能量均由电能提供,碳材只作为还原剂。电能提供的能量去向可由以下4部分组成,即:电石生成主反应消耗的热量、原料带入的杂质发生副反应消耗的热量、电石液及煤气等带走的显热、冶炼过程中的热量损失。动态实时数据包括电石液温度、煤气温度、冷却水流量及温度、炉壁温度、有功功率。
1)电石液温度。电石熔点随电石中CaC2含量的改变而改变,其关系见图2。由图2可知,纯CaC2熔点为2300℃;CaC2质量分数在80%时其熔点为2000℃;CaC2质量分数在 69%时熔点最低,为1750℃,从而得出电石液温度y与CaC2质量分数x关系y=2272.7x+181.82。电石液中CaC2含量可由动态物料平衡实时计算得出,在冶炼10 min时CaC2质量分数为79.57%。考虑电石液过热,取电石液温度为2000℃。
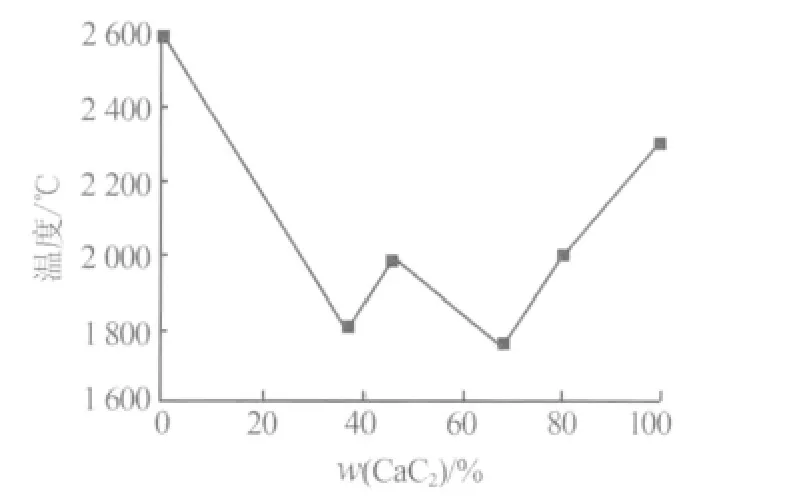
图2 电石熔点与CaC2含量关系
2)煤气温度。煤气温度由炉顶温度传感器实时采集,根据现场生产数据,设炉顶煤气温度为600℃。
3)冷却水流量及温度。电石炉炉盖、炉体、炉底以及接触元件等设备的冷却主要由冷却水带走热量,冷却水流量和温度可分别通过水流量计、温度传感器实时采集。设冷却水流量为1.3 m3/min,冷却水温度为45℃。
4)炉壁温度。电石炉通过炉壁以对流散热和辐射散热形式与环境进行热量交换。设炉壁平均温度为200℃,环境温度为25℃。其中炉壁温度由温度传感器实时读取,环境温度由温度计实时显示。
5)有功功率。在电石炉正常生产中,有功功率一般维持在20 MW。取现场生产数据,P有功=19.80 MW。
2.2 热量消耗计算
1)动力用电量。在电石生产过程中,除主体电石炉消耗热量外,其他诸如破碎、筛分、照明等设备也需消耗一定的能量,这部分能量记为动力用电量。根据现场实际数据,每吨电石约消耗动力用电量70.00 kW·h。
2)电石生产主反应耗热。电石生成反应是强烈的吸热反应,反应方程式如下:

上述CaC2生成反应吸热是在常温下计算的,而电石生产是在高温条件下进行,CaC2与CaO共熔,故CaC2相变热为:

3)原料杂质发生的副反应耗热。电石炉中有许多副反应存在,这些副反应大多是强吸热反应[8],其主要反应吸、放热情况如表7所示。除发生的副反应,电石炉内也进行着复杂的造渣反应。根据生产经验,每吨电石液造渣约放出热量19 kW·h。
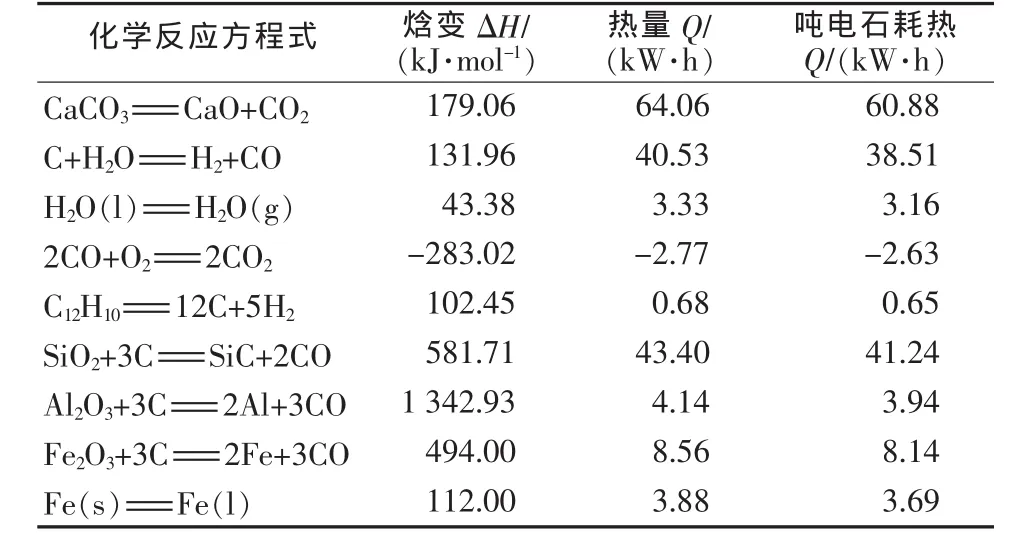
表7 化学反应吸放热计算
4)物料带走的显热。电石液成分及含量由物料平衡计算得出,根据各物质的比热容可计算出电石液的平均比热容为1.15 kJ/(mol·K)。进而得出电石液的显热,同理可计算出煤气带走的热量和煤气粉尘带走的热量。
5)热量损失。热量损失主要由冷却水带走的热量、炉壁辐射散热量、对流散热量和电气损失计算得出。辐射散热相关参数:系统黑度为0.58,系统角系数为0.90,黑体辐射系数为0.35,电石炉高度为3.00m,炉膛直径为7.50 m。对流散热相关参数:运动黏度为0.0000215 m2/s,导热系数为 0.03126 W/(m·K),普兰特常数为0.693,重力加速度为9.8 m/s2。电气损失主要包括变压器、短网等设备消耗的热量,电流越大消耗的热量越多,根据生产经验电气损失一般占生产用电量的5%。
