CLN 600MW 汽轮机组轴系振动治理
2014-04-27 02:09李世杰
东方汽轮机 2014年2期
李世杰
(大唐国际宁德发电有限公司, 福建 宁德, 355006)
CLN 600MW 汽轮机组轴系振动治理
李世杰
(大唐国际宁德发电有限公司, 福建 宁德, 355006)
文章通过对 4 号汽轮机组轴系实际振动测量数据以及 TN 8000 机组振动在线监测分析故障诊断系统、 生产实时监视系统图形数据的分析,找出了引起4号汽轮机组轴系振动的主要原因,并提出了解决的方法和措施。
汽轮机,振动,分析,处理
0引言
哈尔滨汽轮机有限公司制造的超临界、一次中间再热,三缸四排汽、单轴、双背压、凝汽式汽轮机, 型号:CLN 600-24.2/566/566, 采用数字式电液调节 (DEH)系统。 汽轮发电机组整个轴系由9个支持轴承支撑。其中高中压缸和低压缸设计 6 个支撑轴承, 发电机 3 个支撑轴承。 #1~#6瓦为四瓦块的可倾瓦; #7~#8 瓦下瓦为可倾瓦,上瓦为圆筒瓦; #9瓦为圆筒瓦。
1 机组检修前情况
1.1 机组 #7 瓦振动的过程及情况
2006 年 6 月 168 试运合格后, #7 瓦瓦振逐步增大。 特别是 2006 年 9 月 11 日 CT 跳闸后, 机组再次启动后, #7 瓦瓦振由 0.04~0.06mm 逐渐升到0.08~0.09mm。
1.2 机组 #5 瓦轴振的过程及情况
2006 年 9 月 8 日 168 试运以来, #5 瓦轴振情况正常, 满负荷时 X 向轴振在 0.06 mm 左右, Y向在 0.06~0.07mm。 2006 年 10 月 26 日 4 号发电机抽转子检修后启动, #5瓦轴振X 向轴振达到了0.07mm, Y 向达到了 0.10 mm。 2007 年 4 月 9 日4 号机 #5 瓦轴振情况, X 向轴振达 到了 0.098 mm, Y 向达到了 0.115mm。 有逐渐增大的趋势。
2 机组检修前检查及测试
2.1 发电机底脚及台板的检查
(1)用塞尺测量基础螺杆垫片与发电机底脚的间隙, 设计值为 0.02~0.25 mm。 检查结果只有东侧一个基础螺杆垫片与发电机底脚有 0.20 mm 间隙,其余手摇垫片不动。
(2)检查发电机汽、 励两端机座与台板的接触情况。发现发电机汽端靠B侧机座与台板接触情况不良, 局部 0.05 mm 塞尺能塞进, 并且发电机底脚与台板之间有5张垫子,不符合要求。
(3)检查发电机底脚的顶丝手拧不动, 顶丝处于顶紧状态。
2.2 机组检修前 #5~#8 轴瓦振动及 #5、 #6 轴承座和发电机的外部振动特性测试
