橡胶软管制造工艺综述
2014-04-13 06:29梁西正王维相
世界橡胶工业 2014年2期
梁西正, 白 鹏, 王维相
(1.平顶山市矿益胶管制品有限公司, 河南 平顶山 467013;2.中橡集团 沈阳橡胶研究设计院, 辽宁 沈阳 110021)
橡胶软管制造工艺综述
梁西正1, 白 鹏1, 王维相2
(1.平顶山市矿益胶管制品有限公司, 河南 平顶山 467013;2.中橡集团 沈阳橡胶研究设计院, 辽宁 沈阳 110021)
胶管的生产、制造,目前虽然还多数沿用传统的生产设备和工艺方法,但近20年来胶管的工艺和装备有了很大的发展和提高,向机械化、连续化生产和自动化方向迈进,高速精密钢丝缠绕机旋转式钢丝/纱线编织机、包树脂机、尼龙水布带缠解机、自动厚度/直径测量/控制装置、连续硫化装置等相继投入使用,极大地提高了胶管的生产速度、精度和质量,综述了橡胶软管制造工艺方面的技术及进展。
橡胶软管;制造工艺;夹布胶管;钢丝编织胶管;液压胶管
0 前 言
胶管用的聚合物材料已从橡胶扩展到了塑料,有相当多一部分软管,尤其是中、低压软管,广泛采用热塑性塑料作为内衬层和外覆层。胶管的增强材料正以维纶、涤纶、锦纶和芳纶等合成纤维取代传统的棉线、棉布,高强度钢丝在液压胶管得到应用,有些特种胶管采用钢丝帘线或钢丝绳,有些甚至采用互锁式缠卷钢片作为增强层……不难看出,在胶管生产和制造方面,新技术、新工艺的推广应用起到了积极的促进作用。
按软管制造采用的工艺可以细致划分为4个软管型别:
А型:为控制软管内径尺寸采用的硬芯法制造的软管;
В型:为控制内径尺寸而采用的软芯法制造的软管(包括芯型或不用芯型制造的塑料液压软管);
С型:不适用芯型(无芯法)制造的软管;
D型:挤出的柔性塑料软管(D型不包括缠绕增强的塑料抽吸和排输软管,这类软管归入С型)。
以上4个软管型别按照胶管的制造方法又可以划分为3种基本工艺方法:硬芯法、软芯法和无芯法。
1 硬芯法
1.1 机械包缠的夹布胶管
这种胶管称为А型胶管,如其名称所示,这类胶管是用三辊成型机制作的,辊的中心位于等边三角形的角上,机器的底部则由其中两个辊子构成。这种方法是先压出胶层,冷却后再借助空气吹胀,套在经防粘贴处理的硬芯上。硬芯截面为圆形,其外径为胶管的标称内径。对于较小直径的胶管,硬芯可用钢质材料制作;而对于较大直径的胶管,则用轻质合金材料制作,以利于搬运和移动。硬芯的长度为40m,当然三辊成型机的长度也应与硬芯的长度相等。这样就能使硬芯连同套在上面的内胶层一起,刚好放置在两个底辊之上和中间的位置。
