
汽轮发电机定子线圈预成形模通用化研究
2013-12-10 07:06苏建萍黄景荣
上海大中型电机 2013年3期
苏建萍,黄景荣
(上海电气电站设备有限公司上海发电机厂,上海 200240)
0 引言
定子线圈预成形模由于结构复杂、零部件多,因此制造周期长、成本比较高。针对线规和渐伸线形状不同的定子线圈,对端部成形时的局部零件底座、直线支架进行通用化设计,可以达到最大限度地节约成本,缩短制造和设计周期。
1 原预成型模的结构简述
原预成型模(如图1所示)主要由汽励端模座、直线托板、直线支撑架、端部底座、直线底座、底脚等组成。其中直线底座与端部底座是通过连接板硬连接,安装时能保证线圈直线与端部X、Y、Z三个方向的尺寸。而中间直线托板是连续的,能完全托住线圈的直线部分。由于产品规格不同,预成型模各档尺寸均按实际情况有所不同,但基本结构形式是一致的。
2 通用化可行性分析
工艺上要求在部分部件实行通用化后,必须能满足不同规格线圈的直线长度和线规尺寸,调整方便且调整后保证模具直线性,按车间现有场地实际情况制定长度范围。鉴于上述工艺要求,对现有的定子线圈产品从两个方面进行了分析。

图1 原预成型模
2.1 现有产品及尺寸规格
公司现有汽轮发电机产品中需使用定子线圈预成型模的有600、700、1 100及1 300 MW,S4R3-216、S4R3-180。所一一对应的工模具编号是 Q428-1223 、Q428-1320、Q428-1329、Q428-1343。其中600 MW和700 MW、S4R3-216、S4R3-180共用一个模具。对所有定子线圈产品图归类后得出,线棒长度范围:上层6 735~9 916 mm、下层 6 669~9 859 mm。线规尺寸范围:宽度23.87~34.7 mm、高度40.6~123.19 mm。
2.2 线圈制造工艺及工况分析
在定子线圈端部成形之前,直线均已经过一次胶化,也就是说线圈直线不再是软态,不需要用连续的托板将整个直线托住并压紧,使得采用通用化成为可能。而且根据归类线棒长度范围,勘测了预成形模安装场地,确定车间现有场地可以为通用化底座安装进行改造。
3 通用化的方案确定和结构陈述
3.1 方案确定
通过上述分析,我们借助于新项目1 300 MW预成型模进行了底座、直线支架等通用化设计,设计时 我 们 兼 顾 了 600、700MW,S4R3-216、S4R3-180、1 100 MW原预成型模的尺寸要求。并在所有可调节尺寸里都将上述产品的要素包含在内。在具体结构设计时,采取了汽励两端模座与直线支架直接安装在长导轨上,其中模座一端与铺设在地面上的长导轨固定连接,另一端可以在导轨上自由移动来满足线圈不同直线长度的变化。当模座位置确定后再用螺栓将其固定。其次对直线支架高度给予一个调节范围,使不同产品都有一个合适的操作高度,这样就能满足不同产品对长度和高度的要求。
3.2 结构描述
新预成型模(如图2所示)主要由汽励端模座、端部底座、固定底脚、直线支架、导轨、可移动底脚、挡块等组成。其中一端模座连接固定底脚,另一端模座连接可移动底脚。中间支架可按需安装,导轨总长为11 m。
每个汽励端模座(如图3所示)由底板、角架、端部模座等组成。其中端部模座随不同的产品而尺寸不同。底板与端部模座第一次调整完成后,通过角架连接成一体。这样可以节约换不同产品模具的安装时间。

图2 新预成型模
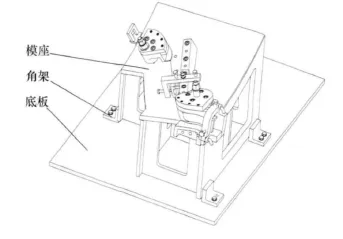
图3 汽励端模座
直线支架(如图4所示)由下支架和上支架组成,上支架有倾斜角10°和20°两种以满足不同产品要求。下支架通用。直线支架按线圈直线长度确定在导轨上的安装位置,并通过下支架上的连接螺钉固定在导轨上。
新预成型模中导轨、端部底座、固定底脚与可移动底脚为通用部分,不随产品的改变而变化,以后产品改变时也不需要重新制造。直线支架属于半通用化部分,上半支架可按需调换,下半支架通用。仅端部模座上的零部件因产品不同,需根据产品的变化重新设计和制造。

图4 直线支架
本模具采用了Pro/E三维软件参数化设计,可立体再现模型。因此在图纸上能精确地确定各部件的安装尺寸,使得端部模座与底板的连接尺寸及其他连接尺寸均处于受控状态。
5 结语
通过本次实践,对以后大型工模具设计中的某些可通用部件采取通用化设计起到借鉴作用,从而为实现模具通用化,缩短制造时间及有效地降低成本提供了实践依据。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
大电机技术(2022年4期)2022-08-30
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
大电机技术(2022年1期)2022-03-16
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
铁道通信信号(2020年10期)2020-02-07
中国特种设备安全(2019年7期)2019-09-10
中学生数理化·八年级物理人教版(2019年4期)2019-05-20
装备制造技术(2018年10期)2018-12-24
