静电涂油机在冷轧重卷检查线上的应用和优化
2013-12-03 07:55乔顺平赵春禾
重型机械 2013年2期
乔顺平,赵春禾
(1.宝钢工程技术集团有限公司,上海 201900;2.上海西重所重型机械成套有限公司,上海 201900)
0 前言
在冷轧带钢工程重卷检查机组中,为了防止带钢生锈需要配置涂油机,将非导电的流体均匀的涂到金属带钢上,达到防腐、润滑的目的。常用的涂油机类型是卧式静电涂油机,只利用静电使涂油材料涂到带材上,避免了使用空气或者流体压力引起的过量涂敷问题。静电涂油机能精确的、均匀的把涂层材料涂到水平运动的钢板表面上,而且带钢的上下表面还可通过单独自动调节功能获得不同的涂油量需求。设置的防锈油液雾化装置可加速油液颗粒化的过程,从而降低高压电源工作电压。雾化室本体的每个门上设有机械的安全联锁装置,可以停止高压发生器。
静电涂油机不用时,通过拖链和轮子可便捷地将其移动到离线位置。
1 静电涂油机的组成和参数
静电涂油机由涂油室(C型框架)、涂油刀梁、供油及加热系统、高压发生装置、电控系统等部分组成,如图1所示。
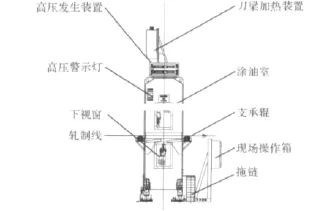
图1 静电涂油机简图(从操作侧方向看)Fig.1 Side view of static electricity greasing machine
1.1 涂油室
采取C型框架,箱体用10 mm的厚钢板制成,其底部倾斜,便于将剩余的油流入箱体底部集流槽里,回油靠重力流入回油箱。
在涂油室的两端都安装了门,并安装机械的安全联锁装置和安全视窗,门打开时高压自动断电。安全连锁装置确保涂油机在运行中无法打开涂油机的门,维护涂油分开进行,同样,涂油机处在维护的时候,也无法操作涂油机来涂油。C型框架结构设计可以实现涂油机在维护或者长时间不使用时,不用剪断钢板就可方便的将涂油机移到离线位置。当带材在有张力作用时,滑行轨道也可以使涂油机滑移到离线位置。
1.2 涂油刀梁
涂油室内有上下两根结构独特的高强铝合金刀梁,分别设置在带钢的上部和下部,涂油刀梁的高度(刀梁和带钢之间的距离)、角度(刀梁对带钢的倾斜角度)可进行调节,使涂油刀梁和带钢之间达到最佳的雾化距离。刀梁安装在带滑动齿轮的支架上,在传动侧,可便捷地将涂油刀梁抽到机体外面进行更换和维修。
为了确保在不断开高压电缆和流体管道工况条件下进行刀梁抽出作业的安全性,在机体上专设了一个放电棒,抽出刀梁前放电棒自动接触刀梁做到完全放电,从而避免了对人体的伤害。
涂油室内上下均设有绝缘材料导板台,可有效保护上、下刀梁,并可进行失张时穿带。
为了保证带钢表面的涂油质量,上刀梁下方还设置一个气动接油槽,当主线停止时,接油槽接住上刀梁上的残留油料,当主线启动时,接油槽则自动收回。
刀梁内部设有加热装置,用热循环油加热刀梁,目的是将雾化前的防锈油加热。加热刀梁采用嵌入式方式,在涂油刀梁内部钻细小的管道使热交换油能做封闭的循环,刀梁视同换热器,热循环油被加热并输入到刀梁的内部,被加热的流体将温度均匀分布在刀梁表面,维持欲喷涂的油品温度保持在最佳状态,雾化效果好,可确保静电涂油机对穿过的带钢提供均匀的涂层。
1.3 供油及加热系统
供油系统设有两台高精度计量泵,分别控制带钢上下表面的涂油量。每个计量泵根据输入的生产线带钢速度信号,通过伺服系统驱动。每个计量泵配备一个伺服马达,涂油量控制系统通过数字伺服驱动机构对计量泵进行控制,为刀梁提供定量的油料。系统控制器根据带钢速度和涂层重量的设置自动调节计量泵的速度。