织物补强层是以条形纵向引入三辊式成型机的,辊子移动时即将其拉到辊子之间。纺织织物(有时称帆布)预先用压延机擦胶(或用刮胶机涂胶),再按所需宽度以45°角剪裁成条状,并用搭接的方式将所形成的擦胶胶布条连接起来,形成一条比硬芯长度稍长的长胶布条.以此保证胶管的屈挠性。沿胶管的纵向铺放外胶,将外胶置于三辊成型机的适当位置上,并用辊子压实。
在外胶置于三辊成型机的适当位置上被辊子均匀压实后,通过成型机的辊子在胶管上缠上尼经水包布,然后将缠好尼经水包布的胶管进行硫化。硫化完毕后,剥下尼经水包布,以备再硫化时使用,并将胶管从芯子上脱下。机制夹布胶管硬芯法工艺流程图参见图1。

图1 硬芯法制造夹布胶管工艺流程图
另外还采用一种机制方法,就是用机器将内胶层、补强层和外胶层缠叠在硬芯上,所缠叠的纺织物通常是直裁的,但可以任何所需要的角度进行施工。这样,在角度控制方面就比标准的45°斜裁搭接在一起的织物具有更大的灵活性。运用这种装备还可以进行无纬线、帘线施工,如需要的话,可以在同一道生产工序中对胶管进行铠装。在另一台缠解布带机的配合下,胶管铠装-硫化后的胶管外面缠金属螺旋线。再缠上尼经水包布而完成生产。至此,硬芯法机制夹布胶管生产工序即已完成,以备一起进行硫化。采用上述两种方法制作的夹布胶管可应用于许多场合,其中包括输水、压缩空气、焊接、蒸气、喷砂、啤酒酿造、葡萄酒和食品输送等领域。
1.2 钢丝编织缠绕增强的液压胶管
采用这种方法生产的胶管也可以称为卧式编织(缠绕)增强胶管。由于采用硬芯法,可以精确地控制胶管内径尺寸,可以精确地控制钢丝编织角度,能够在压力下限制胶管的反应量,使高压胶管具有紧密牢固的编织增强层。大体上,供卧式编织(缠绕)增强的胶管内胶可采用充气方式套在硬芯(钢芯)上,内胶层可以采用挤出方式,然后套在硬芯上,或者用挤出机直接在硬芯上挤出内胶层,然后用编织机在内胶层上编织钢丝增强层。卧式编织机可以有20锭、24锭、36锭、48锭和64锭数种。

图2 典型硬芯法钢丝编织软管制造过程简图
用卧式钢丝编织机(或缠绕机)对内胶层进行钢丝编织(或缠绕)作业。依据工作压力大小,可以进行一层或双层钢丝编织(若是高压液压胶管,最多可以6层钢丝缠绕)。典型的硬芯法钢丝编织(缠绕)增强的液压胶管过程简图参见图2和图3。某一内径尺寸(内径16mm)硬芯法钢丝编织胶管施工表见表1。某一内径尺寸(内径25mm)硬芯法钢丝缠绕增强液压胶管4层钢丝缠绕施工表见表2。

图3 典型硬芯法钢丝缠绕增强液压软管制造过程简图

表1 典型硬芯法公称内径16mm钢丝编织增强的液压胶管施工表

表2 典型硬芯法公称内径25mm钢丝缠绕增强的液压胶管施工表
采用硬芯法制作的胶管主要是一般工业用胶管,特别是中高压液压胶管,也可以有输水胶管和压缩空气胶管。由于是采用硬芯法制作,所以它的内径尺寸控制得很精确。
