微电脑烟尘采样仪流量故障原因分析及处理
2014-01-01 02:56黄科
铜业工程 2014年1期
黄 科
(江西铜业集团公司贵溪冶炼厂,江西贵溪 335424)
1 引言
随着动压平衡采样技术在烟尘采样中的应用,微电脑烟尘采样仪(动压平衡烟尘采样仪)在环境监测领域得到了广泛的推广。贵溪冶炼厂环境监测站采用该技术进行烟尘采样多年,从2008年开始购进一批TH8804型微电脑烟尘采样仪,该仪器为主机与泵分离结构,具有抽力大、奈腐蚀、响应时间短等优点。仪器通过微电脑程序跟踪控制抽气体积,实时保证等速采样的进行,有效避免了人工调节气体流量的误差,可以最大程度的提高数据的准确性。但是在几年的应用中流量故障是该仪器的主要问题,流量故障将导致采样体积不受控制,使等速采样无法进行,最终影响监测数据的准确性。本文对该设备的流量故障原因进行分析并提出解决方案。
2 微电脑烟尘采样仪介绍
2.1 设备组成
微电脑烟尘采样仪由温度测量系统、压力测量系统、气体采样系统、微电脑数据处理系统和抽力系统组成[1]。详细结构见图1。

图1 微电脑烟尘采样仪结构图
2.2 设备原理
动压平衡等速采样[2]是指进入采样嘴的气体流速与烟道里烟气流速保持相等的采样过程。微电脑烟尘采样仪的微处理测控系统根据各种传感器检测到的静压、动压、温度及含湿量等参数,计算出烟气流速,通过选择采样嘴直径,控制电路调整抽气泵的抽气流量,达到控制进气口气流速度的目的,从而保证了烟尘自动等速采样。仪器工作原理以下列四个公式为基础。
(1)烟气静压计算公式:Ps=P-Pd×Kp×Kp式中Ps为烟气静压,P为全压,Pd为烟气动压,两个参数都由图1中部件5测得;式中Kp为S皮托管系数,数值为0.84。
3 微电脑烟尘采样仪常见流量故障
微电脑烟尘采样仪的采样过程主要包括气路连接、气密性检验、烟尘采样三部分,期间常见流量故障主要包括采气显示流量过低、采气显示流量过高、采气显示流量不稳定三种类型,每种类型又有几种不同的情况,以下将进行逐一说明。
3.1 采气显示流量过低
这类故障主要出现在气密性检验阶段,以8号采样嘴为例,仪器内部整体气路无漏气的情况的下设置采气流量为30L/min进行测试,实际采气流量达不到30L/min。在这种类型可能出现以下两种现象:
(1)显示流量小于30L/min,流量计前压力显示为8Kpa~42Kpa之间。
(2)显示流量小于30L/min,跟踪率不在0.9~1.1[4]之间。
微电脑烟尘采样仪采设计采气流量的范围为5L/min~60L/min,30L/min为《烟气采样器技术条件》中规定的流量稳定性测试流量。气密性检验是在连接好设备并装上干净滤筒后以30L/min的流量抽洁净空气,流量计前压力正常采样情况下在7±1Kpa之间。表1为用8号采样嘴多次试验比对得出的各种流量下测试的流量计前压力经验值。流量计前压力由图1中六号部件测得,仪器的流量计前压力测量范围为0~42Kpa[5]。流量计前压力是流量计前端气路阻力的一个判断数值,当显示值大于正常范围时,说明流量计(流量传感器)前端的气路出现堵塞。跟踪率是进入采样嘴的气体流速与烟道里烟气流速的比值,是判断等速采样能力的一个重要指标,正常情况在0.9~1.1之间。

表1 几种流量下流量计前压力经验值
现象 (1)说明流量计前端的气路出现堵塞,导致流量计前压力显示偏高。排除方法为,在仪器运行的情况下对流量计前端气路逐段进行排查,当发现某段管路连接上以后流量计前压力显示值有明显升高时,可确定该段管路为故障点,将其更换后若流量计前压力显示值和流量显示值恢复正常,故障排除。
现象(2)流量计前压力显示值正常,说明流量计前端气正常,由于采气流量偏低导致跟踪率小于0.9,可判断故障点在流量计后到真空泵之间。首先确认真空泵抽气量是否达到设计要求,设计要求真空泵的最大抽力不小于60L/min。取一个量程为60L/min的转子流量计接在真空泵进气口,若流量计显示最大值小于60L/min,说明是真空泵抽力不够导致的故障,对真空泵进行维修后方可将故障排除。若流量计显示最大值大于60L/min,说明流量计出口到真空泵进口之间的管路出现堵塞或者漏气。在泵开启的情况下对各段管路逐一排查,注意流量显示值,当发现导致流量值明显下降的管路时将其更换,更换后若流量显示正常,故障排除。
3.2 采气显示流量过高
这类故障常出现在气密性检验和烟尘采样过程中,设置采气流量为30L/min并装好滤筒进行测试,期间采气显示流量过高这种故障类型常见情况有以下两种现象:
(1)仪器刚启动,采气流量由低迅速升至60L/min后流量不再下降,或者开机流量直接显示为60L/min,跟踪率大于1.1。
(2)仪器刚启动,采气流量直接显示为60L/min,流量计前压力大于8Kpa,跟踪率大于1.1。
仪器的流量控制是通过流量控制模块完成的,流量控制模块由控制电路板、电磁马达和流量阀组成。控制电路板通过控制电磁马达的转动方向来控制流量阀的开启和关闭。
现象(1)的原因有两种,一种是由于位于控制电路板上的SDN-401模块损坏,导致电磁马达双向流量控制失灵,这时电磁马达只向阀开启的方向转动,这种情况更换SDN-401模块便可使故障排除;另一种是由于电磁马达停止转动,使阀栓被打到最大开启位置,导致流量达到最大值。这种情况可能为控制电路板故障或者电磁马达故障所致,在确定故障部位后将其更换便可使流量恢复正常。

