
多点式风量测量装置应用过程存在问题的机理研究
2014-05-13 07:21程道同
湖南文理学院学报(自然科学版) 2014年1期
程道同
多点式风量测量装置应用过程存在问题的机理研究
程道同*
(中国神华能源股份有限公司 国华惠州热电分公司, 广东 惠州, 516082)
为解决多点式风量测量装置在安装使用过程中存在的问题, 保证磨煤机一次风量测量的稳定性和准确性, 利用精准定位测量装置安装位置、改善测量装置的支撑方式和优化逻辑控制参数, 对多点式风量测量装置的应用机理进行全面的分析研究, 最终使磨煤机入口一次风量测量稳定、精确度高、自动投入率达100%, 达到了预期的效果.
风量测量; 安装位置; 应用机理
磨煤机入口一次风携带煤粉进入炉膛参与燃烧, 燃烧的效果与风煤的配比有很大的关系. 在煤量发生变化时, 磨煤机入口一次风量也需要迅速、准确的调整至合适的大小, 才能保证燃烧的经济性和稳定性, 使机组的负荷变化快速响应[1]. 同时, 一次风量自动控制是锅炉燃烧控制的重要部分, 在机组协调运行、主蒸汽温度和压力控制, 以及锅炉排烟温度控制等方面都起到一定的作用. 因此, 准确、稳定的测量磨煤机入口一次风量, 对于锅炉的燃烧和自动调节十分重要.
神华国华惠州热电分公司一期工程2 × 330 MW机组, 锅炉采用四角切圆燃烧方式, 制粉系统采用的是5台HP-863型中速直吹式磨煤机, 以及2台离心式一次风机. 磨煤机入口一次风管道直径1 320 mm, 垂直管段长度较短, 约5 m左右, 且一次风测量装置安装在膨胀节下方, 管道内流场分布不均, 以上情况最易产生紊流气流. 由于磨煤机入口一次风是热风和冷风混合后的介质, 热风在经过空预器后会携带大量粉尘, 因此磨煤机入口一次风也有较大的含尘量. 磨煤机入口一次风量由2套插入式威尔巴流量测量装置进行测量, 由于威尔巴式风量测量装置取压孔较小, 极易造成装置堵灰, 严重影响风量测量的准确性和稳定性[2].
对于含尘风的测量既要准确又要保证风量测量装置不会频繁堵塞, 才能保证风量自动控制的稳定性和准确性, 这给磨煤机入口一次风量的测量带来了不小的难度. 为了解决本公司磨煤机入口一次风量测量异常的问题, 我公司热控人员在对现有测量设备进行了整改, 并缩短了定期维护的周期, 在对磨煤机一次风自动控制逻辑优化后, 仍无法满足其测量准确性和稳定性, 并出现了几次因磨煤机一次风量测量不准导致磨煤机跳闸的事故.
为了彻底解决本公司磨煤机一次风量测量异常的问题, 在经过多方调研和咨询比对后, 最终确定了改用带自清灰功能的多点式风量测量装置[3—4]. 该装置在安装时由于位置选取和取样管路问题, 影响了风量测量的准确性和自动投入, 后经过我公司热控人员、厂家技术人员和电科院调试人员的多方检查, 从该装置的特性和现场实际情况出发, 认真研究了该问题的产生机理, 以及在实际应用中应重点注意的事项, 最终找到了原因并成功解决.
1 多点式风量测量装置安装使用时存在的问题
在机组停机检修期间, 我厂进行了磨煤机入口一次风量测量装置的更换工作. 由于磨煤机入口一次风管道直管段较短, 新选型的多点式风量测量装置安装在了膨胀节下方约0.5 m的位置, 距离管道弯头约0.3 m. 测量装置安装在一次风管道中部, 采用2根40 mm × 4 mm的角钢作为装置支撑架, 不锈钢取样管通过一次风管道管壁, 连接到一台罗斯蒙特3051型差压变送器(图1).
在磨煤机一次风量测量装置安装后的调试和标定阶段, 该装置测得的风量存在异常波动现象, 在冷热风调整门开度不变时风量也会有波动; 而风门动作时, 风量的变化幅度又无法保证正常的线性, 甚至在极端情况下存在反方向的变化趋势, 即风门开大时风量测量值反而减小, 由此对磨煤机出口风粉温度也造成了波动影响, 有3台改造后的磨煤机入口1次风量测量装置存在上述异常现象, 给整个锅炉的稳定燃烧和自动控制带来了极大的安全威胁.
