新型PTFE油封自定位工装设计与改进
2014-04-13 06:29张甜
世界橡胶工业 2014年2期
张 甜
(临沂职业学院 工程系, 山东 临沂276017)
新型PTFE油封自定位工装设计与改进
张 甜
(临沂职业学院 工程系, 山东 临沂276017)
PTFE油封凭借其优良的耐高温、耐介质、耐压力、长寿命等特性,在汽车发动机以及很多军工设备中得到日益广泛的应用。国内从20世纪90年代开始,陆续有企业生产PTFE油封。然而,国产件的质量稳定性还差得很远,主要表现在PTFE油封在装配时直接损坏密封唇片或者外径密封面,导致直接失效。其主要原因是国产PTFE油封内径和外径的同心度差。设计了一种自定位的装配工装,它具有自动定位功能,试验结果表明,这种工装可以保证PTFE油封产品的同心度达到要求。
PTFE油封;唇形密封;同心度;自定位;工装
0 前 言
РТFЕ最早被用在军事工业,直到20世纪50年代才开始用于静止密封元件。70年代开始,国外一些大公司设想利用РТFЕ来替代橡胶,制造唇形密封。直到1975年,美国Маthеr公司率先提出了一种宽唇口结构的РТFЕ密封件,也就是现在РТFЕ油封的前身。它的加工工艺为:先将РТFЕ材料压成圆薄片,然后拉成喇叭状,再夹在金属内、外壳中,中间夹一层橡胶弹性片。这种新型结构的密封件与以往的橡胶密封明显不同,不仅结构简单,无需螺旋弹簧,且与轴的接触面积宽,一般有3~4mm。由于РТFЕ具有很高的自润滑性,唇口不易烧坏。但该类型密封的唇口内壁光滑,封油效果不佳,因此出现了唇口内壁刻有“反旋螺纹槽”的动力型密封(如图1所示)。它利用螺纹槽的作用,使轴表面的一层油膜受到螺纹槽的内推力,从而阻止油膜向外渗漏。这种油封上世纪80年代得到发展,这种结构的出现使唇形旋转密封产生了一个质的飞跃。目前国外的油封唇口片大多采用模压螺纹型,而国内基本上采用车削螺纹型,通过在端面车削螺纹,提高对轴的追随型,使密封性能,特别是静态的密封性能大大改善。

图1 带有反旋螺纹槽的动力型密封示意图
РТFЕ油封由于其加工工艺的限定,唇片的形状形成需要在油封成型后,用特制工装进行定型,以保证油封在装配时容易装配,不出现翻唇等情况,也保证了产品的最初抱轴力,避免早期泄漏,一般特制成型工装的结构如图2所示。
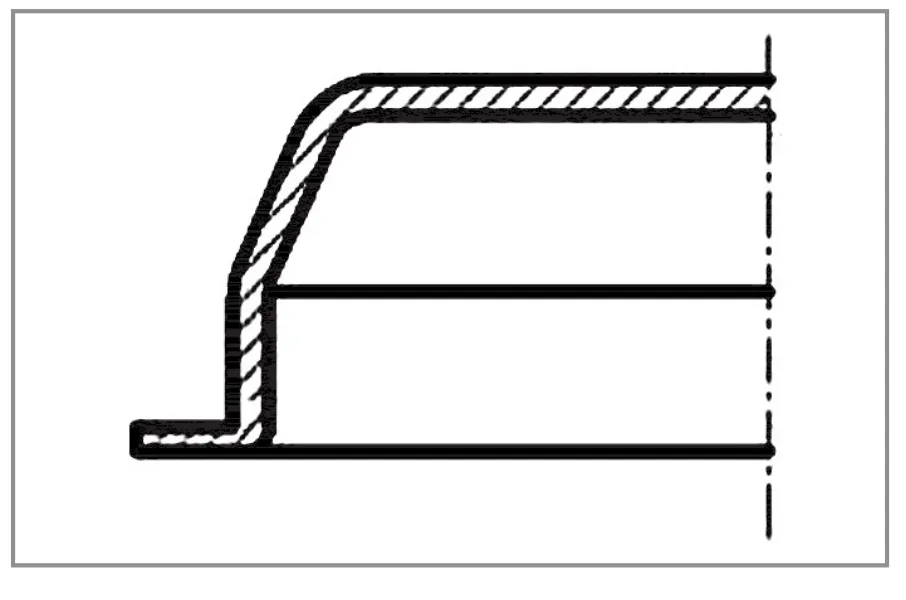
图2 PTFE油封的特制成型工装结构
同心度是指产品的内径形成的圆的圆心,至产品外径形成的圆的圆心之间的距离。其测定方法为:使用无接触测量仪(视频投影仪,或者ссd影像检测仪),在产品自然保持2h以后,测定内外径形成的圆心的距离。
现在国内采用的一般为热定型,其加工的流程一般为:

