
浮动套筒设计在机床铰孔中的应用
2014-04-09 13:13中航工业导弹院凯迈机电公司河南洛阳471003刘仁春袁维涛任春艳
金属加工(冷加工) 2014年8期
中航工业导弹院凯迈机电公司(河南 洛阳 471003) 刘仁春 袁维涛 任春艳
某零件中有铰刀孔工序,在实际加工中,由机用铰刀的锥柄插入尾座的锥孔中,再调整尾座套筒轴线与主轴轴线重合,而一般车床的主轴与尾巴轴线要非常精确地重合在同一轴线上是比较困难的,因此在批量铰孔生产中,严重影响了工件的质量和生产效率。为了保证工件的同轴度,提高产品质量,研制了机用铰刀锥柄安装在尾座套筒前的浮动套筒上。
1.浮动套筒的设计
此万向微量浮动套筒,铰刀在铰孔时可以自由地径向摆动,从而保证了铰刀与工件孔有很好的同轴度,铰孔精度较高。它的结构简单、装夹合理,深受使用者的欢迎。
万向微量浮动套筒的结构如附图所示。本体7使用T8A工具钢,热处理50~55HRC,后半部分4号莫氏锥体,用于放置在车床尾座顶尖孔内,前半部分有一台阶孔,孔内装入浮动座的定位止口,用4个M8的螺钉和本体7的螺纹孔联接。
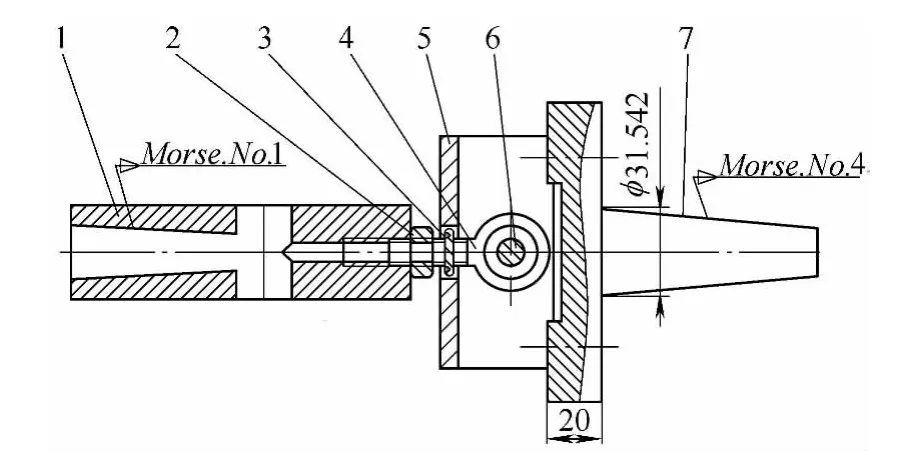
万向微量浮动套筒结构图
浮动座5使用T8A工具钢,热处理40~45HRC。浮动座上φ10mm的孔是将关节轴承4用销轴固定,关节轴承上有球形调节螺母3和锁紧螺母2,通过调节螺母3在浮动座孔中的位置来调节径向浮动量,锁紧螺母2用于固定关节轴承和联接套,同时传递铰削加工时的转矩。
联接套1使用T8A工具钢,热处理50~55HRC,联接套后部螺纹孔用于联接浮动座中关节轴承上M10的螺杆部分,调整好位置后用紧固螺母将联接套与浮动座固定紧,然后调节螺母来调节万向微量浮动铰刀杆的浮动量来适应机床与工件不同轴的情况,进行孔的浮动铰削加工。经过试铰调整调节螺母到浮动座合适位置完成对孔的加工。
2.工作过程
铰刀通过浮动套筒插入内孔中,利用套筒与本体、销套与套筒之间存在的一定间隙,产生浮动(径向浮动)。铰孔时,铰刀通过微量的偏移来自动调整其中心线与孔中心线的重合,从而消除了由于车床尾座套筒与主轴同轴度的误差而对铰孔质量的影响。
3.注意事项
(1)由于采用浮动套筒安装铰刀,铰孔时是靠铰孔前的半精加工内孔表面导向、定位的,铰孔工序本身不能修正半精加工内孔的形位误差。所以在铰孔前的内孔轴线不直或圆跳动等缺陷应在铰孔前一道工序把它消除,这样可以使铰出的孔达到同轴度和垂直度的要求。
(2)该装置对于机床自身误差能给予一定的修正。如修正机床主轴与尾座的同轴度误差。
(3)安装铰刀时,应注意锥柄和锥套的清洁。
此浮动套筒设计现已申报并获得2011年的国家专利,专利号为ZL201120002386.1。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2022年1期)2022-05-23
商品与质量(2019年43期)2019-05-25
汽车与驾驶维修(维修版)(2017年8期)2017-09-26
制造技术与机床(2017年2期)2017-05-04
现代制造技术与装备(2016年7期)2016-03-02
中国科技纵横(2014年15期)2014-09-02
轴承(2014年12期)2014-07-21
机械工程师(2014年2期)2014-04-21
机床与液压(2014年10期)2014-03-07