2 软芯法
这种软芯法是将模制长胶管的生产方法与卧式(钢丝)编织(缠绕)增强方法结合在一起而发展的方法。国外采用的软芯采用尼经6、尼经11,制成实芯尼经棒,也可以采用ЕРРМ制成橡胶棒,橡胶棒中间加有钢丝绳,以防止使用过程中被拉变形。采用上述材料制成软芯可以实现长尺寸胶管精确的内径控制,因此这种方法在液压胶管,特别是大长度液压胶管的应用中前景很好。
模制长胶管根据内径尺寸,通常可达300m以上。可用普通设备压出,冷喂或热喂,或两者联用。喂料可用条状或颗粒胶料,最后包树脂进行硫化。
应用于液压系统中的胶管,对于较低工作压力,基本上用织物材料作胶管的增强层。如用于较高工作压力的场合,则采用高强力钢丝,以钢丝编织或钢丝缠绕方式制成液压胶管。钢丝编织则在采用“五月柱”舞动原理的钢丝编制机上,钢丝锭子在轨道中同时以顺时针和逆时针方向彼此交叉方式旋转。
软芯法制造钢丝编织(或缠绕)胶管工艺流程图参见图4。
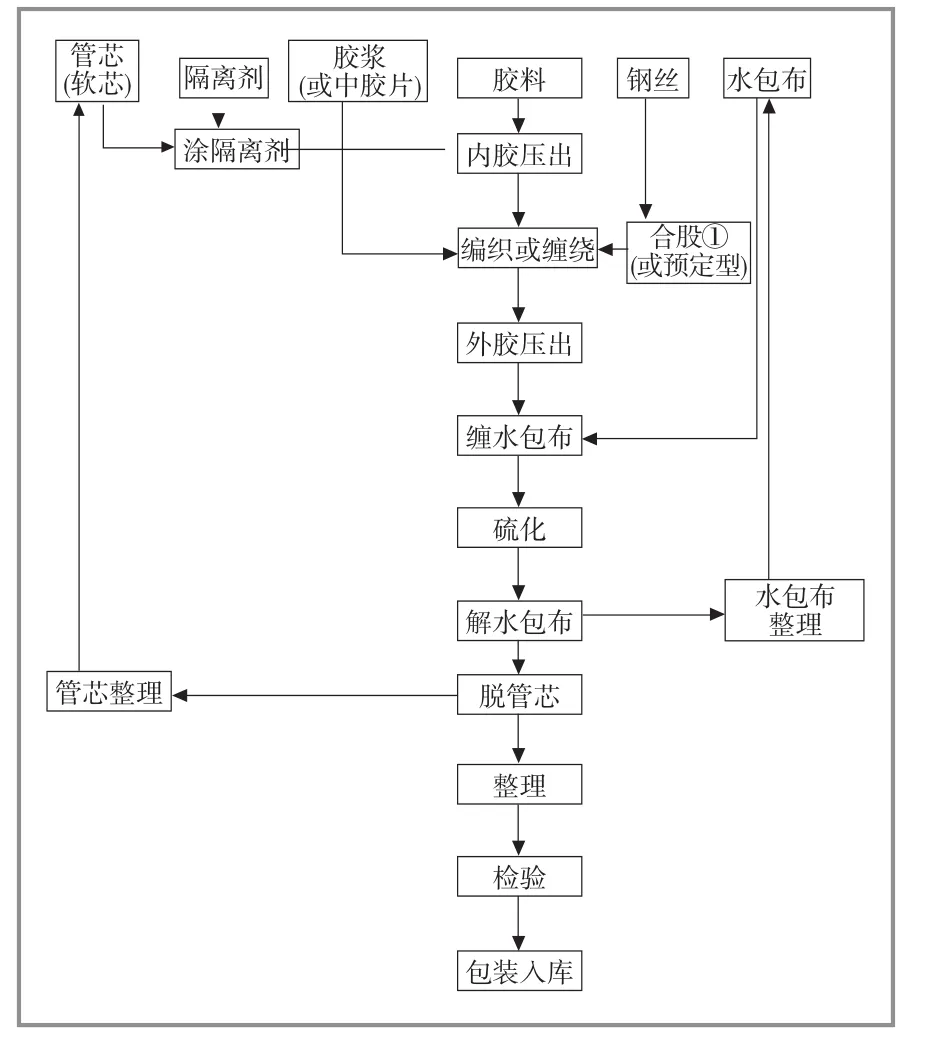
图4 软芯法制造钢丝编织(或缠绕)胶管工艺流程图
将工艺流程图中的钢丝换成纤维线,就是软芯法制造纤维编织(或缠绕)胶管了。
在美国采用软芯法生产大长度钢丝编织液压胶管时是采用立式钢丝编织机,依其尺寸不同可选用16锭、20锭、24锭、36锭、48锭或64锭钢丝编织机。采用双盘钢丝编织机一次就可以进行两层钢丝编织作用(在两层钢丝编织层之间铺设一层中胶片)。
软芯法制作胶管的生产方法与硬芯法基本相似,但其生产的胶管长度可以大大长于硬芯法,不同之处是采用挤出机直接在软芯上挤出内胶层,再进行编织,最后包外胶层,然后在整根胶管上包缠好尼经水包布加以紧固,再进行硫化。硫化后解下水包布,脱芯即可。
3 无芯法
这类软管包括缠绕增强的塑料抽吸和排输软管。
内胶层的压出长度,依据内径尺寸通常可在300m以上。压出可用普通设计,冷喂或者热喂料挤出机,或者两种联用。喂料可采用条状或者颗粒状胶料。
还有一种方式,即冷胶料是以胶条的形式从混炼车间供给特殊设计的锥形螺杆压出机,然后喂入一小型开炼机,并再将这种热胶料以胶条形式喂入另一台同样的压出机,以此压出内胶。内胶再冷却并经过一定时间放置,将织物线编织或缠绕在其外面。然后将带有增强层的胶管通过直角机头压出机(冷喂或热喂)包覆外胶层,最后包覆树脂(聚丙烯)或包缠尼经水包布硫化。
采用无芯法制造的纤维编织(缠绕)胶管工艺流程参见图5。无芯法制造的钢丝编织胶管工艺流程图见图6。采用无芯法可以制造通用胶管,例如空气胶管、输水胶管、园艺胶管等。

图5 无芯法制造纤维编织(或缠绕)胶管工艺流程图
此工艺中缠绕用纤维线可不经合股;采用裸硫化者,或包(剥)树脂,可采用聚丙烯,另外也可以采用尼经水包带。
