
一种废烟条切碎装置的设计及应用
2014-05-13 07:21龚道平
湖南文理学院学报(自然科学版) 2014年1期
龚道平
一种废烟条切碎装置的设计及应用
龚道平*
(常德烟草机械有限责任公司 研究所, 湖南 常德, 415000)
为解决ZJ17卷接机组采用人工处理启动和停机阶段产生的废烟条和废烟纸的问题, 设计了一种废烟条切碎装置, 其能自动对废烟条和废烟纸进行在线切碎处理. 通过对装置的功能和工况进行分析, 采用滚动剪切的方式, 将烟条和烟纸切碎成大致均匀的小段, 以便废烟输送带能自动完成废烟收集工作. 根据设计方案制作了样机, 并进行了实验验证. 用户试用结果表明, 该装置能在线有效地切碎废烟条和废烟纸, 有效地提高了卷接机组的自动化水平.
卷接机组;切碎装置;旋转切刀;固定切刀
目前在烟草行业内得到广泛应用的主力机型ZJ17卷接机组是上世纪90年代初引进的产品, 其引进型号为PROTOS 70卷接机组. 该机组国产化成功后, 其部分功能已经进行了一些改进, 如水松纸的切割采用剪切方式[1], 消除布带纹以改善烟支外观[2], 蜘蛛手采用润滑油润滑[3], PLC技术的应用推广[4]等. 但在提高其自动化方面进行的研究较少, 如仍需手动处理启动和停机阶段产生的废烟条和废烟纸. 因此, 设计一种自动处理废烟条的装置, 提高ZJ17等国产卷接机组的自动化水平, 是在日益加剧的国内外市场竞争中取胜的重要手段之一[5].
1 问题的提出
在研发8 000支/min卷接机组的过程中, 对ZJ17卷接机组等国产机型存在的问题进行研究表明: 该机型在生产运行过程中, 其启动和停机阶段产生的废烟条和废烟纸是采用人工掐断, 然后将其放入机组前的废烟桶中, 再安排专人定时对各机组前的废烟桶进行统一收集的方式处理. 这种原始处理方式不仅费力费时, 效率低下, 而且机组前摆放的废烟桶也使生产现场显得比较凌乱.
基于这些问题, 设计了一种废烟条切碎装置, 该装置可以很好地替代人工自动完成切碎废烟条和废烟纸的工作. 由于采用模块化设计, 该装置具有运行稳定可靠、安装调试方便和维护保养便利等特点. 它采用在线处理的方式, 有效地将卷烟机烟条打条器送来的废烟条和废烟纸切碎成大致均匀的小段, 再交给下游的废烟带自动将废烟输送到接嘴机身后的废烟箱中, 提高机组的自动化程度, 减轻操作者的劳动强度.
2 设计方案
2.1 布局及工艺流程
废烟条切碎装置的作用是将卷烟机启动和停机产生的废烟支与废烟纸切碎为长度大致相等的小段, 然后将其放在废烟输送带上, 和废烟丝一起被送至接嘴机背后的废烟箱中. 废烟条切碎装置在卷接机组上的布局位置如图1所示.
