
顶罩板折角模的设计
2014-04-09 13:14株洲电力机车厂湖南412001伍国柱
金属加工(冷加工) 2014年11期
株洲电力机车厂(湖南 412001)伍国柱
1.零件工艺分析
图1所示为三菱空调顶罩板,材料为Q235A,板厚为0.6mm。零件的冲压工艺顺序为:切角冲孔→拉深切角→折边翻孔压窝→折角。其中折角要求把顶罩板上4角4个R10mm处2.3mm长的直边折出来。
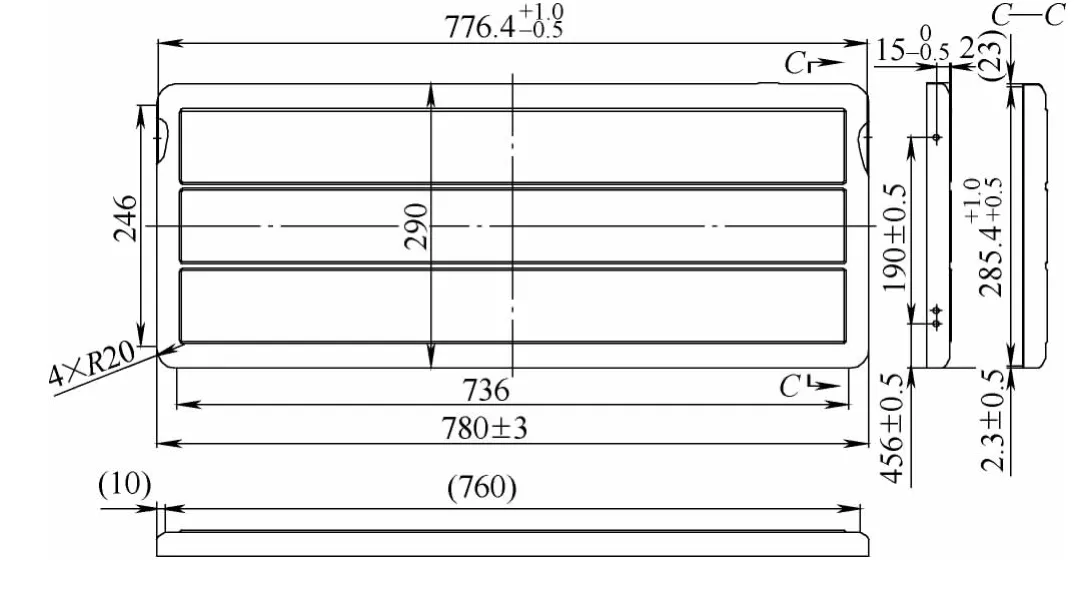
图1 顶罩板
2.模具结构的设计
顶盖折角模如图2所示,主要由滑动凹模组合、斜锲体、上下模板、折边凸模、侧压料板组合、压料板、压窝冲头、凹模斜锲、凹模斜锲基体、各限位装置、各导向装置和各类弹簧组合等组成。这套模具的最大难点在于顶罩板的边内翻后怎么脱料,这就需要折角的凹模必须能够活动,让开折边。为了解决这个难题,模具采用了斜锲式的滑动凹模。
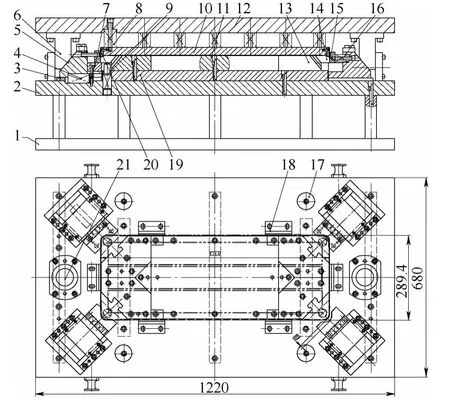
图2 顶罩板折角模
(1)折角凸模。折角凸模的工作条件比较恶劣,所以对凸模的材料不仅要求有高的硬度,而且要求材料有好的耐磨性、好的耐冲击性、好的淬透性和好的切削加工性。凸模采用Cr12MoV,热处理硬度为55~58HRC。图3所示为折角凸模的零件,热处理硬度为55~58HRC。
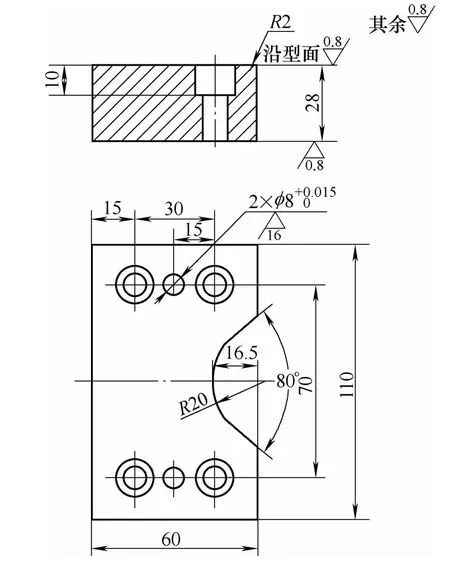
图3 折角凸模
(2)滑动凹模及凹模斜锲。滑动凹模组合由4件滑动凹模组成,是这套模具最关键的零件。图4所示为滑动凹模组合中滑动凹模1的零件,热处理硬度为55~58HRC。
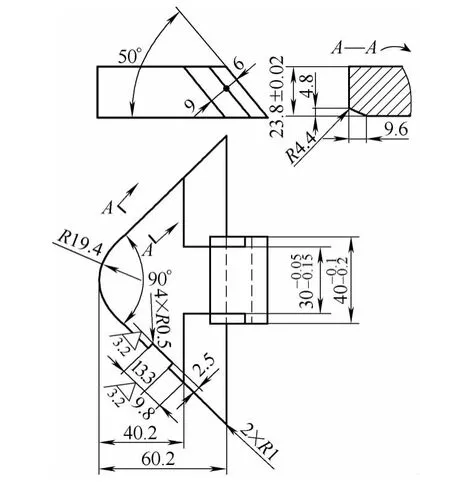
图4 滑动凹模1
