
超临界机组受热面密封焊接变形分析与控制
2013-12-10 11:20王世强张宏伟
山西电力 2013年1期
王世强,张宏伟,张 媛
(山西省电力公司电力建设四公司,山西 太原 030012)
0 引言
国电霍州发电厂2×660 MW“上大压小”工程,锅炉由东方锅炉(集团)股份有限公司设计制造,型号为DG-2030/25.4-Ⅱ9,型式为超临界参数变压直流本生锅炉,一次再热、单炉膛、尾部双烟道结构,采用烟气挡板调节再热气温,固态排渣,全钢构架、全悬吊机构,平衡通风、露天布置,前后墙对冲燃烧。锅炉炉膛宽19.419 2 m,从前水冷壁到后包墙深31.906 m,水冷壁管子规格φ31.8×9、φ38.1×7.5,鳍片规格650 mm×19 mm/12.7 mm×6 mm;包墙过热器管子规格φ38.1×9,鳍片规格100 mm×76.2 mm×6 mm;材质均为15CrMoG,焊材选用TIG-R30、R307。一般组件宽度为12~18 m进行上下管排对口焊接,在焊口两侧加塞密封条进行施焊。
1 现状
介于超临界及超超临界机组中锅炉受热面管子具有管壁厚、管径小、管间距小等不同于亚临界机组的特点,在进行密封焊接时容易产生焊接变形,直接影响焊口组对、刚性梁的安装和炉膛的合拢质量,对施工进度和机组运行造成影响。
国电霍州发电厂2×660 MW“上大压小”工程,水冷壁管屏、包墙过热器管屏组合多为地面组合。在前期的密封焊接施工中由于为了抢工期,未采取相应的防变形措施,导致管屏焊后严重的焊接变形,主要变形形式为向上或向下角变形和波浪变形。
2 原因分析
在焊接工作中,由于焊缝自身的横向收缩和纵向收缩产生的拉应力都会对组件产生不同程度的变形。根据施工现场实际情况以及焊接工艺等因素分析,造成变形的原因主要有以下几点。
a)由于超临界、超超临界机组都存在管壁厚、管径小、管与管之间间隙小等客观因素,这样就会造成局部需要施焊,焊缝过度集中,管子和鳍片的膨胀系数不同导致膨胀和收缩量不同,焊接应力得不到释放导致焊接变形。
b)对口、拼缝时过大地施加外力,加大了焊缝周围不定项的残余应力,在密封焊时残余应力的释放会导致管排的焊接变形。
c)管排鳍片的平均厚度为δ=6 mm,钢板厚度薄,塞缝不平整,存在弯折,偏离管子中心线,焊接时容易引起变形。
d)同组件上同时大面积进行密封施焊,单位时间内热输入量过大引起焊接热变形。
e)焊接顺序不当,部分收缩量得不到有效的控制,焊接过程中缺少刚性固定控制措施。
f)跳焊不均匀,整个管排的密封存在局部管子周围的密封未焊,当已焊部分收缩时会使未焊部分的管子受挤压而变形。
g)焊条规格选择不合理,焊接参数大,焊接热输入太大,会导致焊缝局部位置单位时间内收缩量过大而变形。
3 变形控制措施
针对以上原因,逐条制定出有针对性的解决措施,防止组件变形超标,即最大变形量控制在5 mm以内。
3.1 平台搭设
根据水冷壁和包墙过热器管排的尺寸进行设计,要求平台除了平整度外,还要考虑管排对口,既要保证施工中铁工和焊工的工作空间,还要控制对口处两根横梁间距,有利于控制焊接变形,所以间距控制在1.2~1.5 m之间,摆放管屏时把上下管屏对口处放置于对口处横梁的中心,平台搭设方式如图1所示。

图1 平台搭设示意图(俯视)
3.2 密封焊缝的切割和塞缝
在焊口前为了更好地保证焊口对口质量,通常将管排密封鳍片进行切割,要严格控制切割工艺,保证密封焊缝的齐整度和间隙,并将背部的氧化铁清理干净。焊口检验合格后,进行密封塞缝,由于焊缝余高的影响,对密封塞块要进行特殊处理,保证密封条加塞要平整、紧凑,控制好密封的塞缝质量。
3.3 做好技术交底
对所有施工人员进行技术交底,切割工和焊工要持证上岗,对防止管排焊接变形的措施要充分掌握,焊接技术人员和焊接质检员进行现场监控和实际指导。
3.4 焊接材料和焊接规范
为了降低焊接时的热输入,采取小范围焊接,建议使用直径为φ3.2 mm或φ2.5 mm的焊条进行焊接,焊接电流小于110 A,在保证焊接接头强度的前提下,要求焊工减小焊条摆动的宽度。
3.5 合理调整焊缝的焊接顺序
分散对称焊接,同一组件上焊工分散要均匀,采取间隔跳焊的方式进行施焊,次条焊缝与上条焊缝的间距至少为250 mm,且跳焊要均匀,对于具备双面施焊条件的焊缝尽量采用双人对称焊的方法。
焊接顺序待全部点焊后按照图2焊缝编号,焊接顺序依次为:焊缝①→焊缝②→焊缝③(隔4块跳一次) →焊缝④(隔4块跳一次),焊接方向按照图示的箭头走向。
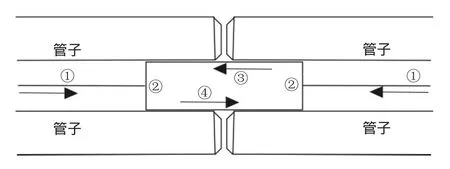
图2 焊接顺序图
3.6 采取刚性固定的措施
采取刚性固定的措施,使管屏受力合力为零(∑F=mg+N=0),刚性固定方式主要有:在地面组合的管屏,应在管排下面做好支撑,来抵消其管排自身的重力来达到合力为零,避免其自身重力为焊缝收缩起引导力的作用;采用管屏上加压重物或用手动葫芦等方式来限制管屏的自由膨胀,达到刚性固定的目的。
4 措施实施后取得的成效
经过以上几方面的控制措施,基本控制住了组件的焊接变形,组合后的组件平整度偏差在±5 mm之内,且工艺优良、外观美观,达到了工地、项目部及公司规定的质量标准,收到了预期的效果。但随着锅炉设计制造技术不断地提高,以后锅炉受热面的管屏将更趋于管径更小、管壁更厚,需要在施工过程中根据现场情况灵活掌握,以逐步提高控制焊接变形的能力[1-2]。
[1] 国电电力建设研究所.DL/T869—2004火力发电厂焊接技术规程[S].北京:中国电力出版社,2004:36-37.
[2] 天津电力建设公司,山东电力建设第二工程公司.DL/T 5210.2—2009电力建设施工质量验收及评价规程[S].北京:中国电力出版社,2009:166-167.
猜你喜欢
中国设备工程(2019年24期)2020-01-14
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
汽车实用技术(2016年1期)2016-12-24
制冷技术(2016年3期)2016-12-01
中国科技信息(2015年1期)2015-11-16
化工管理(2015年17期)2015-08-15
小天使·二年级语数英综合(2015年4期)2015-04-20
幼儿智力世界(2014年5期)2014-06-18
河南科技(2014年15期)2014-02-27
