
油管接箍内螺纹在线测量装置测针接触力研究
2014-03-22 11:00张秋爽
计量技术 2014年9期
周 强 张秋爽
(北京航空航天大学,北京 100191)
0 引言
油管接箍在线测量装置用于锥形内螺纹的在线测量。该装置通过被动接触法进行测量来获取内螺纹表面二维轮廓离散数据。在被动接触法测量时,通常选用弹簧作为被动接触力维持装置。但是在油管接箍在线测量装置中,如果利用弹簧维持测针被动接触力,弹簧弹力随测针径向伸缩量的变化而变动,导致被动接触力随之变动,会造成以下不利影响:
1)测针与内螺纹表面形成挤压,内螺纹表面发生形变,影响测量精度;
2)划伤内螺纹表面,导致内螺纹失效;
3)被动接触力变动较大,影响测量速率的进一步提高。
为克服上述缺陷,在线测量装置利用微型气缸代替弹簧维持测针与内螺纹表面的被动接触力。根据气体分子动理论,在内部空气体积发生变化时,气缸内气体压力可以保持不变。这样,既满足了测针伸缩运动的要求,又可以维持测针与内螺纹的被动接触力基本恒定,从而提高测量精度和速度。
1 在线测量装置原理
油管接箍在线测量装置机械结构如图1所示,测量装置采用机械接触式测量结构,测针相当于一个微型轮廓仪。测量时,首先使测针伸出并由被动接触力维持装置维持其紧贴在油管接箍内螺纹内壁上;之后,计算机控制步进电机带动测针沿油管接箍轴向运动并记录运动轨迹xi;测针沿轴向运动的同时,内螺纹轴向截面齿形轮廓线推动测针作径向运动,径向安装有高密度位移传感器,可检测出径向相对位移yi。这样,随着测量的进行,即可获得一系列二维数据(xi,yi)(i=1,2…n)。之后通过算法程序计算基本参数、导出参数并保存。至此,一个测量周期结束。
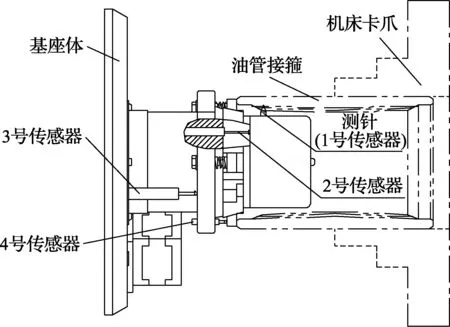
图1 测量装置机构简图
2 被动接触力的维持方法及原理分析
从上述测量过程可以看出,接触力的变化会导致测量精度与速度降低、划伤内螺纹等问题,因此测针与内螺纹截面齿形的接触力最好为恒力。但是对于内螺纹这样复杂的曲线,维持接触力始终恒定非常困难。通过数据处理算法中的截面齿形建模不难看出,被测的内螺纹截面齿形可以分为直线段和曲线段部分,而直线段部分数据采集的精度对特性参数估算非常重要,在直线段部分使测针的接触力保持恒定具有重要意义。
2.1 弹簧维持装置原理分析
利用弹簧维持测针被动接触力原理如图2所示。

图2 弹簧维持装置原理图
弹簧的作用是维持测针与内螺纹表面接触,因此,弹簧在整个测量过程中始终处于压缩状态。