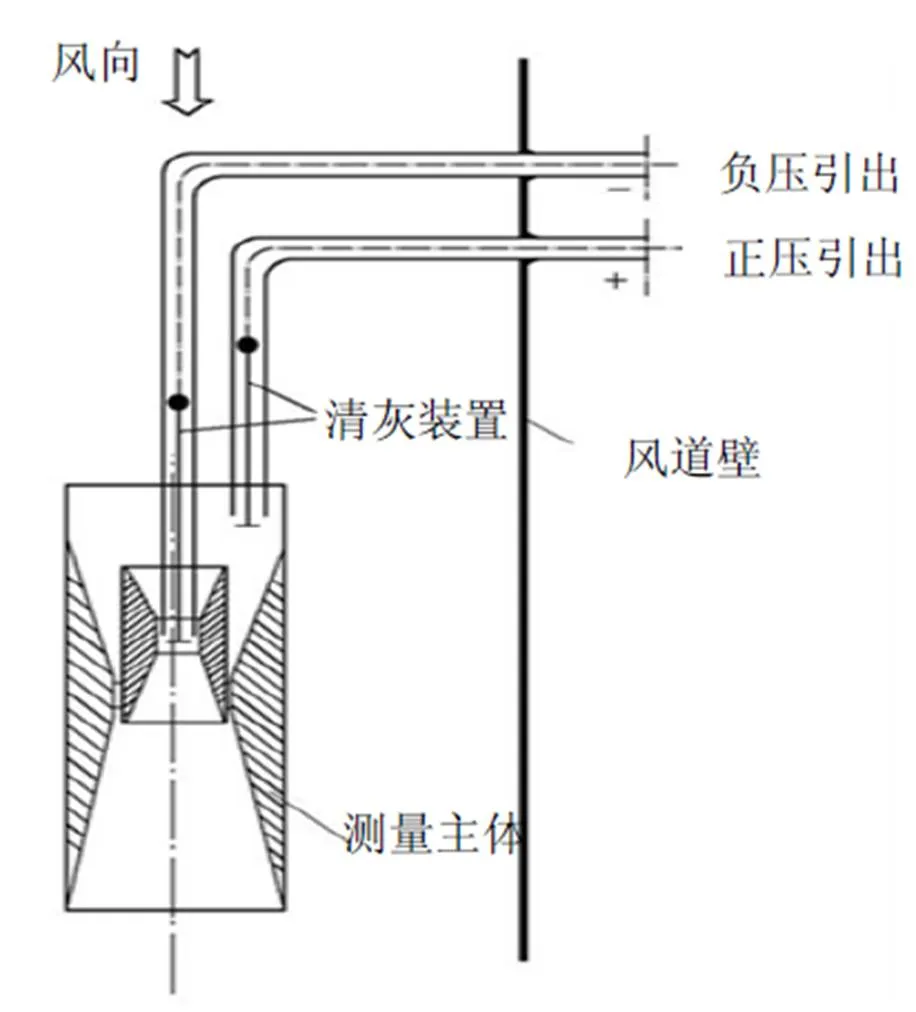
图1 风量测量装置安装示意图
2 多点式风量测量装置异常原因分析
结合风量测量装置标定阶段的试验数据记录以及设备安装时留存的照片进行了分析研究, 可以判定产生风量测量异常的原因有以下几点:
① 磨煤机入口一次风管道垂直管道长度太短, 垂直管段不足5 m, 管径却有1.32 m, 磨煤机热风调整门和冷风调整门汇合处距离直角弯头十分接近, 测量装置上方又有膨胀节影响, 使得磨煤机入口一次风管道内的流场分布不均匀. 不稳定气流经过风量测量装置时, 会造成输出差压产生波动, 即使该装置使用的是多点式的风量测量方式, 当热一次风在管道内紊流较大时, 也会造成一定的影响.
②在对安装照片检查分析时, 发现产生风量测量异常情况的这3套装置的安装位置不理想. 由于磨煤机入口一次风管道内有加强筋, 在安装风量测量装置时为避开加强筋的影响, 测量装置的中心位置并没有在管道的正中心. 因此在气流不稳定时, 装置的测量效果无法保证.
③该风量测量装置是由不锈钢加工制作, 装置本身重量较大, 安装在磨煤机入口一次风管道内需要有两根支撑用的角钢焊接在管道上. 在安装支撑角钢时(30 mm × 30mm × 3 mm等边角钢), 由于角钢和测量装置负压侧距离较近, 使得气流经过角钢后产生的不规则紊流, 对装置负压侧的压力产生了影响, 从而影响了装置的正常测量.