在热定型前安装工装时,一般没有安装设备,仅靠手工安装。手工安装时受力不均匀,同时该种结构在定型时没有内径和外径的同时定位作用,这样很难保证产品的同心度。一旦出现同心度变大之后,由于РТFЕ本身具有塑料的性能,即使将其加热处理,也很难恢复到原来的形状,从而导致РТFЕ油封在装配时,出现装配失效。
1 同心度对装配失效的影响
选取同心度在0.15mm、0.20mm、0.30mm、0.35mm、0.40mm、0.45mm的产品各10件,用内径定位去装配外径(即在装配时,先装配内径和轴,然后用轴的导向再装配孔),出现失效的数量统计如表1所示。
由图3可以看出,当产品的同心度小于等于0.3mm时,装配时将不会出现失效情况。所以我们在工装设计时,需要保证产品的同心度小于0.3mm。

表1 同心度对装配失效的影响

图3 不同同心度装配失效的数量对比
2 工装设计改进与验证
2.1 设备设计
工作原理如下:
(1)将图2所示的保持工装产品放入工装内,然后放入产品;

图4 设备设计示意图
(2)启动设备动力开关,使气缸1、气缸2、气缸3同时进入气体,开始运动;
(3)气缸1的直径为气缸2和气缸3的8倍左右,所以气缸2和气缸3的动作速度快,到位后直接可以压制油封,防止上移;
(4)气缸1顶压保持工装,进入产品内部,将РТFЕ油封唇片形成。
2.2 工装设计
定位原理如下:
(1)固定模对产品的外径进行定位;
(2)气缸运动时,将活动模推进固定模内;
(3)组装后定位靠固定模的内径与活动模的外径进行定位。
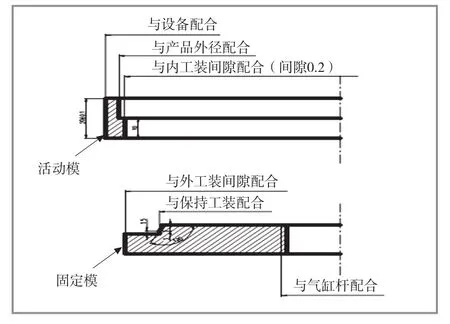
图5 工装设计示意图
2.3 工装的验证
选取30件产品进行验证,实际测量数据如图6所示,概率分析如图7所示。

图6 同心度与样本序号的散点图
由图7的概率计算分析图表可以看出,大于0.3mm的概率为10.3%,还有很大的改进空间。
2.4 工装的改进
定位不精确主要有以下两个原因:(1)装配工装固定模与活动模之间的间隙为0.2mm,如果没有间隙或者间隙比较小,气缸本身没有定位导向功能,会出现工装擦伤,导致寿命降低;(2)产品的外径与固定模结合处也必须有一定间隙,保证产品取放方便。针对以上两个原因对工装进行更改,如图8所示。
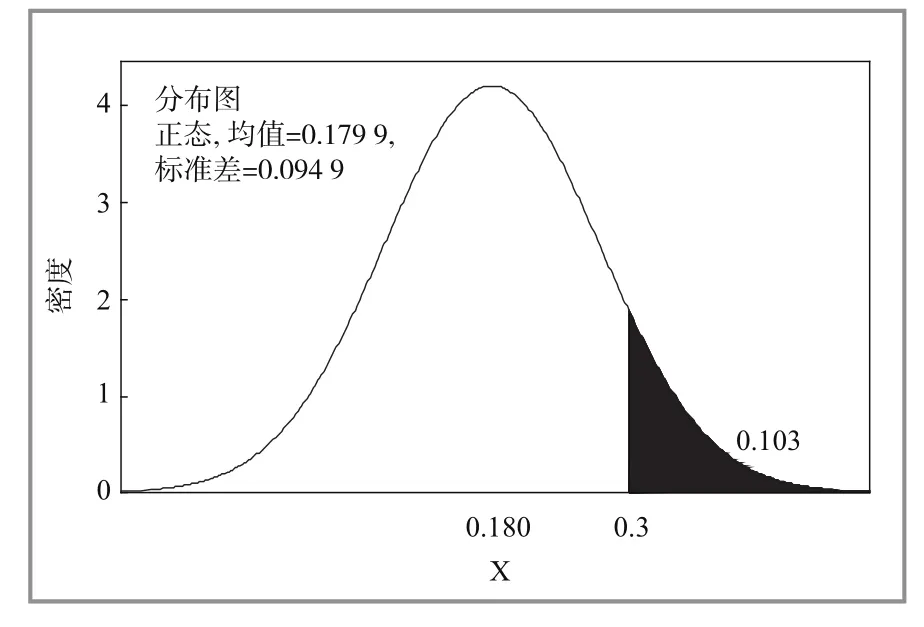
图7 工装改进前的概率分析图