4 其他各类胶管及其制作方法
4.1 带有织物外套层的胶管
这种带有织物外套层的胶管也可以称之为帆布胶管,或者叫作水经带(消防)。
用这种方法制作的胶管管体是由圆织机制作的长纺织织物,而不是由平板状织机纺织的夹布管所用的帆布构成。由于织物套的截面为圆形,经线当然也就经向走向,而纬线则以圆周方向编织到经线之中,这样就针织出了无接缝的环形织物。在纬线中加钢丝螺旋线是可能的,而如果在耐油内胶层外面纺织出这样一种圆织结构,就可以生产出加油泵胶管。当然使用这种增强结构最多的就是消防胶管(水经带)。

图6 无芯法制造钢丝编织胶管工艺流程图
带有织物外套的胶管是在圆织机上以单独一道工序纺织出织物套(也作外覆层用)的方法制作的。内胶层通常是压出的或者是用压延胶片制成,可以采用半硫化。而贴有未硫化胶料的,也可以将未硫化的内胶层直接穿入织物套里,然后将制作的胶管在一平坦表面伸直展开,并将端部夹住,直接通入空气,这样就可以在硫化过程中将内胶层压起并挤进织物骨架层中,硫化后,织物和内胶层形成一整体织物。
另外还有一种四梭圆织机,圆织机上每一交替圆织的材料可以是不同的。采用此方法制成的胶管通常是将其内衬层(内胶层)在圆织过程中同步地被牵引到圆织衬套里,立式圆织机采用一无支撑内胶,而卧式圆织机将内胶层套在芯轴上,当它通过时完成整个编织作业。
依圆织胶管的结构和应用,这种圆织胶管外表面可以不加外覆层,或者加上外胶层保护。如果是较小规格的,则这类胶管可用于吸引作业场合,就是在这类胶管上铺设两个交替的缠绕钢丝,具有耐压扁的性能。
4.2 手工制作的胶管
这种胶管通常用于建筑、土木工程和疏浚工程等领域,用来泵水、泥浆、水泥砂浆,另外还有港湾码头疏浚作业、输油以及近海输油等。这类手工制作的胶管也并非都是手工制作,仅是其中部分工序采用手工。例如疏浚工程用的疏浚胶管,公称规格在100~1200mm之间,这种大口径胶管在往芯轴上铺放内胶层以及铺置帘布增强层时都采用手工操作。手工制作的胶管使用纺织物和帘线增强层,在成型设备上每层增强层用手工铺放并辊压到适当位置后,可根据需要使胶管旋转,钢丝螺旋线是缠绕上去的,目的是在抽吸作业时防止出现塌瘪。
另外,近海停泊以及海上输油作业也都是大口径的胶管。海上输油胶管内径很大,使用条件非常苛刻,要求有很高的可靠性,这就要求很好的制造工艺和生产设备。多年来国外一直采用硬芯法,以半自动化和自动化加工设备实施内胶铺放、铺放织物帘线,施加钢丝帘线层、增强层、缓冲层、浮体层、外胶层,缠尼经水包布,实施硫化罐硫化。
