
管坯锯片夹锯及打齿原因分析及改进措施
2013-10-23 09:12张艳龙邵鸿丽韩会杰
天津冶金 2013年5期
张艳龙,邵鸿丽,王 林,韩会杰
(唐山冶金锯片有限公司,河北唐山063020)
1 引言
在无缝钢管的生产过程中,需要将连铸后的管坯原料切割成一定长度的成品管坯,然后才能加热、穿孔、轧制出合格的钢管产品。由于管坯的直径较大,锯切费时,为了适应现代化无缝钢管生产线的要求,具有锯切效率高、切割质量好的硬质合金齿圆锯片得到了广泛的应用。
管坯锯机一般采用锯片水平进给方式,3~4台锯机组成一个锯切单元,满足管坯定尺锯切需的求。由于硬质合金齿圆锯片价格较高,因此能否合理使用对锯切成本的控制具有很大影响。在实际生产当中,锯片的失效形式有锯齿磨损、崩刃等,都可以重复修复再使用,以降低锯切成本,但是如果出现锯齿打断的情况,就会使锯片报废、成本上升。本文就国内某大型无缝钢管生产厂的管坯锯机出现的夹锯打齿故障进行了研究分析,采取了相应的预防措施,使问题得到了很好的解决。
2 存在问题
某大型无缝钢管厂共配有3台管坯圆锯机,呈一字型布置,进料端通过一台输送周转平车,将连铸圆坯送至每台锯机的进料辊道,每台锯机配有自动定尺机,锯切完成后,分别输送到环形炉准备工位,整个系统实现了自动化控制。配套使用的硬质合金齿圆锯片规格为 Ф1360×8.5(7)×100×58Z,锯切坯料外径为Ф300~Ф450 mm,管坯材质有20#、37Mn5、30CrMo、36 Mn2V 等。
锯片沿水平方向进给,每次锯切一支坯料,在坯料切口两侧的垂直方向分别采用液压缸对于切口两端给予压紧,使其在锯切过程中保持稳定。锯机及坯料压紧情况如图1所示。
正常锯切时,锯齿都是被磨损钝化或者产生一定的崩刃现象,此时锯片可以重复修磨使用。但是当锯切过程出现异常时,就会因为工件锯口夹锯而产生打锯齿的情况,片体粘钢也比较严重,锯片的锯切寿命低,影响坯料供应效率,不能满足下一工序的要求。典型的夹锯锯片及切口情况如图2所示。其表现为在锯切到工件将断的时候,可以听到一声较大闷响,严重时锯片被闷住不动,停下来检查锯片,个别锯齿已经被从根部折断,锯片报废。
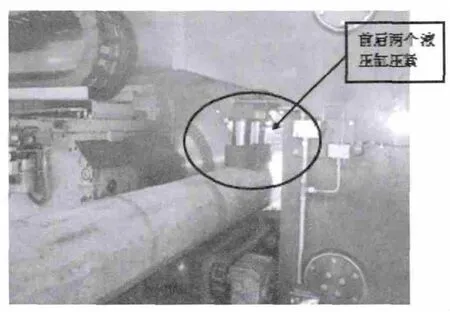
图1 锯机锯切现场
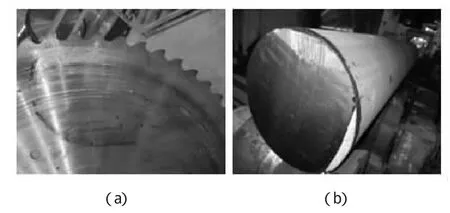
图2 夹锯锯片及工件断面情况
3 问题分析
夹锯发生时坯料断面分析如图3所示。1区域是管坯的上部,与大部分锯口的不同之处在于本身光亮,受到了锯齿的过度刮、蹭,说明在锯切过程中此部位夹住了锯齿,并在夹紧状态下发生了相对运动,此图只是管坯端口的一边,另一端也有同样的现象。在图中3区域属于脆断断面,是锯片停止在管坯之间没有切透的部分,后来经过弯曲而折断的。