2.3 热量平衡表的编制(见表8)
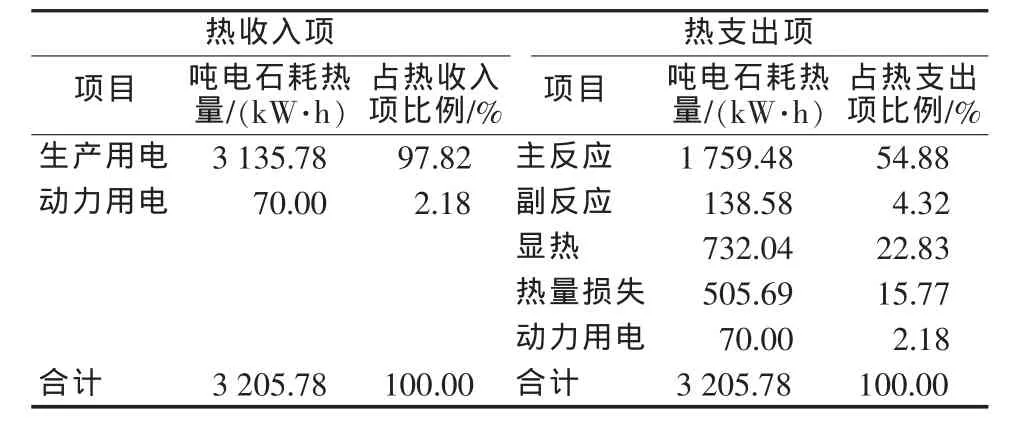
表8 热量平衡收支表
3 分析讨论
3.1 电石生产的定量化在线预测
在动态物料平衡和热量平衡计算的指导下,通过采集现场实时生产数据,可以实现电石生产的定量化在线预测,从而给出电石液成分及电石发气量、电石产量、煤气热值、能量利用率等,并通过预测数据实现对电石出炉操作的优化控制。
1)电石液发气量预测。根据生产经验,电石液中CaC2的含量与电石发气量有一定关系,通过回归分析得出其关系式:
式中:y为电石发气量;x为电石液CaC2质量分数。通过平衡计算,可以实时得出电石液CaC2含量,以10 min时生产数据为例,电石发气量为296.13 L/kg。
2)电石液产量预测。电石生产在不间断地进行,随着电量的变化和电极的消耗电石的生成速率也在不断地变化。通过平衡计算可以得出电石液生成量与时间的关系,从而对电石生产进行指导,对电石液的排放进行管理。以10 min时的生产数据为例,电石液的产量为1052.37 kg。
3)煤气热值预测。在物料平衡计算中可以给出煤气成分及含量,如表4所示,从而计算出煤气热值。以10 min时的生产数据为例,电石炉煤气热值为1.33 GJ,从而为煤气的合理化利用提供指导。
3.2 评价原料优劣指标
电石生产所用的石灰和碳材会带入一定量杂质,对于入炉料质量,企业会对单种物料进行检测,但缺乏对混合料的评价。通过热量平衡计算可知,原料带入杂质发生副反应消耗的热量随入炉料质量的降低而增加,故根据副反应消耗的热量可评价原料的优劣情况。
3.3 能量利用分析
以上述计算数据为例,生产发气量为293.27 L/kg的电石液,电石生成反应的耗电量为1603.74 kW·h,而实际耗电量为3205.78 kW·h,则能量利用率η=(1603.74/3205.78)×100%=50.03%。电石生产中,以节约电耗来降低生产成本空间巨大。为提高能量利用率,现分析能量走向。根据热量平衡计算可知,物料带走显热占22.83%,能量损失率为15.77%,则可从减少显热消耗和热量损失入手节能降耗。具体措施:1)控制电极插入深度,在一定电石发气量要求下给定适宜电压档位,防止电极插入过深;2)使用电阻率较大的原料,降低出炉煤气温度;3)寻求适当方式对电石液显热、煤气显热进行合理化利用;4)提高入炉料品位,减少杂质带入;5)从电气设备、电石炉保温材料入手,寻求降低能耗的途径。
3.4 优化电石液排放
基于动态物料平衡和能量平衡数学模型,建立起电石液产量与时间的关系,推导出电石液生成速率,计算预测电石液开始排放时间和电石液停止排放时间,从而控制电石液的排放周期和电石液的数量,优化电石液排放管理。
预测开始排放时间:T开始=T0+(2/3)(T′/m′)m
预测停止排放时间:T停止=T0+(T′/m′)m
