低黏度灌注环氧树脂体系工艺性能研究
2014-04-27 02:09杨红苟鹏飞周百能
东方汽轮机 2014年2期
杨红,苟鹏飞,周百能
(东方汽轮机有限公司, 四川 德阳, 618000)
低黏度灌注环氧树脂体系工艺性能研究
杨红,苟鹏飞,周百能
(东方汽轮机有限公司, 四川 德阳, 618000)
文章测试了不同温度下 E230E/E234H 灌注环氧树脂体系的黏度随时间的变化数据。 通过绘制时间随温度变化的黏度等高线图的方法, 认为最佳灌注温度为 25℃左右。 通过流变学模拟的方法, 得到树脂黏度与时间、 温度之间的关系式,以及指定温度下流动距离与时间、指定黏度下流动距离与温度之间的关系式,认为灌注温度越高,工艺性能越好。还讨论了实际运用情况与等温模拟之间的差异,给出了实际运用情况下环氧树脂体系拥有最佳工艺性能的条件。
环氧树脂,工艺性能,流变学,达西定律
1 前言
环氧树脂是一种环氧低聚物,与固化剂反应可形成三维网状的热固性塑料。通常在呈液体的状态下,经常温或加热进行固化,达到最终使用的目的[1]。 由于环氧树脂在常温下呈液体状态, 具有良好的工艺性能,而固化后又拥有高的力学性能,因此被广泛应用于电子、汽车、建筑、铁路以及航空航天等多个行业[2-5]。
近年来,随着风力发电的迅速发展,真空灌注( 又叫真 空导 入, Vacuum Resin Infusion Molding Process)成为环氧树脂加工中最常见的一种工艺[6],该 工 艺 又 称 SCRIMP 工 艺 (Seemann Composite Resin Infusion Molding Process), 其 工 艺 原 理 是 在刚性半模和柔性模组成的模具中,利用真空产生的压力将树脂通过预设的管路注入预制成型的增强材料,再经固化制成复合材料制品。真空灌注工艺的原理如图 1 所示[7]。
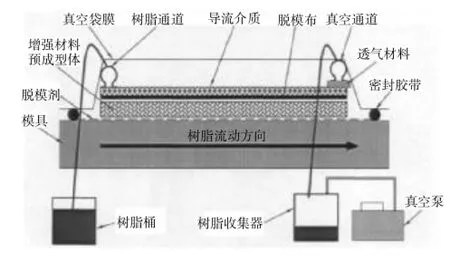
图1 真空灌注工艺原理示意图
在该工艺中,树脂充分浸渍增强材料是保证复合材料质量的关键,与所用低黏度环氧树脂体系的性能、导流介质的性能、增强材料的性能、真空压力、环境温湿度等多方面因素有关。由于环氧树脂体系的工艺性能对复合材料质量的影响非常大, 与此相关的研究已有很多文献报道[7-14],但这些文献中一般只研究了黏度与时间和温度之间的关系,并未综合考虑黏度、时间和温度相互影响下的环氧树脂体系的工艺性能。并且,对于低黏度环氧树脂体系的最佳工艺窗口的最大黏度不同文献之间也存在较大差异, 从 0.3 Pa·s[8]到 0.8 Pa·s[12]不等, 且该黏度的确定均为经验给出, 并未指出确定依据。
本文以对 E230E/E234H 风电叶片用真空灌注环氧树脂体系的分析为例,用两种不同的方法来研究低黏度灌注环氧树脂体系的工艺性能。一种是比较简单的黏度等高线判断方法;另一种是通过流变学的方法模拟环氧树脂黏度、灌注流速、灌注流动距离与时间、温度之间的关系,通过各参数之间的经验关系,确定环氧树脂体系的最高可灌注黏度以及最佳灌注工艺条件。
2 实验部分
2.1 仪器与试剂
2.1.1 仪器
旋转流变仪: 英国马尔文 Bohlin CVO, 旋转速度 50mrad/s~320 rad/s, 温度-150 ℃~550 ℃。
2.1.2 试剂
E230E/E234H 风电叶片用真空灌注环氧树脂体系, 推荐重量配比 100 ∶20, 东汽树脂事业部,工业级。
2.2 测试方法
将树脂和固化剂按推荐重量配比混合均匀,置于测试台上,小心除尽混合过程中产生的气泡,按旋转流变仪所设定的参数开始测试。
旋 转 流变 仪 的 测 试 参数: 转 子:40 mm 4°锥板; 间距:150 μm; 恒剪切速率:25 rad/s。
3 实验结果与分析
3.1 实验结果
分别测定 15 ℃、 20 ℃、 25 ℃、 30 ℃、 35 ℃、40 ℃和 50 ℃下环氧树脂体系的混合黏度随时间的变化曲线,测试结果如图2所示。由于旋转流变仪的温度控制系统可以有效地控制样品的温度,树脂体系混合后的反应放热基本可以忽略,即该测试结果消除了树脂体系反应放热对混合黏度的影响。