主油箱系统设置三套不锈钢油箱,玻璃液位计的高低液位开关自动为加油泵提供信号。无接触加热器对油箱内油液进行加热,根据涂油室需要的合适温度和粘度进行自动温度控制。
在计量泵的平台或集油盘上安装了带电磁阀的多通阀,可以接受三种不同的油管连接,当操作人员选择改变油品时,不必清理油箱再换上需要涂的新油品,只需在操作面板上切换便可,PLC将自动通过逻辑控制从一种油品切换至另一种油品,同时自动启动“废油回收系统”,专处理由此带来的油品交叉污染问题,当“废油回收系统”工作一段时间后,会自动通过“油返回选择阀”完成该部分废油的排放,油箱供油回路如图2所示。
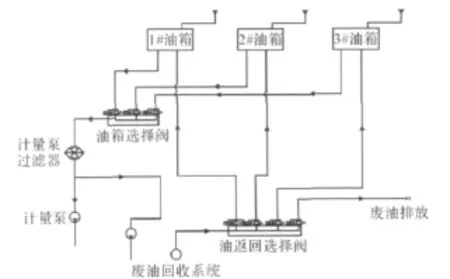
图2 油箱供油回路简图Fig.2 Diagram of oil supply loops of oil tanks
1.4 高压发生装置
静电涂油机设有两个独立的固态高压静电发生装置,每个固态高压静电发生装置可提供最高达125 kV的电压。高压发生器安装在涂油机机体上,尽量缩短高压电缆的长度,使高压的衰减最小。
1.5 电控系统
电控系统由PLC、交流电机控制系统、液位监控和显示系统以及操作系统等组成。
可变程序控制器PLC作为电控系统的核心,控制整个系统的运行。交流电机控制系统控制供油泵、回油泵及循环泵的运行。液位监控和显示系统用以监控涂油机泵站的油箱液位。操作系统具有自动和手动两种控制方式及远程和机旁两种操作状态。
1.6 涂油机主要技术参数
机组速度30~300 m/min
带钢速度800~1850 mm
涂敷表面 上、下表面或双面
涂料 防锈油
涂油量 0.2~3 g/m2连续可调
涂油量误差 ≤±10%。
2 静电涂油机的工作原理
静电涂油机的工作是根据静电场对电荷的作用原理来实现的。涂油刀梁上接有负高压静电,与作为接地极的带钢形成高压电场,当防锈油从涂油刀梁的刀口狭缝中流出时,由于流体不吸收电荷从而立即被破碎并分裂为更小的粒子,即被高压静电微粒化,小油滴被充电,根据同性相斥,异性相吸的原理,小油滴如均匀一致的油雾被吸附在有电势差的接地钢板上,形成均匀的油膜。静电涂油机工作原理简图如图3所示。
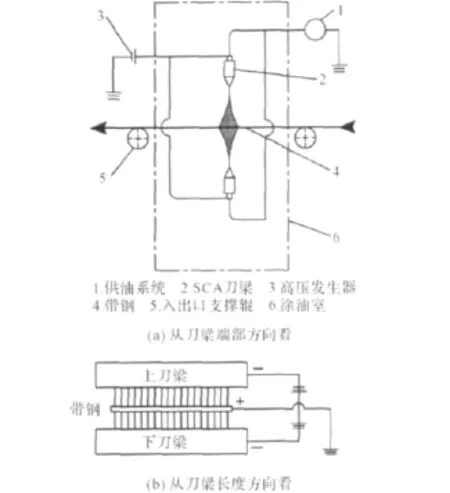
图3 静电涂油机工作原理Fig.3 Working principle of static electricity greasing machine
3 静电涂油机空涂问题分析及供油系统的优化
在静电涂油机运行中,为了确保任何情况下,刀梁喷油效果是100%的可靠,避免刀梁喷油孔发生堵塞,有些品牌的静电涂油机通常会在供油系统中加入一个强制过滤系统,确保油液的清洁度,但由此则带来一个新的问题,即:静电涂油机在停机再启时,系统的强制过滤系统会在“油箱切换阀”上产生一定的压力,此压力一般在0.103~0.138 MPa,该压力一般可通过油箱回油管路上的减压阀调节来解决。但在极端情况下,此压力也会使油箱的“选择电磁阀”不能完全打开,致使计量泵不能将油品供到刀梁上,出现机组运行时无油涂到带钢上去的现象,造成带钢的质量异议。
为了确保带钢无空涂,可在计量泵出口处至刀梁之间的油路上增加一个流量检测开关,如图4所示,检测开关安装位置及控制流程简图。

图4 检测开关安装位置及控制流程筒图Fig.4 Mounted place and control flow of test switch

图5 流量检测元件Fig.5 Element for flow detection