(1)在机组空负荷及带负荷运行期间, 对轴系#5~#8 轴瓦振动, #5、 #6 轴承座和发电机的外部振动特性进行测试和分析,测试数据如表1所示。
(2)机组带负荷在 430~550 MW 运行, 采用日本 IMV 公司生产的 VA-2004 便携式振动数据采集仪, 对 #5~#8 轴承轴瓦振动和发电机本体的外部振动特性 (见图 1~图 2)进行了监测, 具体数值见表 2~表 4。
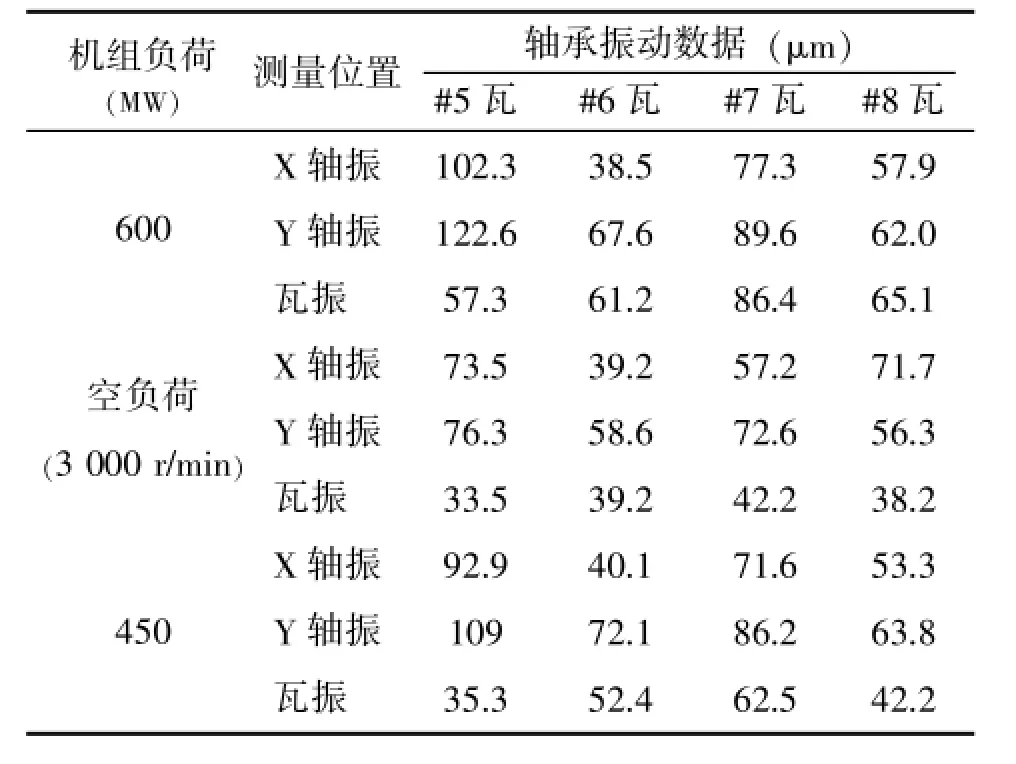
表1 机组空载及带负荷下各瓦振动值

图1 #5、 #6 轴承座外部振动特性测点布置简图

图2 发电机定子外部振动特性测点布置简图

表2 机组带负荷 #5~#8 轴承轴瓦振动值

表3 #5、#6 轴承外部振动特性数据(水平中分面处垂直方向)μm
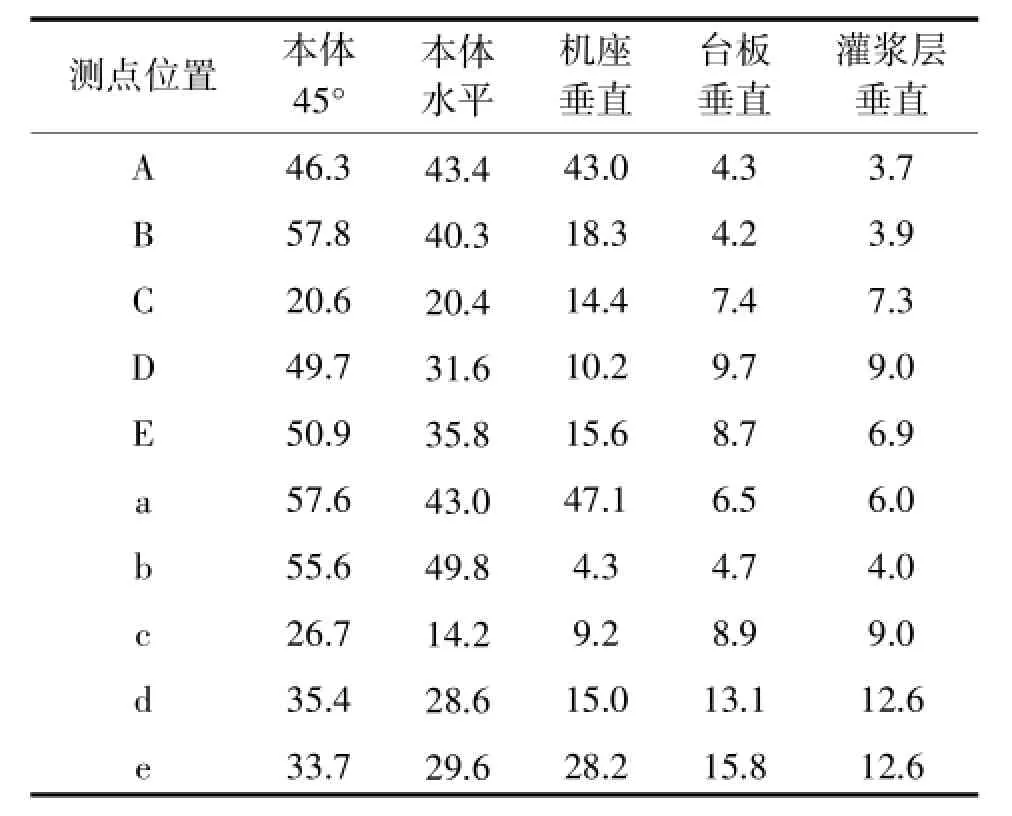
表4 发电机外部振动特性数据 μm
2.3 机组 #5 瓦 X、 Y 方向轴振升速波特曲线及并网后轴振趋势图
机组 #5 瓦X、 Y 方向轴振升速波特曲线见图3、 图 4, 并网后带负荷过程 #5 瓦 X 方向轴振趋势图见图5。

图3 #5瓦 X 方向轴振升速波特曲线

图4 #5瓦 Y 方向轴振升速波特曲线
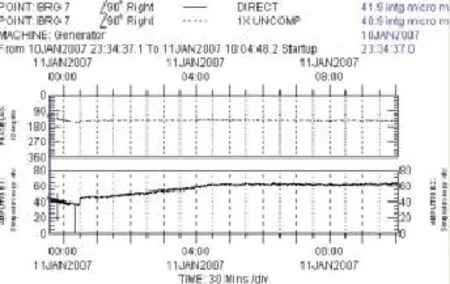
图5 并网后带负荷过程#5瓦 X 方向轴振趋势图
3 机组检修前检查及测试结果分析
3.1 机组 #5 轴承振动异常分析
从表 1、 表 2 可以得出, #5 瓦存在轴振和轴承垂直、 轴向方向振 动偏大问题。 机组在 3 000 r/ min 时, #5 瓦轴振值达到优良, 瓦振值也在合格范围内,频谱中均以工频振动为主,这说明机组的初始平衡状态良好。随着机组逐渐带上负荷,#5 轴承轴振增加较为明显, 至 600 MW 时, X 方向 由 73.5 μm 增 加 到 102.3 μm, Y 方 向 由 76.3 μm 增加到 122.6 μm, 轴瓦垂直方向由 33.5 μm增加到 57.3 μm。 从频谱上看, #5 瓦轴振和瓦振的增加主要是由工频振动的增加引起的,即振动的性质为强迫振动,负荷的变化对转子产生了一定的扰动,由于其增加的主要成份为工频,因此初步分析转子在#5瓦处产生了热变形从而导致热弯曲使激振力增大,该激振力随着负荷增加而逐步增大, 从而使轴振和瓦振增大。 此外, #5瓦轴向瓦振偏大, 达 66.8 μm, 频谱分析均以工频振动为主,进一步对轴承座的外部振动特性进行检查,发现在轴瓦轴向前后刚度存在严重的不对称,这从表 3可以看出。 因此, 初步分析, 引起#5瓦轴向瓦振偏大的主要原因为轴瓦轴向前后刚度存在严重的不对称,同时激振力偏大也加剧了轴向瓦振。