滑动凹模中的50°斜面与凹模斜锲相贴合,可以在凹模斜锲中作上下滑动,同时也作水平方向的移动。滑动凹模的工作条件极其恶劣,既要进行上下滑动,又要承受折边的弯曲力,所以对滑动凹模的材料不仅要求有高的硬度,而且要求材料有好的耐磨性、耐冲击性、淬透性和切削加工性。滑动凹模材料采用Cr12MoV,热处理硬度为55~58HRC。滑动凹模形状复杂,精度要求高,既要与凹模斜锲相配合的斜面及两处锲形块的尺寸及位置,又要保证折边处的尺寸23.8mm及形状。
为了达到精度要求,滑动凹模热处理后工艺顺序如下:①把6面磨好到尺寸100mm×100mm×23.8mm,把 9.6mm、4.8mm和 R4.4mm磨好。②利用专用工装精密线切割加工外形及斜面。③钳工抛光切割面。
凹模斜锲组合由4件凹模斜锲组成,用来安装滑动凹模,与垫板用螺栓、销钉联结固定。图5所示为凹模斜锲组合中凹模斜锲1的零件,热处理硬度为55~58HRC。
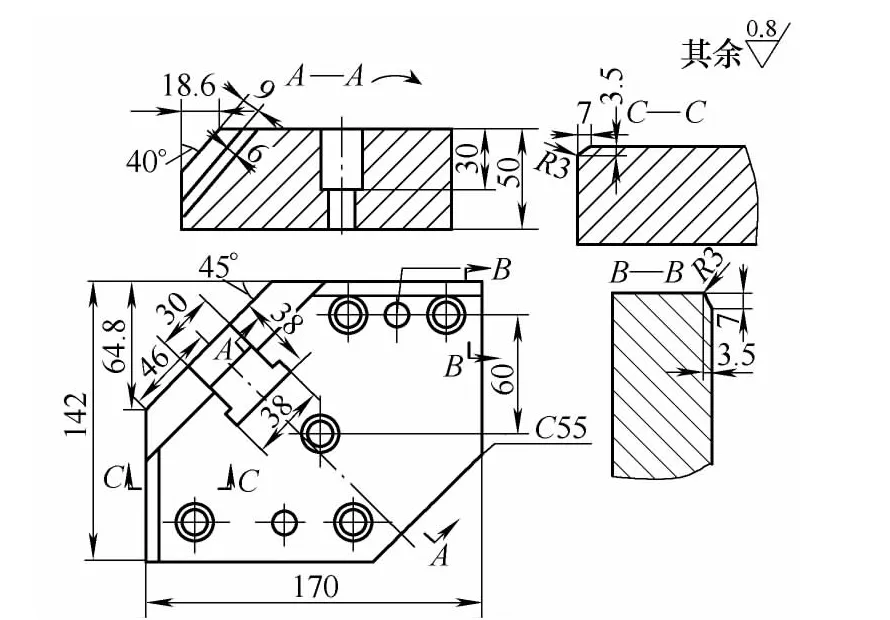
图5 凹模斜锲1
凹模斜锲材料采用 Cr12MoV,热处理硬度为55~58HRC。凹模斜锲热处理后工艺顺序如下:①把6面及 45°倒角磨好;把 B—B、C—C型面(7mm×3.5mm及R3mm处)磨好。②利用专用工装精密线切割加工T形槽及40°斜面。③钳工抛光切割面。
(3)压料与顶料装置。包括:压紧工件顶面的压料板及压料弹簧组合,压紧工件侧面的侧压板及侧压料弹簧组合,顶起滑动凹模的顶销及弹簧组合,滑块体复位用的复位弹簧。
(4)滑块体与斜锲体。滑块体是装折角凸模的基体。通过滑块体的运动来实现顶罩板四角的折角。滑块体两侧有经过淬火的导向块,下面是经过淬火的滑块体垫板,上面有限位的盖板,滑块体在它们中间滑动。滑块体既要滑动,又要经受斜锲体的冲击,所以滑块体的材料既要有强度,又要有硬度。滑块体的材料为45钢,经过淬火处理,热处理硬度为40~45HRC。斜锲体装在上模上面,模具下行时,斜锲体斜面与滑块体斜面接触,通过斜锲体的斜面传力,推动滑块体移动。斜锲体的材料为45钢,经过淬火处理,热处理硬度为40~45HRC。