英国Dunlор公司就是采用硬芯法生产海上输油胶管的,包覆内胶层、施加织物帘线层、钢丝帘线骨架层、外胶层和缠解尼经水包布都是在同一胶管成型机上完成的。用机械设备缠绕钢丝绳,缠绕钢丝张力均匀一致,使胶布中胶层铺放均匀,并与管接头(法兰盘)至主体胶管一体成型。
另外美国Fеrgusеn Вrоss公司、Gооdаll公司多年前就采用了可以生产大口径胶管的专业设备——胶管成型机。该机自动化程度较高,操作者可以在移动操作台上操作整根管芯,在其长度范围内移动、转动操作,并通过电子设备控制台调控胶管的包覆、钢丝、帘布缠绕、拉伸角度和管芯的转速。
Gооdаll公司研制的更为先进的胶管成型机取名Gаlаху,可以制造海上输油排吸油胶管,港湾、河道疏浚工程用的疏浚胶管以及码头输油胶管等,自动化程度较高,可以方便地制造出内径范围广、长度大的大口径胶管,适用于传统的纺织物、钢丝帘线等材料。
海上输油胶管加工、制造过程主要如下:
а、将所需的织物进行干燥处理和进行涂覆。
b、将涂胶后涂覆织物按要求进行裁剪拼接,45°斜裁。
с、在法兰盘螺纹接口贴附粘着胶片。
d、向管芯上铺放内胶层和涂胶缓冲层,涂胶织物铺放角度和搭接宽度要精密控制。
е、用胶管成型机(参见Сооdаll公司的Gаlаху胶管成型机)铺放钢丝绳帘线和织物帘线骨架层。
f、在铺放好的钢丝绳帘线层端部用钢丝将帘线层坚固在螺纹接口位置上。
g、铺放各层中胶片(缓冲层)。在缓冲层后铺放螺旋钢丝,并用焊接法将螺旋钢丝端部焊接固定在法兰端。海上输油胶管都是采用金属法兰盘式管接头。现在所用的管接头有两种:一种是带有螺纹接口的法兰盘(包括套入或焊颈式),一种是无螺纹接口的两半式法兰盘,二者都是在胶管制作过程中将其建造在胶管管体上成为一体化结构。
h、铺放好螺旋钢丝,并以焊接方式将螺旋钢丝端部焊接到接口位置,使其固定。在螺旋钢丝端部焊接固定住后,铺放胶层、织物缓冲层或胶片,然后铺放外胶层以及涂体层(闭孔泡沫),典型结构是丁腈橡胶内胶层、织物缓冲层、4层钢丝绳帘线层、1层中胶层、8层钢丝帘线层、织物缓冲层、外胶层。如果是整体漂涂式输油胶管,则有一层闭孔橡胶海绵层、织物层。
i、铺放相关胶层、织物缓冲层和外覆层,以及铺放涂体层。
j、胶管成型后,包缠水包布紧固,推入硫化罐硫化。
k、硫化后解开剥掉水包布,脱掉管芯。
4.3 挤出的柔性塑料软管
(1)园艺软管,更确切地说是一种纯塑料管,以适当品级的РVС挤出制成,其壁厚要满足城市自来水管压力冲击。城市总水管的压力约为6×105Ра,即一个良好的РVС园艺软管要以爆破压力与工作压力之比至少3:l的安全系数进行设计。加工方法是将胶凝的颗粒РVС或母炼胶喂入冷喂料挤出机,通过适宜尺寸口型压出,导入水槽,然后缠卷。这种水管内径通常有12.5mm、16mm、19mm和25mm4种规格。