3.2 机组 #6 轴承振动异常分析
从表 1、 表 2 可以得出, #6 瓦存在轴承垂直、轴 向 方 向 振 动 偏 大 问 题 。 机 组 在 3 000 r/min 时 ,#6瓦轴振值达到优良, 瓦振值也在合格范围内,频谱中均以工频振动为主,这说明机组的初始平衡状态良好。但随着负荷的升高,垂直方向瓦振也 逐 步 增 大 , 至 600 MW 时 , 垂 直 方 向 瓦 振 由39.2 μm 升高至 61.2 μm, 而轴振基本不变, 这表明 #6瓦处的激振力较小, 引起瓦振增大的主要原因为轴承座及其支持系统刚度不够,随着负荷的增加,其动刚度由于缸体受热变形不是很均匀而有一定程度的下降,从而使瓦振也逐渐增大,当机组带满负荷后,机组膨胀和缸体受热变化稳定,轴承动刚度则也趋于稳定,振动则保持在一个稳定水平。 此外, #6 瓦轴向瓦振偏大, 达 64.0 μm,初步分析,其主要原因为轴瓦轴向前后刚度存在严重的不对称。
3.3 机组 #7 轴承振动异常分析
从表 1、 表 2 可以得出, #7 瓦存在轴承垂直振动超限、 轴向方向振动偏大问题。 机组在 3 000 r/min 时, #7 瓦轴振值达到优良, 瓦振值也在合格范围内,频谱中均以工频振动为主,这说明机组的初始平衡状态良好。但随着负荷的升高,垂直方向瓦振也逐步增大, 至 600 MW 时, 垂直方向瓦 振 由 42.2 μm 升 高 至 86.4 μm, 期 间 X 方 向 轴振增大约 20 μm, 达 77.3 μm, 仍为优良水平。 初步分析,随着负荷的增加,传递给轴承座的激振力有所增大,由于其轴承座及其支持系统刚度不足,使瓦振也逐渐增大,且增大幅度大于轴振。现场进一步对发电机的外部振动特性进行检查,具体数据如表4所示。测试结果表明,发电机灌浆层质量良好,其振动均较小,而在发电机定子本体 45°和水平方向, 其振动偏大, 且汽端高于励端。对于机座、台板和灌浆层的振动而言,汽端左右两角机座与台板的振动差高达 40 μm 左右,这说明了汽侧发电机机座底脚承载分布不够好,造成了轴承座及其支持系统刚度不足。此外,由于在发电机轴向不同位置,其基座的振动相差较大,使其轴向刚性不对称,这是引起轴向振动的主要原因。
3.4 机组 #8 轴承振动异常分析