图2 进嘴剖面图
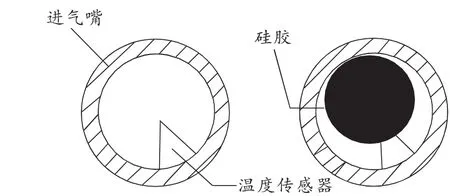
图3 进嘴俯视图
仪器进气口为直径1cm的圆形钢管(图2),气体流量计(流量传感器)位于仪器进气口温度传感器下端。在流量控制模块正常的情况下若出现流量计前压力偏大,再去除进气口前所有连接管路后流量计前压力仍偏大,则说明进气口内被异物堵塞,常见异物为硅胶。现象(2)由于硅胶在进气管内会导致该处的截面积变小(图3),在采样流量不变的情况下,截面积变小会导致进气口内流速增加和流量计前压力增大,因此气体流量计感应到的流量变大。该情况下只需将堵塞异物取出,仪器显示值便恢复正常。
3.3 采样显示流量不稳定
在设置采气流量为30L/min并装好滤筒进行测试的情况下,采样显示流量不稳定这种故障类型常见的现象有:
(1)采气显示流量不能稳定在30L/min,围绕设置值做等值上下跳动,有一定的规律,但跟踪率不在0.9~1.1之间。
(2)采气显示流量跳动过大,无规律,跟踪率不在0.9~1.1之间且变化过大。

图4 流量阀剖面图

图5 正常阀嘴和腐蚀阀嘴剖面图
流量阀(图4)是通过控制阀栓在阀嘴中的进出来调节两部件之间的间隙大小,从而达到控制流量的作用。在阀嘴完好的情况下(图5),流量的大小与阀栓在阀嘴中的深浅程度呈正比关系,因此能准确的控制流量。但阀嘴易被腐蚀,在设备使用一段时间后,阀嘴内部会出现不规则的腐蚀(图5),会使流量与两部件的位置无法成线性关系,导致不能准确的控制流量,从而出现现象(1)这种情况。解决此故障可以请生产厂家直接换一个新的阀嘴,但是由于材质原因,使用几个月后又会出现同样的故障。为解决这个问题,尝试使用几种材料自行加工阀嘴并装配使用,通过对比后发现用四氟乙烯加工的阀嘴不会被腐蚀。经过两年的检验,装配过此种阀嘴的流量阀没有再出现类似故障。
现象(2)出现的显示流量无规律跳动,这种情况多数是出现在设置不符合监测技术规范[6]要求的采样点,因监测管段的气流不断改变方向,流速不稳定,波动过大。微电脑烟尘采样仪的响应速度无法跟上气流的改变,导致跟踪率不在0.9~1.1之间且波动过大。要解决此类故障应该按照监测技术规范的要求重新选择合适管段进行监测。例如2009年以前贵冶干燥电收尘出口的取样点选择不符合监测技术规范的要求,仪器经常出现现象(2)的故障,在从新选择合适管段以后该现象没有再才出现,以下是取样点改造前后的设备跟踪率对比数据见表2。

表2 贵冶干燥电收尘监测点变更前后设备跟踪率对比
4 结语
以上几种情况是微电脑烟尘采样仪最常见的流量故障,通过本文采取的措施基本能解决遇到的流量故障。在户外监测现场,仪器随时都可能发生各种故障,只有了解仪器的结构,熟悉各种故障的特点,才能够帮助监测人员准确的找到故障原因,快速的解决故障,同时也保障了环境监测工作的顺利开展和数据质量的准确。
[1]国家环境保护总局编.空气和废气监测分析方法[M].北京:中国环境科学出版社,2003.353-354.
[2]奚旦立,孙裕生,刘秀英.环境监测[M].北京:高等教育出版社,2004.7.
[3]HJ/T 48-1999,烟尘采样器技术条件[S].
[4]HJ/T 373-2007,固定源监测质量保证与控制技术规范[S].
[5]TH-8805型微电脑烟尘平行采样仪使用说明书[K].武汉市天虹仪表有限公司.
[6]HJ/T 397-2007,固定源废气监测技术规范[S].
猜你喜欢
山东冶金(2022年4期)2022-09-14
水泵技术(2022年2期)2022-06-16
设备管理与维修(2022年6期)2022-04-22
水泵技术(2021年2期)2021-07-31
造纸信息(2019年7期)2019-09-10
中小企业管理与科技(2019年29期)2019-01-27
科技视界(2017年13期)2017-09-30
航空模型(2016年3期)2016-05-14
汽车文摘(2015年8期)2015-12-15
中国工程咨询(2015年5期)2015-02-16