
冲压模具激光熔覆快速修复与表面强化技术研究
2014-04-21 06:48戴晓光
机械工程师 2014年2期
戴晓光
(湖北职业技术学院,湖北孝感432000)
0 引言
模具是机械、冶金、电子、轻工与国防等工业领域的重要装备。在我国,模具由于磨损、机械损伤而失效,导致每年的经济损失达几十亿元人民币。因此,对模具的破损部位进行修复以及对模具进行表面强化以提高模具的使用寿命是模具制造业中急待解决的关键问题。
目前,国内外模具生产企业通常采用电镀、堆焊、热喷涂等方法对模具进行修复与表面强化;其中:电镀技术具有工艺成熟、成本较低等优点,不足之处是镀层较薄,与模具的结合力差,形状损坏部位难于修复,对环境有污染;堆焊技术具有操作简单、成本较低等优点,但是堆焊的热输入量大,加工效率低,稀释率高,导致模具热影响区大且容易变形;热喷涂技术具有工艺成熟、操作简单、施喷环境宽泛及效率高等优点,但涂层与基材呈机械结合,涂层容易出现气孔以及与模具之间结合强度低,在使用的过程中易剥落。
与常规的电镀、堆焊、热喷涂技术相比,激光熔覆技术具有能量密度高、稀释率低、热影响区与热变形小等特点,熔覆粉末的化学成分可调、可控,修复涂层的显微组织细小且致密,与基材呈结合强度高的冶金结合,在模具表面强化与修复领域具有广阔的应用前景。
冷冲压模具在工作过程中,承受周期性冲击、磨损,工作环境较恶劣,服役一段时间后,表面存在严重的磨痕、凹坑,从而导致冲头损坏。因此,针对冷冲压模具的性能特征以及服役过程中硬度与耐磨损性要求高的特点,笔者成功开发了用于冷冲压模具的激光熔覆修复技术。
1 主要研究内容
1)激光熔覆Ni基WC涂层的材料选择与制备。粘结金属选用熔点高且具有良好耐磨与耐蚀性能的NiCrBSi合金粉末,陶瓷相选择热膨胀系数低、具有一定塑性并与粘结金属润湿性、相溶性好的铸造WC颗粒。研究内容包括:涂层宏观尺寸、稀释率与粉末利用率的影响因素,包括陶瓷相含量、激光参数(激光功率、激光扫描速度、激光光斑尺寸、搭接率)等。
2)激光熔覆Ni基WC涂层内陶瓷相行为的研究。研究内容包括:调节激光工艺参数,不同含量与粒径的陶瓷相颗粒在激光熔覆过程中的烧损特征,陶瓷相颗粒最终的分布特征与性能,析出碳化物的类型与结构,粘结金属的成分、组织及性能,陶瓷相与粘结金属发生交互作用后,形成反应层或重新析出碳化物的成分、晶体取向、界面处的应力特征等;建立陶瓷相与粘结金属交互作用的程度、方式与复合层裂纹敏感性之间的定量关系。
3)激光熔覆Ni基WC涂层耐磨性能的研究。对比激光熔覆与等离子喷涂、堆焊相同成分材料所制备的涂层的干摩擦磨损性能,分析磨屑的形貌特征与影响复合层干摩擦磨损性能的因素,探讨复合层的干摩擦磨损机理,建立激光熔覆工艺参数与涂层的显微组织以及耐磨性能间的定量关系,获得优化的工艺参数。
2 利用激光熔覆技术实现冲压模具快速修复与表面强化的方法与步骤
1)首先将专用合金粉末(Ni基WC合金粉末)装入自动送粉器的装料斗内,然后将模具的破损部位或模具需要表面强化的部位进行打磨、除锈,然后用酒精、丙酮清洗干净,再把模具放入电炉内在温度为450℃下预热5~6 h。