图8 工装改进示意图
(1)在固定模与活动模之间的配合,更改成有角度的斜面配合,使工装在自身装配时就产生自定位功能,实现不依靠设备或气缸进行定位,而仅靠自身定位;
(2)在固定模与产品外径配合的尺寸上,增加45°导向角,保证方便操作。
2.5 改进后工装的验证
正常生产200件产品,实际数据如图9、10所示。
由图10概率计算分析图表可以看出,大于0.3mm的概率为3.807 7×10-9,超过六西格玛水平。
3 结 论
(1)РТFЕ产品在安装时,内外径的同心度大于0.3mm时,就会出现正常装配方法下的装配失效情况,比率随着同心度的增大而增加。

图9 偏心量对样本序号的散点图
(2)装配工装依靠直面定位的工装,不能有效控制产品的同心度。
(3)自定位工装可以有效控制产品的同心度,达到质量控制的水平。

图10 工装改进后的概率分析图
在生产过程控制中,有效地利用工装可以提高产品的质量。同时,能够设计出适合的工装,对生产过程的控制也尤为重要。
[1] 徐下忠, 吴周安, 王树华, 刘建华.改性聚四氟乙烯汽车油封材料的研究与发展[C].中国氟化工可持续发展研讨会.
[2] 乐启发, 王红进, 叶昌明. 填充聚四氟乙烯油封的研究与发展[J].化工生产与技术,2000,7(5):28-30.
[3] 陈登隆. 国内汽车油封生产现状与发展[C]. 第二届全国橡胶制品技术研讨会.
[责任编辑:朱 胤]
康迪泰克公司在华研发中心开张
康迪泰克公司在中国的第一家装配及减振控制技术研发中心日前开张。
该研究与开发中心位于常熟,距离上海100公里。该中心将与吉利、通用和上海大众等汽车制造商密切合作,开发和制造“创新型”的橡胶制品。
作为老牌的德国公司,康迪泰克为该中心投资约800万欧元,历时8个月完成建设。该中心有30名中国工程师,负责研发生产原型发动机架、减振器和衬套。
康迪泰克减振控制业务部的负责人表示,该公司已做了很明确的决定,就是在全球重要的汽车制造商聚集的地区布局发展,比如在欧洲、北美、南美,现在也在亚洲发展该公司业务。此举可以使康迪泰克公司以其全球化的平台,支持其产品特征及服务,并能快速而准确地满足所有重要区域的客户在当地的需求。
(谢 立)
TQ 336.4+2
В
1671-8232(2014)02-0046-04
2013-11-20
张甜(1984- ) , 女,硕士研究生,临沂职业学院工程系机电教研室。2009年毕业于青岛科技大学控制理论与控制工程专业,研究方向为机械加工和数控技术。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
福利中国(2022年3期)2022-07-20
音乐天地(音乐创作版)(2021年7期)2021-10-13
河北画报(2020年3期)2020-06-24
河北画报(2020年5期)2020-06-10
橡塑技术与装备(2018年18期)2018-09-22
汽车实用技术(2015年8期)2015-12-26
中国管理信息化(2015年8期)2015-01-03