(5)限位、导向装置。限位装置有:限制滑块体行程的滑块限位装置,限制模具上下行程的上下限位柱。导向装置有上、下模滚珠导柱导套装置,滑块体导向装置,侧固定板与侧卸料板之间的小导柱导套。
3.模具工作过程
在模具起始状态下,滑动凹模被下面装有弹簧的顶销顶起,高度超过斜锲基体6mm。在上模部分和下模部分脱离状态下,把顶罩板放到滑动凹模上面。然后启动冲床,上模部分下行。首先压料板与顶罩板接触,通过弹簧力压住顶罩板往下移动,滑动凹模也跟着往下移动。当滑动凹模的上顶面与斜锲基体上顶面平齐后,滑动凹模不再往下移动;由于滑动凹模是斜锲结构,在下行的同时也往外移动,自动定位贴紧了顶罩板的内腔。上模部分继续往下移动,斜锲体与下模部分的滑块体接触,通过斜面传力,滑块体往里行走。装在滑块体上的折角凸模也跟着往里行走。折角凸模前面都装有侧压料板和弹簧。当侧压料板与顶罩板及滑动凹模接触后,弹簧压缩,侧压料板压紧顶罩板;然后折角凸模对顶罩板折角。折角完成后,上模部分上行,斜锲体与滑块体慢慢分离;滑块体通过侧面的复位弹簧往外移动,当接触到限位装置后停止运动。同时,上模部分的压料板也慢慢上行,脱离顶罩板。滑动凹模也在顶销和弹簧的作用下上升,同时往里移动并与顶罩板内腔脱离,让开了折边部分,保证了顺利取料。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2022年2期)2022-03-25
中国农村水利水电(2022年1期)2022-01-24
公路与汽运(2021年6期)2021-12-06
模具制造(2021年8期)2021-10-20
煤气与热力(2021年5期)2021-07-22
中国设备工程(2021年1期)2021-02-01
制造技术与机床(2018年11期)2018-11-23
工业设计(2016年12期)2016-04-16
锻压装备与制造技术(2015年1期)2015-06-07