式中:T0为上一炉次停止时间;T′为电石生产时间;m′为电石生产时间内的电石液产量;m为电石生产的预定产量。以10 min时的生产数据计算,当前炉次在生产44.34 min时开始排液,在生产66.51 min时停止排液,即电石冶炼周期为66.51 min。
4 结语
电石属于高耗能产品,在资源、能源日趋紧张,电石生产成本与日俱增的情况下,努力降低电石生产电耗对节约能源、提高企业经济效益都有极其重要的意义。通过物料平衡和热量平衡解析,对电石炉内发生的物理化学变化进行定量化,从而透视电石炉内的物料和能量走向,为实际生产提供指导,为节能降耗寻求途径:1)建立了矿热炉在线节电控制数学模型,定量化电石炉内物质流和能量流动态;2)回归得出电石液温度、电石液发气量随电石CaC2含量的变化关系式,实现电石炉生产实时发气量、产量、煤气热值的预测,从而对电石生产提供指导;3)实时预测电石液开始排放时间、停止排放时间,从而控制电石液出炉操作,对电石生产实现优化管理。
[1]付拥军.中型电石炉节能降耗的探讨和建议[J].河南化工,2010,27(8):94-95.
[2]Zhang Yu.Development trends and challenges in China′s calcium carbide industry[J].China Chemical Reporter,2011,22(24):13.
[3]Sun Weishan.Calcium carbide:dancing with energy saving[J].China Chemical Reporter,2011,22(6):18.
[4]Liu Xiaoyu,Zhu Bing,Zhou Wenji,et al.CO2emissions in calcium carbide industry:an analysis of China′s mitigation potential[J].Int.J.Greenh.Gas Con.,2011,5(5):1240-1249.
[5]熊谟远.电石生产工艺学[M].成都:成都科技大学出版社,1988:233-263.
[6]杨海宁.电石生产中的节能措施[J].化学工业,2008,26(5):32-34.
[7]唐维成.电石生产中的节能技术[J].节能技术,1999,17(1):38-39.
[8]张家芸.冶金物理化学[M].北京:冶金工业出版社,2004.
猜你喜欢
环球时报(2023-02-09)2023-02-09
山东冶金(2022年4期)2022-09-14
上海节能(2020年3期)2020-04-13
西南石油大学学报(自然科学版)(2019年5期)2019-12-20
意林·全彩Color(2019年8期)2019-11-13
中国盐业(2018年12期)2018-09-21
录井工程(2017年3期)2018-01-22
领导文萃(2017年10期)2017-06-05
当代化工研究(2016年6期)2016-03-20
小学生作文选刊·低年级版(2014年8期)2014-08-19