(2)(1)中挤出的塑料由于无增强层而强度不够,则在该管结构中再加入织物补强层。其生产方法是压出РVС内衬层,再使其通过编织机或缠绕机,然后用直角机头压出机包覆РVС外覆层。同样这种软管也多用于低压输水和空气。
(3)吸引软管。不管是以橡胶为基材制作的,还是以塑料为基材制作的,在结构上基本相同,都会有刚性螺旋线,以防止在吸引作业时塌瘪。螺旋线通常是由预先旋压成型的钢丝构成。当然在塑料软管中,它通常是由刚性或半刚性РVС构成。还有一种特殊加工方式,即这种塑料螺旋线与软РVС管体同时压出,从而形成一个不分割的整体复合体。所生产出的这种塑料软管,有很好的耐压和屈挠性能。
(4)适合于某些液压和相似作业的塑料软管通常是用尼经或其他相似性能的材料制作的,同样它们也是由压出的内衬层、缠绕层或织物编织层及压出的外覆层所构成。整个管体可以用适宜的胶粘剂牢固粘合,也可以借助外覆层材料的高收缩率固定为一体。
4.4 汽车胶管
汽车上使用的胶管,例如散热器软管、制动胶管等,大体可以划分为以下几种。
(1)“拆布”式波纹胶管。这种胶管通常是两个金属模具之间模压压出的纯胶管(有带中间补强织物层的,也有不带补强织物层的)制作的。通常要采取措施,在硫化期间施加低负压,以协助成型。这种胶管一般用作两根刚性管体的挠性连接器,例如某种车辆散热器的连接器。
(2)另一种供汽车用的散热器或冷却剂胶管,即所称的异型管,依据汽车型号具有各种形状和弯曲。这种胶管有内胶,内胶要具有耐热和耐各种冷却剂的性能,补强层通常是用胶管针织机来完成的,然后再覆以适宜的橡胶胶料构成外胶层。成型后的胶管可套在要求形状的模具上,再将定型后的胶管连同模具放入硫化罐,使定性的胶管硫化,然后将它从模具上拆卸下来。
(3)使用非石油基制动液的道路车辆液压制动系统用制动软管。这种液压制动软管在车身部件与车轮制动装置之间形成挠性连接器,可用一定长度的钢芯制作,也可以用软芯制作。软管应由一弹性体衬层、埋置或粘合到内衬层上的两层或多层帘线增强层和外覆层构成。增强层之间允许有一层缓冲胶片。外覆层应当是能承受长期天候老化而不龟裂的黑色胶料软管内衬层,应当可耐GВ12981规定的非石油基制动液的胶料。这种制动软管的外胶层也是用来保护编织的增强层免受机械损坏和天候、油和腐蚀介质损害的,也是通过压出而包覆在胶管编织层外面,因此也是无缝的。外覆层通常由耐天候、耐臭氧的胶料制作。各编织层用胶液浸渍,以使每层编织层与其相邻编织层隔离,并将每一编织层中的纤维粘合在一起,同时确保编织层牢固粘合到里面的内胶层和外面的外胶层上。为了使软管各部分紧密结合在一起,要在外胶层上紧紧缠上尼经水包布(或紧紧缠绕一层密集钢丝),然后硫化。硫化后解下尼经水包布(或钢丝层),脱芯。