为了实现自动监测和发信功能,需将该开关信号接入涂油机的PLC中,即在涂油机的程序中增加监测信号及油品动态流量检测功能。当计量泵运转而油路中没有油品流过时,流量监测开关会将监测结果送到PLC系统,系统会立刻发出无油报警的信号,手动/自动将油箱选择阀及时打开,确保计量泵获得需求的油品并送到刀梁上,彻底解决带钢的空涂问题,避免异常物流的产生,保证机组生产的稳定性。
3.1 流量检测开关元件
新增的流量检测开关包含流量检测元件、流量信号变送器装置、接线电缆及信号转换元件。
(1)流量检测元件。如图5所示,流量检测元件属机械元件,该元件本身带有安装用的进油、出油管路接口,只要将该机械元件直接接到刀梁的供油管路中便可。
(2)流量信号变送器装置(图6)。属双头传感器,作用是产生脉冲输出信号。
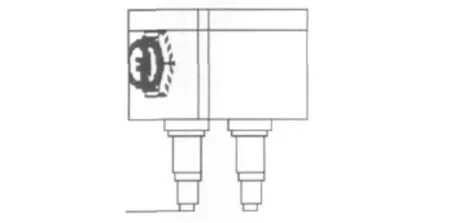
图6 信号变送器Fig.6 Signal transformer
(3)信号转换元件(图7)。供电电压为9-32VDC。
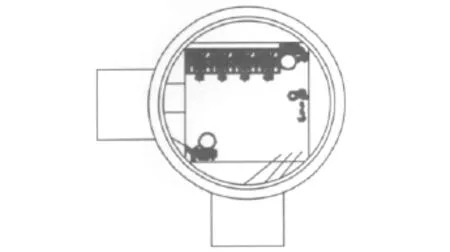
图7 信号转换元件Fig.7 Signal transition element
(4)电缆走向。流量计的信号转换模块→端子箱→主电气控制柜。
3.2 安装位置及数量
根据油箱供油回路简图(图2)和静电涂油机工作原理(图3)可知,“油箱选择阀”打开后,油品经过计量泵过滤器分别流向上、下刀梁的计量泵,并且上下刀梁同时涂油,所以,只需在上刀梁的供油管路上安装1套检测设备即可实现系统流量监测的目的。
3.3 程序
(1)PLC程序。在PLC控制程序中,增加程序段:当油箱选择阀切换完成,计量泵电机运行5s(可根据现场施工情况及流量开关的安装位置进行更改)后,流量检测开关开始检测流量,PLC计算的流量值作为设定值,与流量检测开关的检测值进行比较,如果流量开关未检测到油品流量或检测到的流量与实际设定的流量相差较大时(如大于20%),则产生报警信息。
(2)HMI程序。在HMI程序中增加流量报警信息条。
(3)L2程序。增加监控程序。
4 结束语
漏涂或空涂现象在静电涂油机的使用中出现较为普遍,原因很多,有外部的,也有涂油机本身引起的。本文是针对冷轧重卷线上的静电涂油机停机再启动时出现空涂油现象,提出的供油系统优化方法,该方法使用效果好,为使用静电涂油机的用户提供借鉴和指导。
[1]张伟.宝钢某热镀锌机组涂油机“漏涂”现象的分析及解决措施[C],第八届(2011)中国钢铁年会论文集[A].北京:冶金工业出版社,2011.
[2]高全杰,王记军.静电涂油机中涂油质量控制的试验研究[J].武汉科技大学学报,2007,30(6).
[3]康建峰,王建梅,薛亚文,等.动压油膜轴承的摩擦性能及表面形貌分析[J].太原科技大学学报,2012(6).
[4]高全杰.静电涂油机研究开发[C],2001年中国钢铁年会论文集[A].北京:冶金工业出版社,2001.
猜你喜欢
纺织报告(2022年6期)2022-07-18
纺织报告(2021年12期)2021-12-20
实验与分析(2021年1期)2021-11-25
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国设备工程(2020年2期)2020-03-30
贵州农机化(2019年1期)2019-01-08
中国军转民(2017年9期)2017-12-19
航运交易公报(2014年10期)2014-04-02
航运交易公报(2014年10期)2014-04-02