设在x2位置时,弹簧压缩量为Δy,那么在x1位置压缩量为Δy+Δy1,在x3位置压缩量为Δy+Δy3,测针与内螺纹表面的法向接触力:
Fn2=k×Δy×sinΦ
(1)
Fn3=k×(Δy+Δy3)×sinΦ
(2)
式中,k为弹簧弹性系数;Φ为内螺纹直线段与竖直方向夹角。
如果Fn2处于直线段顶端,而Fn3处于直线段底端,那么在直线段测量过程中,测针与内螺纹法向接触力变化的最大差值为:
ΔFnmax=Fn3-Fn2=k×Δy3×sinΦ
(3)
显然,在直线段测量中,利用弹簧维持被动接触力时,法向被动接触力变动较大。
2.2 微型气缸维持装置原理分析
微型气缸维持装置机械结构简图如图3所示。
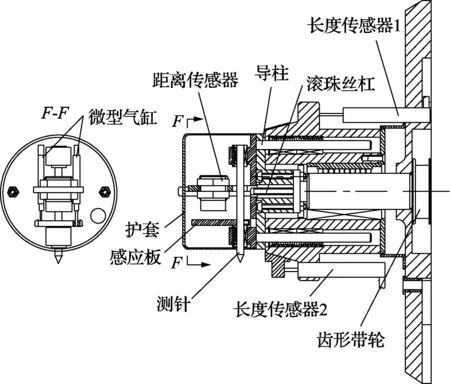
图3 微型气缸维持装置机构图
感应板和测针以及两个微型气缸固连在一起。测量时,测针在顶杆带动下沿Y轴方向伸出,使测针紧密贴合在油管接箍内螺纹齿形上,并保持一定的接触力。不测量时,测针可以在微型气缸的作用下缩回,避免与油管接箍内螺纹齿形接触。
微型气缸作用下被动接触力如图4所示。

图4 被动接触力示意图
根据气体的压强公式:
(4)


Fn=F×sinΦ
(5)
内螺纹直线段倾角Φ为常量,因此,法向接触力也保持恒定。
3 被动接触力仿真分析
油管接箍内螺纹一个周期齿形如图5所示。
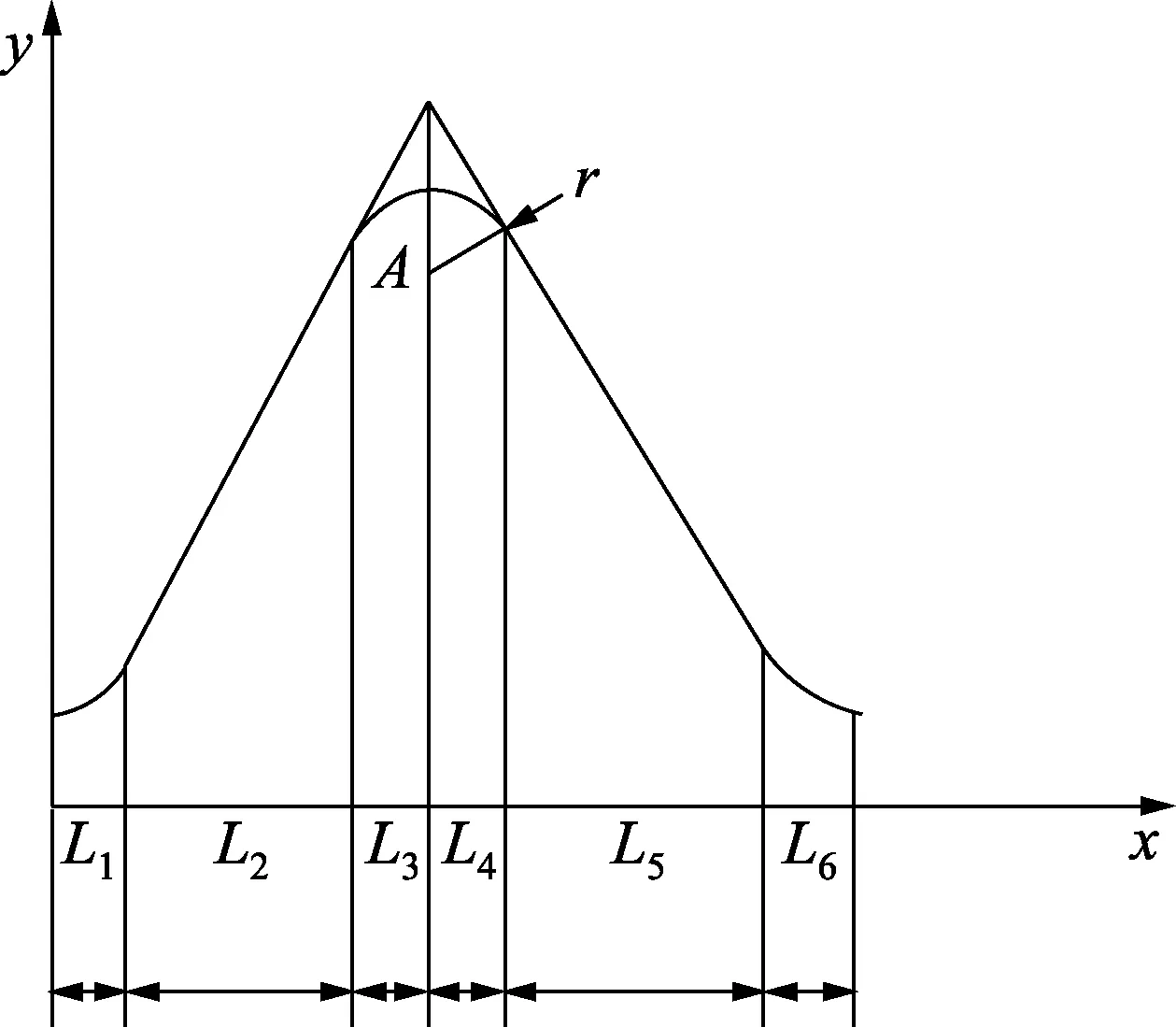
图5 内螺纹截面齿形建模
通过对油管接箍内螺纹进行理论分析和数学推导,可以得出内螺纹截面齿形的数学模型:
1)0≤x≤0.4
(6)
2)0.4≤x≤0.8
(7)
3)0.8≤x≤2
(8)
4)2≤x≤2.8
(9)
5)2.8≤x≤3.2
(10)
3.1 弹簧维持装置仿真分析
步进电机带动测针运动的过程中,弹簧力要维持测针始终与内螺纹表面接触。这样,当步进电机带动测针运动到A点(如图5,内螺纹最高点),弹簧的理想状态是处于原长,这样在一个内螺纹周期内的其它任何一点,弹簧压缩量=A点纵坐标-该点纵坐标。根据相关参数可得:
(11)
在任意一点,测针与内螺纹在竖直方向的接触力:
Fy=k×Δx
(12)
各点的法向接触力:
1)0≤x≤0.4
(13)
2)0.4≤x≤0.8
(14)
3)0.8≤x≤2
(15)
4)2≤x≤2.8
(16)
5)2.8≤x≤3.2
(17)
据此,可绘制出弹簧维持装置作用下,测针与内螺纹表面接触力沿轴向变化曲线,如图6所示。