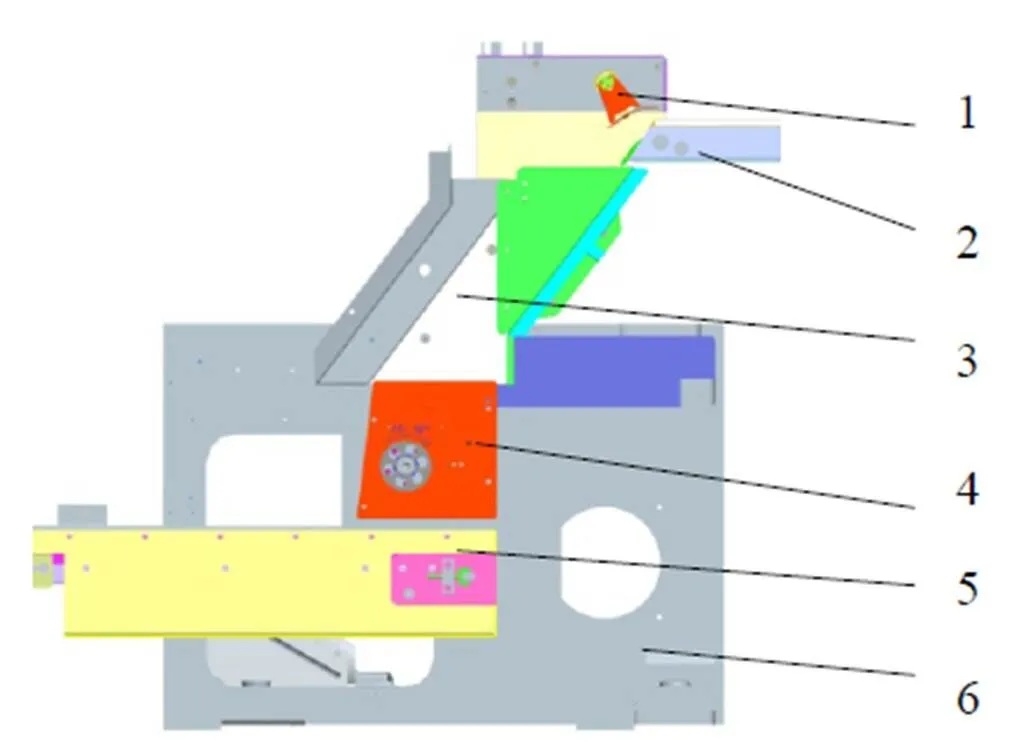
图1 废烟条切碎装置布局示意图.
1—烟条打条器; 2—卷烟机烟枪; 3—废烟导向通道; 4—废烟条切碎装置; 5—废烟输送带; 6—卷烟机左箱体.
ZJ17卷接机组自动处理废烟条的工艺流程为: 在启动或停机时, 烟条打条器(1)自动将来自卷烟机烟枪(2)的废烟条或废烟纸导入废烟导向通道(3), 该通道将废烟条和废烟纸导进废烟条切碎装置(4), 废烟条和废烟纸被切碎装置剪切成小段, 然后从该装置的底部落到废烟输送带(5)上.
2.2 工况分析
废烟条切碎装置处理的对象为废烟条和废烟纸, 而废烟纸平均厚度仅为0.043 mm, 因此该装置的剪切副必须进行无间隙剪切, 并将废烟条及废烟纸切成长度为60~80 mm的大致均匀的小段, 以利于对它们进行后续处理. 经分析, 废烟条切碎装置的工况有以下2种:
启动阶段: 烟条打条器打条之前, 机器点动或自动运行时, 其速度为500~1 000 支/min. 当无嘴烟长为60 mm时, 对应的烟条速度为30~60 m/min, 切碎装置的切碎刀辊转速为200~400 min-1.
停机阶段:故障停机或人工停机后, 烟条打条器自动将废烟条导向废烟通道, 机器从7 000支/min工作速度, 在大约3 s左右减速到停止运行. 烟条速度从420 m/min降到0. 此时切碎装置的旋转刀辊转速从2 800 min-1大致同步地降到低速运行(需根据实际情况进行设定)比较合理.
根据以上工况可知, 其废烟条的速度是一个变量, 为达到均匀切碎的目的, 废烟条切碎装置的速度需满足与卷接机组速度同步的要求.
另外, 烟条切碎装置的启动应及时, 在废烟条到达切刀时, 既已处于设计要求的速度运行状态. 停机时, 应避免停在旋转切刀与固定切刀接触的位置, 以免损坏切刀. 因此旋转切刀的起始(或停机)位置需要约束, 以确保安全.