图3 夹锯状态下的坯料断面情况
故障产生原因有两个方面。一是实心坯料一般为钢管厂外购产品,坯料的交货精度要求低,部分管坯存在过大的弯度,有时可达5~10 mm/m,由于送料辊道宽度不够,导致锯切时须将坯料的弯曲方向调整到垂直方向方可压紧锯切。由于坯料弯度的存在,看似已经压紧的坯料,随着切口的增大、锯切过程中振动的增强导致垂直压紧产生松动,坯料偏离原本正常的位置,进而导致切口变形,坯料断面与片体表面之间间隙变小,两者产生摩擦和撞击,增加了夹锯和打齿的可能性。
另一方面,通过全面测量辊道的水平度数值,发现辊道在切口处为整体低点,整根的坯料受到锯口两侧的压紧,可以保持平衡,但是当被锯切坯料的切口增大到1/2直径以上时,锯口两侧坯料在垂直方向的强大压紧力的作用下向中间微微下沉,切口呈现上小下大的状态,当最小值超过锯齿宽度时,就发生了夹锯现象,产生很大的闷响,在锯机的扭矩作用和管坯锯口的摩擦阻力作用之下,较为薄弱的锯齿根部就要发生断裂,从而产生打齿的情况。
4 改进措施
通过查阅相关文献,结合我公司长期以来积累的硬质合金齿圆锯片的使用经验,对该问题实施了以下改进措施[1-4]:
(1)因坯料为外购产品,其弯曲度难于控制,因此我们在锯片设计时,将齿宽加宽0.5 mm,片体本身的厚度不变,从而可以在保证片体强度的前提下,使锯口相应加宽0.5 mm,相当于增加了切口两侧的坯料与锯片片体的间距,因此可减少或避免在产生较小的切口变形时发生夹锯现象。
(2)在坯料切口处的辊道位置上,分别有两个V型夹钳,通过调整其上的衬板高度,保证此处为整条辊道的最高点,如图4所示。如此一来,在整个锯切过程中,切口始终处在最高点。坯料被锯断时,切口两侧的坯料在最高点向两侧下垂,因此两侧不会发生向内下沉的情况,从而使得切口呈现上大下小的趋式,而实际上由于液压缸的强大夹紧力作用,较好地保持了锯口宽度稳定的效果,有效地避免了夹锯情况的发生。
(3)在坯料两侧增加一对水平方向的夹紧块,如图5所示。坯料被锯断时,坯料在正常的切口尺寸下,其在水平及垂直方向都不能随意变动,从而
保证了锯片的正常锯切及退锯。

图4 辊道上增加的V型衬板

图5 对坯料进行水平方向夹紧
(4)锯片本体选用优质的合金工具钢,通过控制调质处理的工艺参数获得优良的综合力学性能。提高锯片本体的硬度和锯片的应力数值,在保证锯片本体塑韧性指标的前提下提高片体的刚性,减少锯切变形,避免因锯片刚性不足造成锯片的抖动,从而减少夹锯和打齿的产生。
5 改进效果
通过以上4个改进措施的实施,该钢管厂在坯料仍有弯度的情况下,能够完成管坯的正常锯切,及时为加热炉供料,从而使管坯的锯切效率大大提升,同时也使得锯切成本明显下降。改进后的锯切方案在同类工况下具有普遍的实际应用价值。
6 总结
(1)通过增加齿宽0.5 mm而片体本身厚度不变,在保证锯片刚性的基础上使得切口增加,从而增加了切口两侧的坯料断面与片体之间的距离,明显改善了夹锯、打齿现象。
(2)调整锯口两侧辊道的V型夹钳衬板高度,相当于抬高了锯口位置,控制了锯口的移动,在减少夹锯、打齿方面效果显著。
(3)在坯料水平方向的两侧增加坯料夹紧块,对坯料锯切时的稳定性有明显改善,有效避免了因坯料抖动与片体之间产生摩擦而引发的夹锯、打齿现象。
(4)通过控制锯片本体调质处理的工艺参数,提高片体硬度和应力数值,增加片体刚性,在锯切时明显改善了锯片的抖动,从而增加了锯切的稳定性,使得夹锯、打齿的现象明显减少,效果良好。
(5)针对坯料锯切时产生夹锯、打齿现象的解决方案具有通用性。
[1]苑少强,郭继富,韩会杰,等.回火温度对冶金锯片用钢8 C r V组织及性能的影响[J].热加工工艺,2009,38(18):110-112.
[2]郭继富,李永佳,万红侠.金属冷热切圆锯片瓢曲变形原因初探[J].轧钢,2006(8):60-62.
[3]邹家祥,沈祥芬,熊华.圆锯片的动态特性[J].北京科技大学学报,1994,16(11):92-97.
猜你喜欢
制造技术与机床(2022年10期)2022-10-11
石材(2022年4期)2022-06-15
山西冶金(2021年3期)2021-07-27
钛工业进展(2021年1期)2021-03-13
天津冶金(2018年3期)2018-07-27
中国中医药现代远程教育(2018年18期)2018-02-09
农家科技中旬版(2017年11期)2018-02-03
中国有色金属学报(2017年12期)2017-03-02
农业知识(2017年2期)2017-02-02
重型机械(2016年1期)2016-03-01