从表 1、 表 2 可以得出, #8 瓦存在轴承垂直振 动偏 大问 题。 初 步分 析, 在 3 000 r/min 时, #8瓦轴振值达到优良,瓦振值也在合格范围内,频谱中均以工频振动为主,这说明机组的初始平衡状态良好。但随着负荷的升高,垂直方向瓦振也逐步增大, 至 600 MW 时, 垂直方向瓦振由 38.2 μm 升高至 62.0 μm, X、 Y 方向轴振基本稳定低于 76 μm, 仍为优良水平。 从表 4 看, 励端右侧机座与台板的振动差达 12.4 μm, 而励端左侧机座与台板的振动差达 6.9 μm, 这说明了励侧发电机机座底脚承载同样存在分布不够好,随着负荷的升高,发电机受热后,造成了轴承座及其支持系统刚度逐步下降,从而引发振动,当机组带满负荷后,轴承座及其支持系统刚度趋于稳定,轴瓦振动不再增大。
4 通过对4号汽轮发电机组系统的检查及测量分析确定处理的方案及措施
通过对4号汽轮机组轴系实际振动测量数据以及 TN 8000 机组振动在线监测分析故障诊断系统、生产实时监视系统图形数据的分析,确定福建大唐国际宁德发电有限责任公司4号机组轴系振动治理方案如下:
(1)4 号机 #5 瓦侧轴封回汽管检查, 确定铺设是否合理。
(2)4 号机 #5、 #6 瓦轴承箱检查, 是否有开焊、裂纹、松动部件影响轴承箱的刚度,必要时增加#5、 #6 瓦轴承箱的刚度。
(3)4 号机低-低、 低-发对轮解开, 复查对轮飘偏、晃度、对轮中心、对轮连接螺栓紧力。
(4)4 号机盘车齿轮飘偏、 晃度测量, 连接螺栓紧力复查。
(5)4 号机低压Ⅱ转子扬度及轴承座扬度测量,以低压Ⅱ转子为基准。
(6)4 号机 #6、 #7 轴瓦球面接触情况检查。
(7)4 号机发电机台板连接螺栓拉紧力检查。
(8)4 号机发电机底脚与连接螺栓垫片间的间隙检查。
(9)4 号机发电机底脚顶丝检查。
(10)4 号机 #5~#8 轴瓦检查。
(11)4 号机发电机底脚接触不良处理及二次灌浆层抽查。
(12)4 号机励磁短轴找中心。
(13)4 号汽轮机组滑销系统检查并加油。
(14)4 号汽轮机组低发联轴器发电机侧所加配重取掉。
(15)4 号机发电机底脚垫片严格按发电机厂布置图布置,如图6所示。
发电机机座底部所有垫片设计必须具有同样的槽形和槽距,每片至少含有2条槽。在同一层次或同一平面上相邻两片垫片相隔间隙不大于25 mm。

图6 发电机机座底部阶梯垫片布置图
(16)4 号汽轮机组做高速动平衡。
5 4号汽轮发电机组经过正常小修后的试运情况
4号机组经过 19天的小修, 对分析制定治理轴系振动前 16条方案和措施逐一检查消除, 机组修后于 2007 年 5 月 7 日 0∶30 冲车、 带负荷振动,数据如表5所示。

表5 4号汽轮机第三次冲车空负荷及带满负荷机组轴系振动
6 结束语