2.3 组成与工作原理
废烟条切碎装置主要由机架、旋转刀辊、伺服电机和电控部分组成(图2). 废烟条切碎装置的工作原理为: 该装置在机组的启动或停机阶段运行. 安装在旋转刀辊“3”上的两把旋转切刀“7”顺时针转动, 与安装在机架“2”上的固定切刀“8”形成剪切副, 旋转切刀以轻微的压力紧靠在固定切刀上, 以实现无间隙剪切. 烟条打条器将废烟条或烟纸送进剪切副后, 即被剪切成小段, 落到废料输送皮带上. 旋转刀辊由伺服电机“6”通过带轮和同步带“4”驱动. 可以用手轮“1”顺时针方向转动旋转刀辊, 以检查其与固定切刀接触是否良好. 接近式开关“5”用于监测旋转刀辊的停机位置.
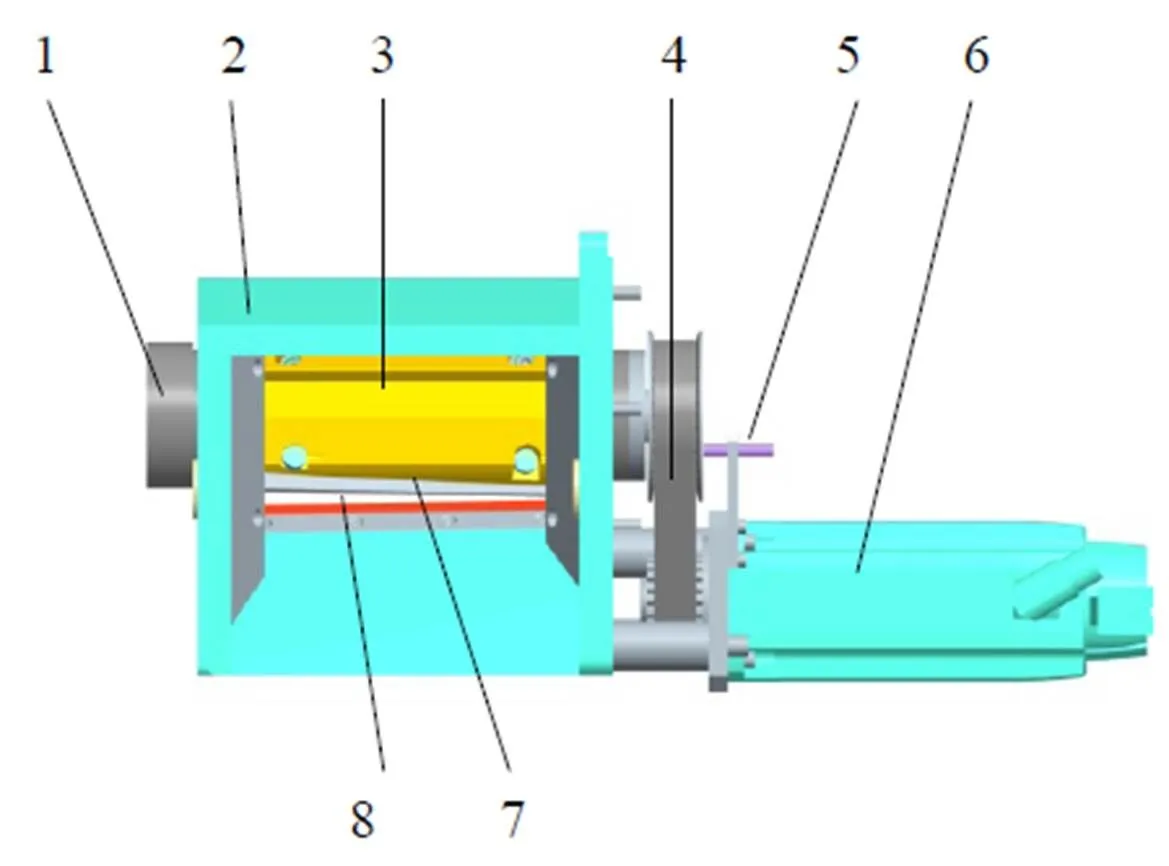
图2 废烟条切碎装置组成示意图.
1—手轮; 2—机架; 3—旋转刀辊; 4—带轮与同步带; 5—接近式开关; 6—伺服电机; 7—旋转切刀; 8—固定切刀.