利用弹簧维持装置,在测针沿轴向运动时,被动接触力变动较大,且弹簧弹性系数取不同值时,接触力变动也不同:弹性系数越小,接触力变动越小。但是弹性系数过小的话,由于弹簧力不足,会导致测量时测针与内螺纹脱离,造成较大测量误差。

图6 弹簧作用下接触力变化曲线
3.2 微型气缸维持装置仿真分析
采用微型气缸维持装置,理论分析及实践表明,测针与内螺纹表面的接触力是一个微恒力。在仿真实验中,直线段接触力为恒力,圆弧段接触力呈微小的正弦波动,如图7所示。

图7 微型气缸作用下接触力变化曲线
因此,微型气缸维持测针与内螺纹表面接触,既保证了足够小的接触力,又可以提高测量速度和精度。
4 被动接触力控制实验
原理分析和仿真实验表明被动接触力的微型气缸维持装置优于弹簧维持装置。为进一步验证被动接触力气缸维持方法的可行性和效果,在现场进行下列实验以检验测量装置的测量结果及精度。
4.1 重复测量实验
将某一油管接箍手工安装在测量装置的装卡位置上并卡好,利用微型气缸维持被动接触力,进行连续、重复的128次测量。
重复实验数据如表1所示。可以看出,微型气缸维持下各项参数重复测量值的标准差都很小,证明了测试系统的重复精度很高。
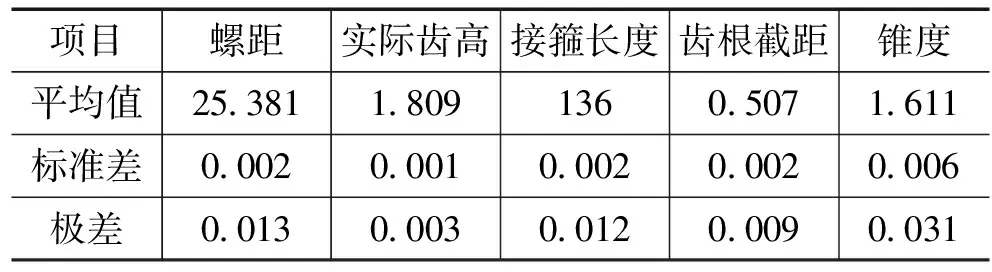
表1 一次装卡主要实验数据 (单位:mm)
4.2 手工检测量规对比实验
在某个油管接箍的特定位置采用检测量规进行测量,在同样的位置,在被动力的气缸维持方式下进行测量。将手工检测量规测量结果与气缸维持方式下的测量结果相比较,判断被动力的气缸法维持方法的测量效果。实验结果如表2所示。从实验结果可以看出气缸维持方式下螺距和齿高的离散性可以达到检测量规的测量精度,但锥度的离散性偏大。

表2 测量实验结果对照表 (单位:mm)
5 结论
理论分析、仿真和实验表明,气缸维持测针与内螺纹表面接触力可以使测针与内螺纹截面齿形轮廓直线段的法向和切向接触力保持恒定不变,与传统的弹簧维持装置相比,具有接触力小、接触力变动小、不易划伤内螺纹的优点,且可以在步进电机快速运转情况下仍保持较高的测量精度。
[1]段广云,王建华,李平.接触式测微仪测针动态性能分析[J].西安工业学院学报,2004,24(1):11-14
[2]何韦均.接触式表面轮廓测量系统中的微恒力技术[D].华中科技大学,2011
[3]李俊.几种螺纹测量方法的比较[J].电子工程,2005(002):42-45
[4]常宗英.测量不确定度的合成方式[J].计量技术,2012(1)
[5]周强,张慧慧,宗光华.油管接箍内螺纹计算机辅助测量系统[J].仪器仪表学报,2009(z1):94-96
