双指针上料矩阵在大型高炉中的应用
2014-04-08 09:24夏伟
河南科技 2014年6期
夏 伟
(中冶华天工程技术有限公司,江苏 南京 210019)
1 高炉上料工艺介绍
大中型高炉的自动控制系统由上料、本体、热风炉、公辅系统组成,其中上料系统是其中的核心组成部分。土耳其伊斯梅尔3 000立方高炉,槽下采用皮带上料方式,炉顶采用PW公司的串罐无料钟炉顶。在高炉正常运行条件下,整个上料过程是连续不间断的过程。当炉顶发出上料信号,槽下各矿仓根据上料矩阵的设定,依次或同时打开闸门。放出原料在皮带上首尾相继,或者根据矩阵设置进行叠料。当整体料条的料头和料尾依次进入上料罐时,发出上料罐有料信号。当下料罐放完一批料后发出料空信号时,打开均压放散阀对料罐进行卸压,依次打开上密封阀及上料闸,上料罐中炉料依靠重力装入下料罐。装料完毕后,关闭上料闸、上密封阀和均压放散阀,并打开一次均压阀,充入荒煤气对下料罐进行一次均压,使下料罐压力达到略低于炉顶压力。当探尺探料降至设定料线深度时,发出提探尺信号,同时关闭一次均压阀,打开二次均压阀使用氮气进行二次均压,使罐内压力略超过炉顶压力。探尺提到等待位后,待溜槽倾动到a角,并旋转至设定的角度b后,打开下密封阀和料流调节阀,用料流调节阀的开度大小r控制料流速度,炉料由布料溜槽布入炉内。
2 本项目对高炉上料系统的特殊要求
由于本项目的自动化系统需要与外方设计的高炉专家系统对接,为此统一设计了上料、热风炉、本体各子系统与专家系统的通讯接口。该专家系统,在上料系统部分,只提供了各料批的原料种类和重量,如何分配到各个矿仓,需要一级系统解决。