3 关键参数的确定
3.1 旋转切刀、固定切刀的安装位置参数
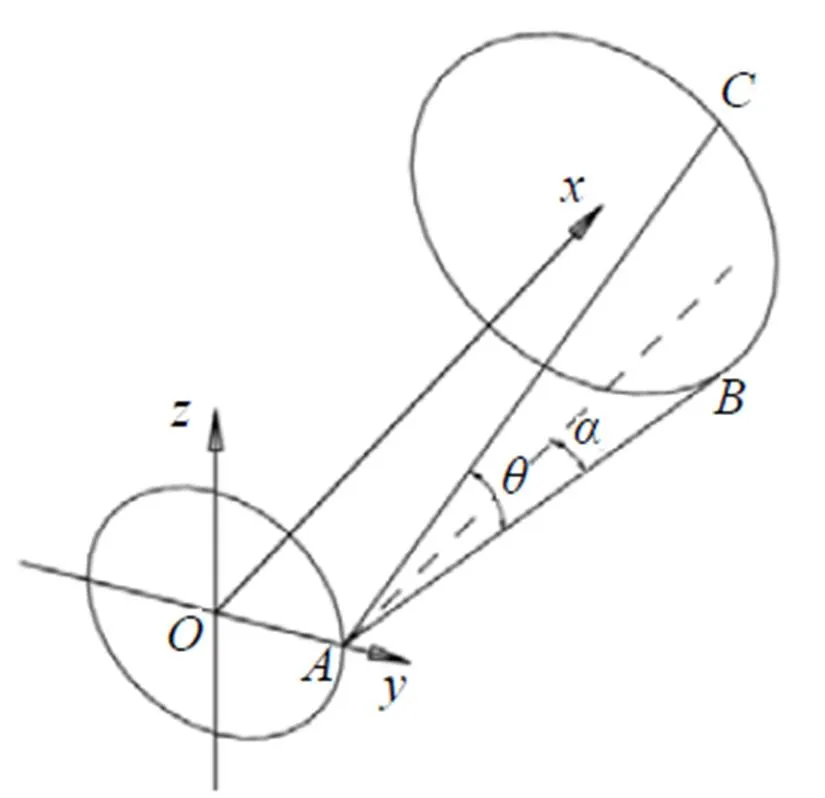
图3 旋转切刀刃线位置示意图
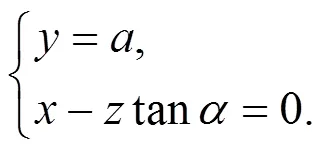
旋转切刀的安装位置参数是指其刀刃在刀辊圆周上的位置, 固定切刀的安装位置参数是指刀刃与机架水平及垂直方向的相对位置. 在滚动式切碎装置的结构设计中, 旋转切刀与固定切刀位置参数是切碎装置的关键, 它决定了切碎装置的性能, 其数学模型示意图如图3所示. 旋转刀辊工作时, 其旋转切刀的直刃边可以抽象成一条空间直线, 该直线绕旋转刀辊的轴线旋转, 该直线的运动轨迹为旋转单页双曲面. 为便于工程上实现, 假设直线位于与平行的平面内. 令=, 空间直线与平面的夹角为, 该角即刀片刃线相对于回转轴线的转角, 称为倾斜角. 则旋转单页双曲面的方程为:
根据旋转单页双曲面的性质, 过点必存在一对异族的直母线, 此时=, 则单页双曲面的方程变为:
2-2×tan2= 0. (2)
该方程有2个解:+×tan= 0和-×tan= 0. 这样便得到了旋转单页双曲面的一对异族直母线:
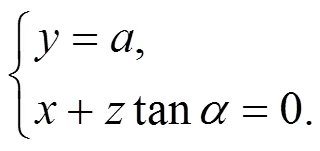
旋转刀刃和固定刀刃分别与经过点的这一对异族直母线重合, 它们的夹角= 2, 也就是该剪切副在点的剪切角. 根据方程(3)和(4), 用Pro/Engineer 绘图软件中的“from equation”曲线功能, 可以准确地确定旋转切刀刃和固定切刀刃的位置参数.