3 多点式风量测量装置异常解决措施
针对多点式风量测量装置出现的一系列问题, 该厂热控人员和厂家技术人员重新制定了安装方案和调试方法, 大致可归纳为以下几点: ①测量装置安装位置在尽量避开加强筋影响的同时, 将其安装在管道的正中心处, 装置的负压侧最低点在管道的下弯头以上300 mm处. 这样既可以保证装置的中心位置, 还尽可能降低紊流对装置取压的影响. ②测量装置的原双根支撑角钢改为单根半支三角形支架支撑, 这样既可以减少双根支撑角钢对管道内一次风流场的影响, 也可以消除其对装置负压侧取压的干扰, 还可以保证足够的支撑效果(图2). ③进行控制参数优化. 由于我厂磨煤机一次风管道的特殊性, 使得管道内流程易受到紊流的影响, 干扰了磨煤机一次风自动控制的稳定性. 因此, 对磨煤机一次风自动控制参数进行优化, 给煤量指令依然作为风量调整的前馈, 调节风量的热风调整门采用变比例调节方式, 根据每个负荷段的不同风量要求, 找出最佳的机组负荷与比例系数的函数关系. 通过变比例调节, 实现不同负荷下热风调整门不同的开关比例. 同时, 调节磨煤机出口风温的冷1次风自动也采用上述方法, 保证了出口风温的正常控制.

图2 单根半支三角形支架支撑示意图
4 多点式风量测量装置改造实施效果
通过对风量测量装置安装位置的调整以及支撑结构的整改, 并根据机组运行情况对风量自动控制参数重新整定后, 请第三方对磨煤机一次风量测量装置进行了测量校准, 结果见表1.

表1 磨煤机一次风量校准结果
经过校准, 多点式风量测量装置的测量结果较为准确, 误差在允许范围内. 装置改造后风量测量稳定, 调节线性好, 保证了磨煤机一次风量和磨煤机出口风温自动的投入.
5 总结与建议
①经过对磨煤机入口一次风量测量装置安装位置的整改和对自动调节参数的优化, 我厂磨煤机入口一次风量测量稳定且精确度较高, 自动投入率100%, 达到了预期的效果.
②装置安装注意事项. 在测量装置安装过程中, 首先要检查装置的完整性, 一定要根据管道的数据和实际流场情况找到最佳的安装位置, 既要确保装置在管道中心线上, 也要确保装置在直管段的合适位置, 同时装置的支撑架截面要尽可能小, 以减少气流经过支撑架时对负压侧取压孔产生的影响.
③自动控制参数整定. 根据现场管道和介质的实际情况, 结合磨煤机一次风管道的风量以及磨煤机入口冷热风调整门的特性, 整定出适合的自动控制参数. 如果管道较短存在紊流等现象时, 可以采取变参数的控制策略: 调节风量的热风调整门采用变比例调节方式, 根据每个负荷段的不同的风量要求, 找出最佳的机组负荷与比例系数的函数关系. 通过变比例调节, 实现不同负荷下热风调整门不同的开关比例. 同时, 调节磨煤机出口风温的冷一次风自动也采用上述方法, 保证了出口风温的正常控制. 这样就可以在很大程度上确保在任何负荷段下风量变化受控, 以及磨煤机出口风温自动的正常投入.
[1] 傅林. 锅炉用风量测量装置简介[J]. 华东电力, 1992(6): 28—30.
[2] 欧艳清, 张军. 大型锅炉风量及风速测量装置的改造和应用[J]. 湖南电力, 2011, 31(5):37—39.
[3] 段泉圣. 电站锅炉送风流量测量方法研究[J]. 电力标准化与计量, 2005, 52(2): 19—21.
[4] 薛标文, 樊立云, 米广鹤. 风量测量装置在火电厂中的应用[J]. 内蒙古科技与经济, 2011(6): 89—90.
The application and the mechanism of the prombles during the applying process based on multipoint air-volume measurement device
CHENG DaoTong
(Huizhou Power Plant of CSEC, China Shenhua Energy Company Limited, Huizhou 516082, China)
To solve the multi-point air flow measuring device in the installation process problems, ensure the stability and accuracy of measurement of an amount of wind mill. By precise positioning of the measuring device installation location, supporting ways to improve and optimize the measurement device logic control parameters, The application of the mechanism of multi-point air flow measuring device to conduct a comprehensive analysis, and finally to the mill entrance of a wind measurement stability, high accuracy, automatic input rate of 100%, which achieves the desired effect.
primary air measurement; automatic optimization;application mechanism
TK 313
1672-6146(2014)01-0050-03
10.3969/j.issn.1672-6146.2014.01.011
通讯作者email: 188154@ghepc.com.
2013-12-24
(责任编校:刘刚毅)
猜你喜欢
湖北电力(2022年6期)2022-03-27
飞控与探测(2022年6期)2022-03-20
力学学报(2020年4期)2020-08-11
铁道通信信号(2018年8期)2018-11-10
黑龙江电力(2017年1期)2017-05-17
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
广西电力(2016年4期)2016-07-10
工程建设与设计(2016年1期)2016-02-27
中国科技纵横(2014年21期)2014-12-12
河南科技(2014年15期)2014-02-27