目前国内传统的高炉上料系统,在设计配料矩阵时,以称量斗为核心。配料矩阵中的元素是称量斗的序号,矩阵运转时,PLC程序寻找相应的称量斗进行放料;同时备料不受控制,只要称量斗放空,即开始备料。而这种上料系统,无法与外方提供的高炉专家系统实现对接。为此,一级控制系统编程人员设计了一种新型的上料方式,解决了这个问题。
3 自动控制系统构成
该项目自动化系统,采用热备冗余的PLC系统,网络系统采用双网双冗余模式,即PLC网络采用ProfibusDP双网系统,HMI网络采用以太网双网形式,通过两台热备服务器实现全厂的数据监控。软件上采用西门子PCS7系统开发PLC控制软件及监控画面。如图1。
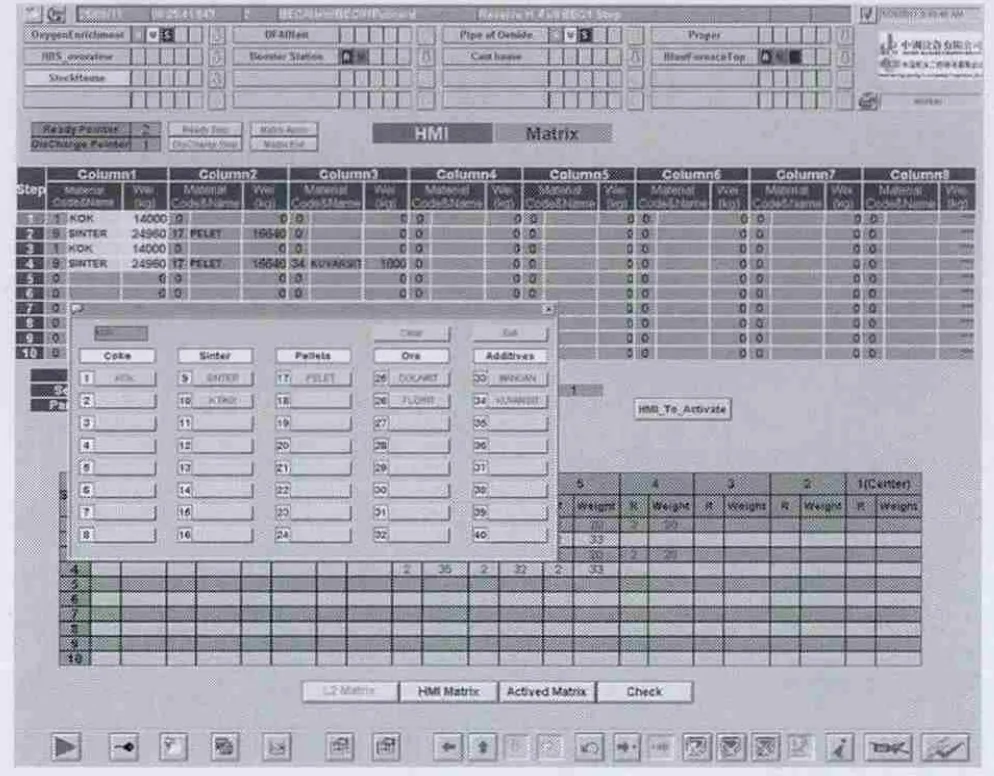
图1
4 双指针上料矩阵介绍
双指针上料矩阵,采用以原燃料种类信息为中心的配置方法,简称“认料不认斗”方式。根据接收到的高炉专家系统提供的料单中的料种信息以及下料重量,PLC程序遍历各原燃料矿仓的当前状态及对应的称量斗的状态,自动计算出需要用到的称量斗,每个用到的称量斗应该备多少料。该上料矩阵在运行时,备料和放料分开进行,在程序实现中各有一个指针,简称双指针上料矩阵。
5 与传统上料矩阵的区别与对比
传统上料矩阵,以称量斗为中心,根据输入的上料矩阵,设置两个矩阵指针—料批指针和料组指针。料组指针根据输入的矩阵,指向某个称量斗,进行放料,待该称量斗放空后,指针步进,指向下一个称量斗,依次类推,直到该料组中所有的称量斗都放料完毕。此时,料批指针步进。所有的称量斗一放空,即开始备料,不管下一批料中是否使用。而双指针上料矩阵,以料种为中心,上料矩阵中设定的是料的种类和相应的重量。放料和备料分开进行,因此采用两组料批指针和料组指针。流程图如图2。