[6]汪洁,谢铁邦.接触与非接触两用表面轮廓综合测量仪[J].湖北工业大学学报,2005,20(5):43-45
[7]吴健,卫尊义,白小亮,等.API圆螺纹套管及油管外螺纹紧密距检验[J].计量技术,2012(04):36-40
[8]王正强,魏妮.一种测量石油螺纹量规的新方法及装置[J].计量学报,1986,1:009
[9]Claverley J D, Leach R K.Development of a three-dimensional vibrating tactile probe for miniature CMMs[J].Precision Engineering, 2013, 37(2): 491-499
[10]Kao S M, Sheu D Y.Developing a novel tri-switch tactile probing structure and its measurement characteristics on micro-CMM[J].Measurement, 2013, 46(9): 3019-3025
[11]Zhang C, Wang P, Chen Y.A novel in-situ measuring technique for aspheric surface[C]//International Conference on Optical Instruments and Technology (OIT2011).International Society for Optics and Photonics, 2011: 82020G-82020G-8
[12]Hermann G, Sántha C.Design of tactile measuring probes for coordinate measuring machines[J].ActaPolytechnicaHungarica, 2009, 6(1): 63-77
猜你喜欢
云南化工(2021年5期)2021-12-21
装备制造技术(2021年2期)2021-07-21
钢管(2021年6期)2021-05-10
制造技术与机床(2019年8期)2019-09-03
经济技术协作信息(2018年11期)2019-01-14
制造技术与机床(2017年11期)2017-12-18
现代制造技术与装备(2015年4期)2015-12-23
化工管理(2015年30期)2015-03-23
噪声与振动控制(2015年4期)2015-01-01
压缩机技术(2014年5期)2014-02-28