图2 环氧树脂体系在不同温度下混合黏度随时间的变化曲线
从图2可以看出,环境温度越高,环氧树脂体系的初始混合黏度越低,混合黏度随时间变化的增加速率越快,即反应速率越快。这与大多数环氧树脂体系的流变性能一致。
3.2 黏度等高线
根据所测得的混合黏度随时间变化的数据,通过软件转换可以得到时间随温度变化的黏度等高线图,如图3所示。

图3 环氧树脂体系的黏度等高线图
该黏度等高线图经常被用于环氧树脂体系工艺时间窗口的预测。如在指定温度的条件下,从图中可以查出环氧树脂体系混合黏度增加到某特定数值所需要的时间。由于环氧树脂体系固化时混合黏度随时间不断增加,对灌注环氧树脂体系,一般认为黏度增大到一定数值后其工艺性能非常差,从灌注开始到黏度增大到该数值的时间即认为是可操作时间。
目前并没有文献给出环氧树脂黏度具体增大到什么值后就可以认为其工艺性能非常差,通常该黏度取值 范围为 500~1 000 mPa·s。 从图 3 中可以 看 出 , 在 500~1 000 mPa·s 范 围 内 的 黏 度 等 高线上, 可操作时间最长的温度在 25 ℃左右。
通过黏度等高线的判断方法,可以粗略认为E230E/E234H 灌注环氧树脂体系的最佳灌注温度为 25 ℃左右。
3.3 流变特性
通过黏度等高线的判断方法,可以粗略找出灌注环氧树脂体系的最佳灌注温度。但该方法存在 2 个缺陷: (1)可操作时间的黏度数值的确定没有依据, 为经验值; (2)未考虑不同温度下灌注树脂体系的黏度不同,灌注速度不同,因此最长的可操作时间并不代表拥有最佳的灌注性能。
通过流变学模拟,可以将特定条件下灌注树脂体系的黏度、流速、温度和时间等因素的相互关系用公式表示,从中找出最佳灌注方案。
针对热固化树脂固化过程的流变学模拟存在很多不同的经验公式, 比较常用的有双 Arrhenius公式[15-17], 其表达式如下:

式中, η 表示黏度, T和t分别表示温度和时间, η∞和 k∞均为 Arrhenius 指前系数; Eη和 Ek分别表示树脂的流动活化能和固化反应活化能。参照双 Arrhenius 公式, 使用式 (1)来模拟灌注树脂体系在等温条件下黏度随时间的变化。
η(t)=exp(a+bt) (1)
对图 2 所测得的数据用式(1)进行模拟, 模拟结果如图4和表1所示。

图4 不同温度下的测试值与模拟曲线
多元线性回归的调整判定系数 R2值的范围为0~1, 调整 R2越接近 1, 说明线性关系越强。 从表1 中可以看出, 所有温度下的调整 R2值均大于0.997, 这表明拟合值与测试值的吻合度很高。
式(1)中参数 a和 b 均为温度 T 的函数, 参照双 Arrhenius 公式分别对 a、 T 和 b、 T 进行拟合,找出拟合公式所对应的各参数如表2所示。

表1 模拟曲线中各参数值与调整R2值

表2 a和 b 对 T 的拟合公式与参数值
从表 2 中可以看出, 使用式(2)、 式(3)进行模拟的调整 R2数值均大于 0.99, 这说明拟合公式拥有很高的匹配度。

将式(2)、 式(3)代入式(1), 即可得到灌注树脂体系在等温条件下黏度随时间的变化关系为:

人们常常使用达西定律来描述多孔介质中流体的流动性,该定律也同样适合用于描述灌注环氧树脂体系在增强材料中的流动性,其表达式如下[18-21]:

式中,v为流体流动速率;K为多孔介质的渗透率;A为流动截面积;η为流体黏度;P为压力; L为流动方向距离; ρ为流体密度; g为重力常数;θ为流动方向与水平方向的夹角。为简化分析, 认为 K、 A、 P、 L、 ρ和 θ等与灌注树脂性能无关的参数为固定值, 即C1为常数。 此时式(5)的表达式变为:

从式(6)中可以看出, 灌注树脂的流动速率与其黏度成反比, 黏度越大流动速率越慢。 由 s=v×t可知, t=x 时灌注树脂的流动距离 s(T,x)的表达式为:

将式(1)、 式(6)代入式(7)可得:

将式(2)、 式(3)代入式(8), 可以得出 E230E/ E234H 灌注树脂的流动距离 s与温度 T、 灌注时间t之间的关系, 如式(9)所示。

通过式(9)可以计算出任意给定温度 T 和灌注时间 t条件下, 灌注树脂的流动距离 s与常数 C1之间的关系。 图 5 是根据式(9)绘制出的不同温度下 s/C1与 t之间的关系曲线, 从图中可以得出以下结论:在等温条件下,灌注温度越高,其灌注树脂的初始流动速率越大,最远流动距离越远。

图5 不同温度下树脂流动距离与时间的关系
由于在模拟假设中未考虑凝胶效应带来的影响, 从式 (9)可以看出, 当时间 t趋于无穷大时,树脂达到最远流动距离。为便于分析,定义时间t0.9为树脂流动距离达到最远流动距离的 90%时所需的时间, η0.9为此时的树脂黏度。 从图 5 中可以看出,树脂流动距离越接近最远流动距离时其流动速度越慢。 可以近似地认为 t0.9为灌注树脂的可操作时间, η0.9为灌注树脂的最高可灌注黏度。
由式(4)、 式(9), 可以计算出:

根据式(10)、 式(11), 可以计算出不同灌注温度下树脂的可操作时间以及此时的最高可灌注黏度。
对 E230E/E234H 灌注环氧树脂体系, 通常在室温条件下进行灌注, 根据式(11)可以计算出 25℃ 下的 最 高 可 灌 注 黏 度 为 2 130 mPa·s。 从 式 (6)可知,灌注树脂的流动速率与其黏度成反比,黏度越大流动速率越慢,若树脂黏度高于该温度,其流动速率将会继续降低。因此,可近似认为该灌 注树 脂 体系 的 最 高可 灌 注 黏 度 为 2 000 mPa·s,高于前述等高线判定可操作时间所设定的黏度500~1 000mPa·s。
当 黏度 为 2 000 mPa·s时 , 由 式(9) 可计 算 出此时灌注树脂的流动距离s与温度T之间的关系为:

根据式 (12)可以作出黏度为 2 000 mPa·s 时树脂的流动距离与温度的变化曲线,如图6所示。

图6 不同温度下树脂黏度达到 2 000mPa·s 时的流动距离
从图6可以明显看出,灌注温度越高,树脂黏度达到 2 000mPa·s时的流动距离越远, 越有利于树脂的灌注。这与根据黏度等高线判断方法得到的最佳灌注温度不同,这是由于黏度等高线的判断方法中未考虑黏度对灌注速率的影响。
事实上,在灌注树脂体系的实际使用中发现并非灌注温度越高越好,这主要是因为本研究是在等温的前提下进行的,忽略了反应放热带来的影响, 与实际情况存在如下偏差: (1)反应放热导致灌注时树脂的实际温度比灌注环境温度高,此时与等温条件存在偏差:树脂体系的黏度随时间的增大速率更快, 可操作时间更短; (2)温度越高树脂体系的黏度越小,灌注速率越快,过快的灌注速率可能导致树脂对玻璃纤维布等增强材料的浸润程度不够,由于树脂与增强材料之间的界面作用力较小导致复合材料的综合性能较差; (3)树脂体系的用量越大,灌注温度越高,放热峰温度越高,过高的放热峰温度可能会导致树脂体系出现焦化现象,直接影响最终产品性能。由于放热峰温度不仅与树脂体系性能有关,还与树脂用量、复合材料制品形状和制品热扩散环境等多因素有关,因此使用时需要根据实际情况确定可接受的最高温度。此时,温度越接近该最高温度,环氧树脂体系的灌注工艺性能越好。
4 结论
(1)本实验测试了不同温度下 E230E/E234H灌注环氧树脂体系的黏度随时间的变化数据。
(2)根据测试数据, 绘制了时间随温度变化的黏度等高线图,得出了该灌注环氧树脂体系的最佳灌注温度为25℃左右的结论。
(3)通过流变学模拟的方法, 可以得到树脂黏度与时间和温度之间的关系式,以及指定温度下流动距离与时间、指定黏度下流动距离与温度之间的关系式。 得到了 E230E/E234H 灌注环氧树脂体系流动距离 s与时间T和温度t之间的关系为:

(4)找出了该灌注树脂体系的最高可灌注黏度为 2 000mPa·s, 并且灌 注温度越 高树脂黏 度达到该黏度时的流动距离越远。
[1]陈平,王德中. 环氧树脂及其应用[M].北京:化学工业出版社,2002
[2]李丽娟,鲍子娜,沈大理.2008-2009 年国外环氧树脂工业进展[J]. 热固性树脂,2010,25(2):43-50
[3]李丽娟,王同捷,沈大理,等.2009-2010 年国外环氧树脂工业进展[J]. 热固性树脂,2011,26(1):49-57
[4]李丽娟.2010-2011 国外环氧树脂工业进展[J]. 热固性树脂,2012,27(2):41-47
[5]陈净. 国 内环氧树脂行业现状 及 未 来 发 展 趋 势[J]. 中国涂料,2012,(7):25-27,39
[6]Jean-Pierre Pascault,Roberto J.J.W illiam s.Epoxy polymers:N ew M aterialsand Innovations[M].2010
[7]杨金 水. 真空导 入 模 塑工 艺 树 脂 流动 行 为 研 究[D]. 北 京:国防科学技术大学,2007
[8]梁志勇,段跃新,林云.EPON 862 环氧树脂体系化学流变特性研究[J]. 复合材料学报,2001,18(1):16-19
[9]LIU Zhuofeng,ZENG Jingcheng,XIAO Jiayu,etc.Rheologicalbehaviorsand processing w indowsof low viscosity epoxy resin for VIMP[J].Journal of W uhan University of Technology(Materials Science Edition),2011,26(5):931-934
[10]李江洪,郑亚萍,张曦,等.RTM 用环氧树脂体系的浸润性及化学流变特性研究[J]. 中国塑料,2012,26(1):71-76
[11] 秦泽云,张彦飞,赵贵哲,等.风机叶片用环氧树脂体系流变性能研究[J]. 玻璃钢/复合材料,2011,(3):34-37
[12]孙付宇,李慧,张彦飞, 等.风电叶片 VIMP 用环氧树脂体系流变性能研究[J]. 工程塑料应用, 2011,39(7): 56-59
[13]杨金水,肖加余,曾竟成,等.复合材料风电叶片专用树脂体系流变特性[J]. 武汉理工大学学报,2009,31(21):125-128
[14]杨金水,肖加余,江大志,等.真空导入模塑工艺树脂体系化学流变特性及流变模型[J]. 复合材料学报,2009,(4): 1-7
[15]R.Dusi M,A.May C,C.Seferis J.Predictive models as aids to thermoset resin processing[J].In Chemorheology of Thermosetting Polymers,American Chem ical Society, 1982,227:301-318
[16]M.B.Roller.Characterization of the time-temperatureviscosity behavior of curing B-staged epoxy resin[J].Polymer Engineering&Science,1975,15(6):406-414
[17]T.Ozaw a.Kinetic analysis of derivative curves in thermal analysis[J].Journal of Thermal Analysis and Calorimetry, 1970,2(3):301-324
[18]Paul Langemeier,Christoph Scheuer.Big challenges:The role of resin in w ind turbine rotor blade development[J]. Reinforced plastics,2010,29(1-2):36-39
[19]杨金水,肖加余,曾竟成,等.导流介质对真空导入模塑工艺树脂流动行为的影响[J]. 复合材料学报,2010,(4):1-8
[20]杨金水, 肖加余,曾竟成, 等.真空导入模塑工艺树脂流动规律研究[J].宇航材料工艺,2007,(5):22-26
[21]Alvaro Prada,Faruk Civan.Modification of Darcy's law for the threshold pressure gradient[J].Journal of Petroleum Science and Engineering,1999,22(4):237-240
Process Performance Research of Low Viscosity Infusion Epoxy Resin System
Yang Hong, Gou Pengfei, Zhou Baineng
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The data of viscosity vs time of E230E/E234H infusion epoxy resin system had been tested.By plotting the viscosity contour of time vs temperature,itbelieved that the best infusion temperaturewas 25 ℃.By themethod of rheology simulation,itgot the relationship of epoxy resin viscosity vs time and temperature,the relationship of flow distance vs time under a specified temperature,and the relationship of flow distance vs temperature under a specified viscosity.It believed that the higher temperature,the better process performance.It also discussed the difference between the actual use situation and the isothermal simulation,and found the condition of actual use situation when the epoxy resin system had the best process performance.
epoxy resin,process performance,rheology,Darcyˊs law
TK83
: A
: 1674-9987(2014)02-0065-06
杨红 (1986-), 男, 硕士, 助理工程师, 2010 年毕业于浙江大学, 现主要从事新能源相关非金属材料的开发工作。
猜你喜欢
润滑油(2021年5期)2021-11-23
北京航空航天大学学报(2021年9期)2021-11-02
舰船科学技术(2021年12期)2021-03-29
阅读(快乐英语高年级)(2021年11期)2021-03-08
建材发展导向(2020年20期)2020-11-26
中国民族美术(2020年3期)2020-05-07
润滑油(2019年6期)2020-01-01
民用飞机设计与研究(2019年4期)2019-05-21
读者·校园版(2018年5期)2018-02-08
爱你(2017年2期)2017-11-24