6 结语
双指针上料矩阵,实现了“认料不认斗”的上料方式,不仅实现了与高炉专家系统的有效对接,而且提高了高炉上料矩阵设置的灵活性,使操作人员和工艺人员更关注原燃料成分的配比,而不必过多地关注具体的各矿仓及称量斗的情况,同时只有原燃料信息及重量的上料矩阵,更便于对生产情况的统计和计算。除此之外,由于该新型上料矩阵,在配置时,与矿仓称量斗的序号无关,理论上可以向任意称量斗中备任意料,大大提高了设备的灵活性,在土耳其伊斯梅尔高炉实际生产中得到了验证。
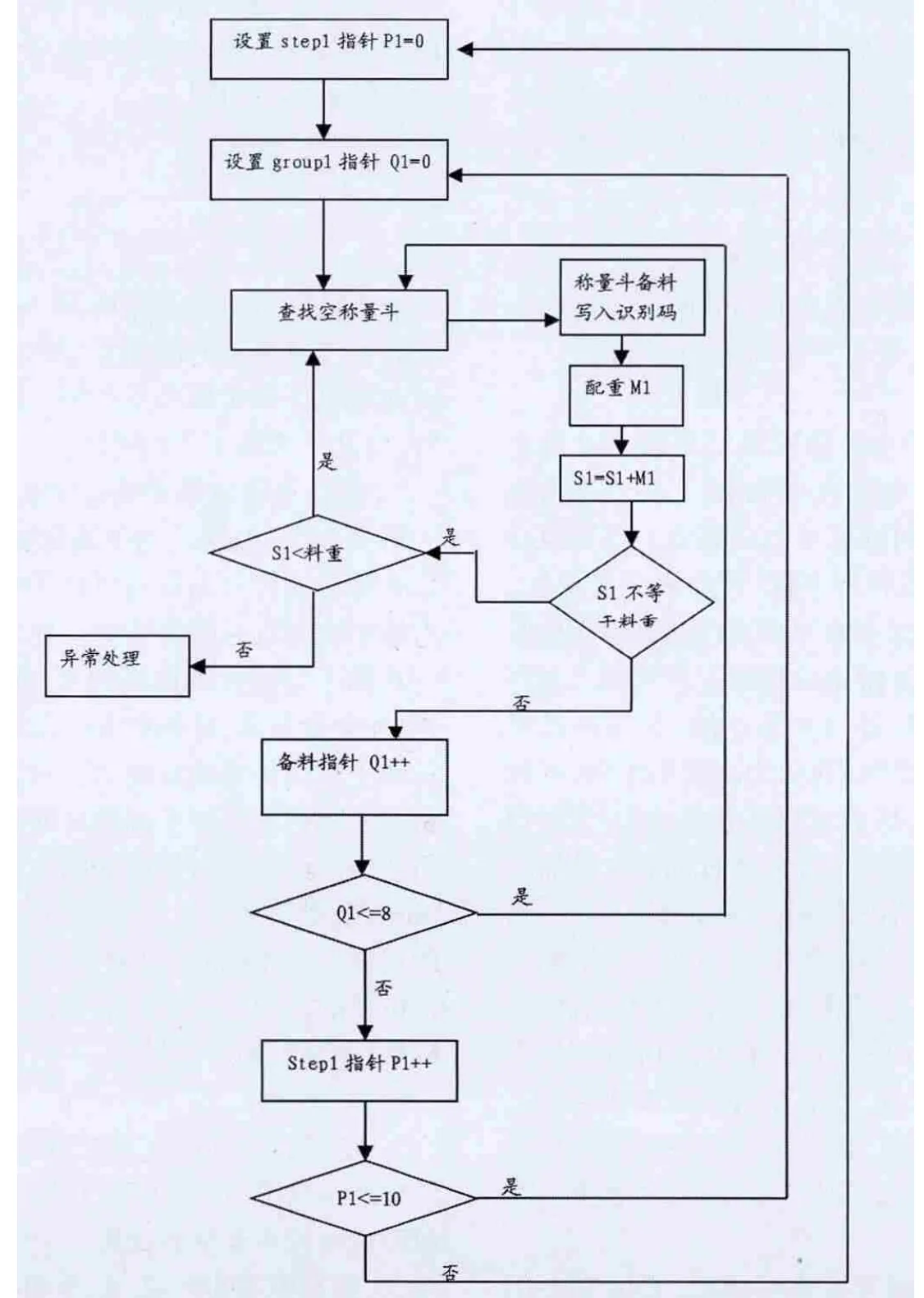
图2
[1]炼铁工艺[M].冶金工业出版社.
[2]西门子PROFIBUS工业通信指南[M].人民邮电出版社.
猜你喜欢
化工机械(2022年6期)2022-02-04
北京航空航天大学学报(2021年4期)2021-11-24
油气田地面工程(2021年1期)2021-01-20
建筑与装饰(2020年20期)2020-08-20
河北省科学院学报(2020年4期)2020-03-19
四川电力技术(2018年2期)2018-05-07
汽车实用技术(2017年18期)2017-10-17
广西教育·C版(2016年10期)2016-12-07
科学时代·上半月(2015年7期)2015-10-21
商业会计(2014年7期)2014-09-19