由于受直刃切刀旋转刀辊的结构限制, 倾斜角一般取4°~7°, 试验验证取值= 5°. 根据工况分析, 刀辊圆周上设计安装2把旋转切刀即可满足要求.
特殊地, 当=0°时,= 0°, 这时旋转单页双曲面的方程变为:
2+2=2. (5)
显然, 这是一个圆柱面, 表示此时旋转切刀和固定切刀之间的剪切变为砍切. 即在切割过程中, 旋转刀刃和固定刀刃的刃线不再是点接触, 而是2条刃线同时进入切割, 变为线接触. 此时, 切碎装置的设计、生产和调试都更加简单, 当被切割材料的切割阻力很小的时候, 也可以考虑这种结构.
3.2 切割回转角

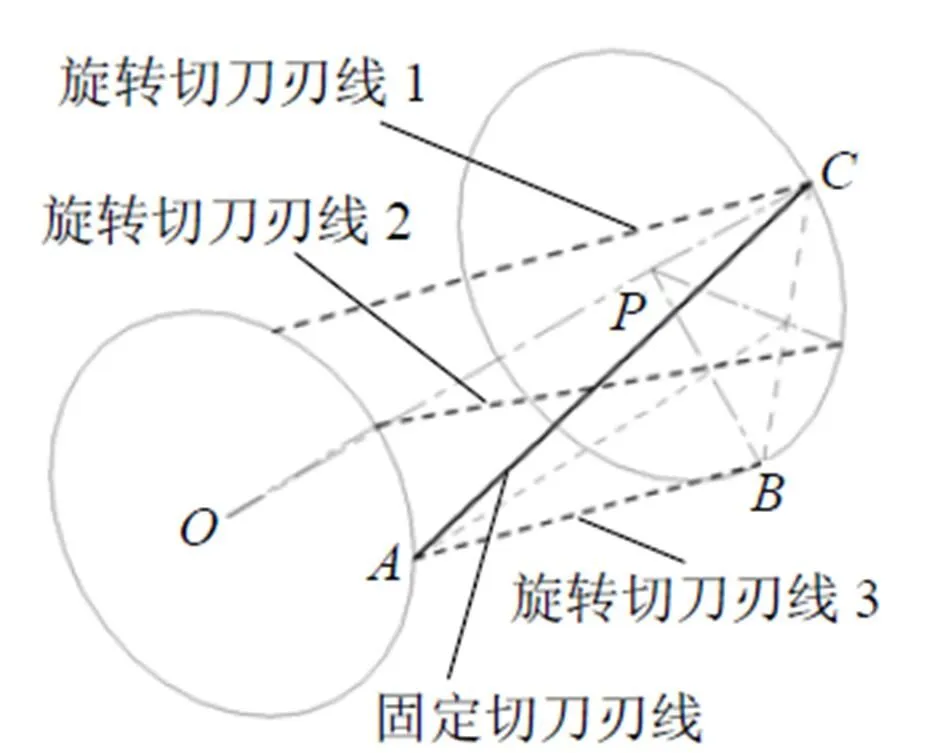
图4 切割回转角示意图
令∠=, 则根据余弦定理, 切割回转角为:
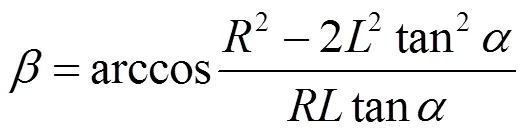
式中:为旋转切刀端点绕刀棍回转轴的回转半径;为旋转刀辊的长度.
切割回转角表示剪切副工作角度的大小. 为确保安全, 废烟条切碎装置启动或停机时, 应根据切割回转角确定的范围, 使旋转切刀和固定切刀脱离接触, 以免损坏刀刃.
切割回转角的大小还与切割阻力矩的均匀性有密切关系. 理想工作状态是: 废烟条切碎装置的旋转刀辊回转一整圈, 都有刀刃进行剪切, 这样能保证切割阻力矩均匀. 根据前面的分析, 废烟条切碎装置的旋转刀辊由于直刃切刀结构上的限制, 圆周上只设计安装2把旋转切刀, 因此, 其切割阻力矩呈周期性变化. 实验表明, 由于被切割材料——废烟条和废烟纸的切割阻力不大, 这种切割阻力矩的周期性变化对废烟条切碎装置的正常工作几乎没有影响.