由于道路车辆液压制动系统用制动软管的使用性质,消除一切事故危险是特别重要的。为保证安全,所有的标准和规范都规定在适合高于最大工作压力的压力下对100%的胶管组合件进行液压试验。除了这一静液压试验外,还规定对所生产的每批软管组合件进行非常全面的试验,这些试验包括缩颈试验、容积膨胀试验、爆破试验、制动液相容性试验、屈挠试验、拉伸强度试验、高温脉冲试验、动态条件下耐臭氧试验、低温弯曲试验、盐雾试验。在吸水试验后,还要进行爆破强度、屈挠和拉伸试验,由此保证制动软管的安全性能。
(4)使用石油基制动液的道路车辆液压制动系统用制动软管组合件。这种使用石油基制动液的液压制动软管(组合件)由弹性体内衬层、埋置或粘合到内衬层上的两层或多层帘布增强层和外覆层构成。增强层间允许有一层缓冲胶片。外覆层应当是能承受长期天候老化而不龟裂的黑色胶料,而内衬层应当是耐ISО7308规定的石油基制动液的胶料。工艺过程和试验内容与使用非石油基制动液的液压制动软管相同。
(5)气压制动软管。这种软管用于包括气压制动系统中所有含空气驱动力装置的制动胶管组合件,其结构与前面所述的非石油基液压制动软管的结构相同,即用钢芯制作,并用几层股线编织增强层。而对气压制动胶管,还可以用几层浸有氯丁胶的纺织物作增强层,这种胶管采用永久性装配的模压管接头,还可以采用与上述相同的无缝内胶层、一层高强度钢丝编织层构成的增强层和压出的氯丁胶外覆层组成。如果需要的话,也可以在钢丝编织层外面铺放一层纤维编织层,保证外覆层与骨架层之间获得很好的粘合强度。这种胶管与液压制动胶管一样,采用钢芯法制作,也使用永久性机压式管接法。气压制动胶管的试验项目同液压制动软管,只是外加气压试验。
(6)吸引胶管。前面说明的机制夹布胶管和铠装胶管都是耐压胶管,在使用过程中,胶管内介质的压力高于胶管环境的压力,此时胶管骨架层起到承受介质压力的作用;而吸引胶管在使用时正相反,胶管内介质的压力低于胶管环境压力的作用,使胶管不被环境压力挤扁。根据金属螺旋线在胶管放置位置不同,吸引胶管可以划分为露线式吸引胶管和埋线式吸引胶管,通常它们的结构见图7和图8所示。
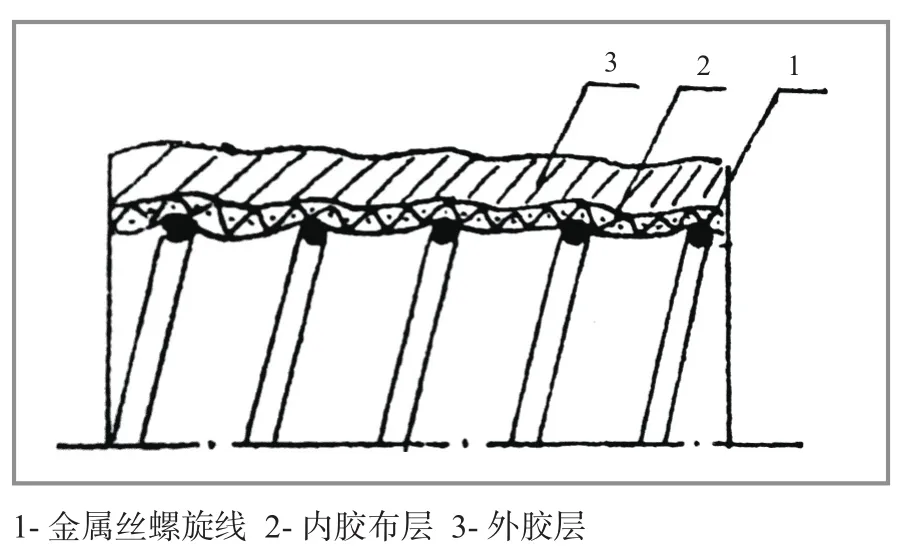
图7 露线式吸引胶管

图8 埋线式吸引胶管
吸引胶管的结构可以根据具体的需要和加工情况进行适当的改变,如有的露线式吸引胶管还加上外胶布层,埋线式吸引胶管可以不要内胶布层。
露线式吸引胶管的金属螺旋线是裸露在胶管里面的,与胶管内输送的介质直接接触,容易被介质腐蚀。同时,胶管在输送介质时阻力较大,因此露线式吸引胶管只能用在介质对金属螺旋线没有腐蚀作用或腐蚀作用很小,同时在胶管使用过程中对胶管输送介质产生的阻力要求不太严格的地方。