2)利用铜管对模具的破损部位或模具需要表面强化的部位吹入Ar气。
3)将具有矩形光斑的激光束与自动送粉器的粉末喷嘴定位于模具的破损部位或模具需要表面强化的部位。
4)利用粉末喷嘴将Ni基合金粉末吹入激光熔覆热源形成的熔池内,当激光熔覆热源移开后,熔融的合金粉末快速凝固结晶形成涂层。
5)当激光熔覆完一道之后,沿激光扫描速度的垂直方向移动数控机床,其移动的距离为矩形激光光斑长度的80%~90%。
6)检测涂层的面积是否达到预期的要求,如果没有,则重复步骤2)~步骤5),直到涂层达到所要求的面积。
7)对涂层表面进行铣削与磨光,获得所要求的表面粗糙度。
3 技术验证
我们深入研究了激光熔覆金属陶瓷层的工艺条件,探讨了激光扫描速度对粘结金属的显微组织与陶瓷相烧损形式的影响规律,获得了WC质量分数最高达50%、稀释率小于10%、与基材呈冶金结合的金属陶瓷层,证实了激光熔覆金属陶瓷层技术是一种新型、有效的模具快速修复与表面强化技术。
图1为高硬压轮模具激光熔覆修复前后的宏观结构。从图1(a)可以看出,高硬压轮模具与冲头相互作用后,表面存在严重的磨痕、凹坑与沟槽,最大的凹坑深1 mm。经多道多层激光熔覆Ni基WC涂层修复后,修复区域表面较平整与光滑,经染料渗透剂检测无气孔与裂纹,激光熔覆Ni基WC涂层与高硬压轮模具交界处无明显的界面。另外,高硬压轮模具经预热后再激光熔覆Ni基WC涂层,高硬压轮没有变形、开裂与断裂。
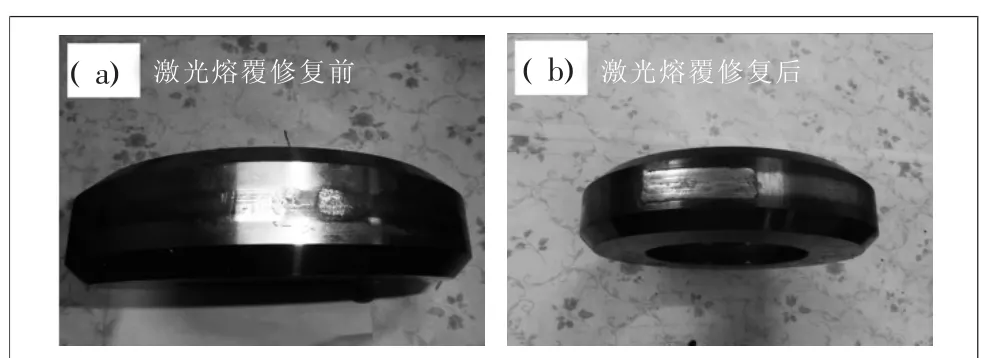
图1 压轮模具激光熔覆修复前后的宏观结构
[参考文献]
[1]黄卫东,林鑫,陈静,等.激光立体成形[M].西安:西北工业大学出版社,2007:326-339.
[2]赵洪运,刘喜明,连建设,等.辊锻模具表面送粉激光熔覆WC陶瓷层的高温组织与性能[ J].焊接学报,2002,23( 5) :12-14.
[3]时海芳,李晓东,马壮,等.碳化钨颗粒增强高锰钢基堆焊材料组织及耐磨性能的研究[ J].热加工工艺,2010,39( 17):12-15.
[4]李涌泉,稽宁,刘建强.45钢表面激光熔覆Ni合金粉末的组织和耐腐蚀性能研究[ J].热加工工艺,2012,41( 2):170-172.
[5]王锐,王存山.Nb4Si含量对激光熔覆Ti-Fe合金涂层组织和性能的影响[J].中国激光,2013,40(1):1-7.
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
上海建材(2018年4期)2018-11-13
中成药(2018年1期)2018-02-02
新世纪水泥导报(2016年1期)2016-07-01
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
燕山大学学报(2014年3期)2014-03-11
汽车与新动力(2014年4期)2014-02-27