通过4号机轴系的综合治理,可以得出:该轴系的振动是由发电机基础问题、联轴器中心、安装质量等多方综合原因引起的。通过调整中心,改善发电机底部接触情况,以及动平衡试验等综合治理,解决了轴系振动的难题。同时公司4号汽轮机组轴系的振动与机组运行工况有关,特别是机组在单阀运行时轴系振动较大,顺阀运行时轴系振动良好,机组的真空对轴系的振动也有一定的影响。目前机组在不同负荷顺阀运行工况下,轴系振动水平在优良范围内。
[1]哈尔 滨汽轮机厂.CLN 600-24.2/566/566 型汽轮机主机说明书
[2]施维 新. 汽轮发电 机组振动及 事故[M]. 北京: 中国电力出版社,2008
[3]陆颂元.汽轮机发电机组振动[M].北京:中国电力出版社, 2000
[4]宁德发电公司.4 号汽轮发电机组本体施工安装技术记录
Hand ling o f Sha ft System Vibration of Steam Turbine Unit in CLN 600 MW
Li Shijie
(Ningde Datang International Power Generation Co.,Ltd.,Ningde Fujian,355006)
Based on the actualmeasurement vibration data of No.4 turbine,TN8000 online vibration analysis and diagnosis system and real-time production monitoring system data,the main reason of No.4 turbine shaft vibration was found,then the solution of shaft vibration was put forward.
turbine,vibration,analysis,solve
TK268
: B
: 1674-9987(2014)02-0071-05
李世杰 (1970-), 男, 工程师, 福建大唐国际宁德发电有限责任公司设备部, 主要从事电厂设备管理工作。
猜你喜欢
吉林电力(2022年1期)2022-11-10
防爆电机(2022年4期)2022-08-17
防爆电机(2022年3期)2022-06-17
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
能源工程(2021年6期)2022-01-06
科技与创新(2019年18期)2019-10-15
中国航海(2019年2期)2019-07-24
船舶标准化工程师(2019年4期)2019-07-24
科技与创新(2018年2期)2018-11-30