用于吸引胶管的金属一般为中碳结构钢丝,主要有以下规格(单位为mm):0.40、0.50、0.70、0.90、1.00、1.50、2.00、2.50、3.00、4.00、5.00、6.00等。在制造吸引胶管时,首先要根据吸引胶管使用条件和使用要求确定是采用露线吸引胶管,还是采用埋线式吸引胶管。确定了采用什么形式的吸引胶管,就可以确定施工方案了。例如设计一种内径为76mm、能够承受l00kg外来负荷,负荷作用宽125mm、输送介质对钢丝有较强腐蚀作用的吸引胶管,则首先选择埋线式结构、选择45#钢丝作为金属螺旋线,金属丝螺距t=20mm,选择21s/3×3帆布作内、外胶布,厚度为0.65mm。确定胶布厚度0.7mm。外胶布采用2层胶布,典型的φ76mm吸引胶管施工表见表3。吸引胶管制造工艺流程图见图9。

表3 φ76毫米吸引胶管施工表
(7)耐压吸引胶管。耐压吸引胶管既具有铠装胶管的性能,又有吸引胶管的性能,可以在胶管内介质的压力高于胶管外界环境压力的条件下工作,又可在胶管内介质压力低于外界环境压力的条件下工作。耐压吸引胶管主要用于在高外压下输送物料或在抽空状态下吸引物料的场合。耐压吸引胶管可分为内露线外铠装、内露线埋线和埋线外铠装等结构形式,具体结构如图10、11、12所示。

图9 吸引胶管制造工艺流程图

图10 内露线外铠装耐压吸引胶管

图11 内露线埋线耐压吸引胶管
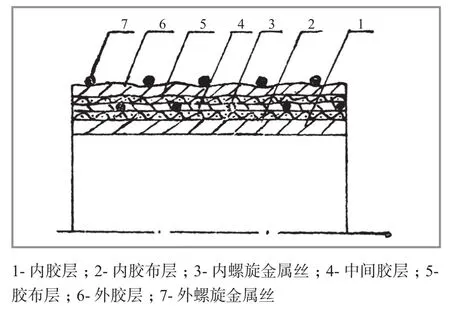
图12 埋线外铠装耐压吸引胶管
耐压吸引胶管的结构也可以根据具体情况作适当的更改,如内露线外铠装耐压吸引胶管可以不用外胶布层,内埋线外铠装耐压吸引胶管可以加上外胶布层,也可以不用内胶布层。
[责任编辑:朱 胤]
TQ 336.3
В
1671-8232(2014)02-0034-09
梁西正(1963- ),男,高级工程师,毕业于武汉工业学院电气自动化专业,长期从事橡胶软管生产和研发工作,曾任全国橡胶委软管分技术委员会专家组成员,已发表论文近20篇。
猜你喜欢
建材发展导向(2022年1期)2022-03-08
魅力中国(2021年45期)2021-11-14
建材发展导向(2021年11期)2021-07-28
装备制造技术(2021年1期)2021-05-21
水泵技术(2021年6期)2021-02-16
地理教育·当代幼教(2020年1期)2020-02-16
科技风(2018年3期)2018-05-14
科技风(2018年2期)2018-05-14
灾害医学与救援(电子版)(2016年2期)2016-03-11
现代农业(2016年5期)2016-02-28