3.3 刃面角
刃面角指旋转切刀前面与背面的磨刃面的夹角. 刃面角对旋转刀辊的切割扭矩(切割废烟条所消耗的功率)有决定性的影响. 研究证明: 随着刃面角的加大, 其切割扭矩也变大; 而当刃面角偏小时, 则其耐磨性变弱. 一般地, 旋转切刀的刃面角都不太大, 常取为[6]23°~25°. 为兼顾旋转刀辊的切割扭矩与刀刃的耐磨性, 经过试验研究, 旋转切刀选用的刃面角修正后取值为30°.
4 电气设计
由于废烟条切碎装置的速度需满足与机器速度同步的要求, 故选择伺服电机进行驱动. 具体要求: ①伺服电机需有足够的启动扭矩, 以满足卷烟机启动或停机后, 在尽可能短的时间内使旋转刀辊达到设计要求的工作速度. ②伺服电机接线须留意该切碎装置只能顺时针方向旋转. 反向转动会使切刀受损. ③旋转切刀的起始(或停机)位置需要根据切割回转角的大小进行监控和约束, 避免剪切副的刀刃启动或停机后互相接触, 造成损坏. 切刀的起始位置可选用接近式开关进行监控.
5 结论
根据本文设计方案制作了废烟条切碎装置样机, 并进行了实验验证和用户试用. 结果表明, 该装置能在线有效地切碎废烟条和废烟纸, 其切碎长度大约为50~80 mm. 装置具有结构紧凑、切刀制造方便和安装维护简单等特点, 提高了卷接机组的自动化程度, 具有推广应用价值.
[1] 李小平. 剪切式切纸在ZJ17机组上的设计与应用[J]. 烟草科技, 2003(12): 17—18.
[2] 覃仕辉. 消除ZJ17卷接机组布带纹的改进设计[J]. 湖南文理学院学报: 自然科学版, 2008, 20(4): 63—64.
[3] 段伟. PROTOS蜘蛛手机构传送臂漏油问题的解决[J]. 烟草科技, 2008(3): 25—26.
[4] 李延增. 浅谈PROTOS70卷烟机组的PLC控制系统[J]. 装备制造技术, 2010(12): 149—151.
[5] 周立强. 浅谈我国机械自动化现状及发展趋势[J]. 现代企业教育, 2011(11月下期): 147—148.
[6] GB/T 1209.3-2009. 农业机械 切割器 第3部分:动切刀、定切刀和刀杆[S].
The design and application of a chopper for endless cigarette rods
GONG DaoPing
(Changde Tobacco Machinery Co, Ltd., Changde 415000, China)
To avoid the disadvantages that endless cigarette rods produced during the start and stop phases must be broken artificially in ZJ17 cigarette making and filter assembling group, a chopper was designed to shred automatically endless cigarette rods on line. First, according to analyzing the functions and working conditions, by the method of rolling shearing, endless cigarette rods and cigarette paper were coarsely shred in the chopper and collected automatically by a conveyor; Then, a prototype was made and amenable to experimental verification. Practical operation effect showed that device can effectively shred the endless cigarette rods and cigarette paper on line, the automation level of the system was improved.
cigarette making and filter assembling group; chopper; rotary knife; fixed knife
TS 43
1672-6146(2014)01-0082-04
10.3969/j.issn.1672-6146.2014.01.020
通讯作者email: danzel_g@163.com.
2013-12-27
(责任编校: 江 河)
猜你喜欢
佳木斯大学学报(自然科学版)(2022年1期)2022-01-14
南方农机(2021年9期)2021-05-18
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
当代陕西(2019年16期)2019-09-25
思维与智慧(2019年13期)2019-07-24
机械工程与自动化(2018年1期)2018-04-02
浙江大学学报(工学版)(2016年9期)2016-06-05
统计科学与实践(2016年4期)2016-03-01
现代农机(2016年6期)2016-02-08
