
浅谈棱镜眼镜定配中镜片加工中心的确定
2014-06-07 09:28朱嫦娥
中国眼镜科技杂志 2014年9期
朱嫦娥/文
1 引言
棱镜眼镜的加工制作属于眼镜定配中较复杂的项目,其与普通眼镜加工制作的区别关键在于镜片加工中心的确定。移心量和方向的确定、焦度计的准确操作、中心仪的正确使用等,均将影响棱镜眼镜的装配质量,甚至由于误操作会导致加工的棱镜眼镜基底方向相反等原则性错误。本文仅就通过镜片移心制作棱镜眼镜过程中镜片加工中心的确定进行解析,以期能对加工师定配棱镜眼镜的实际工作有所帮助。
2 棱镜眼镜加工的基本原理
棱镜眼镜主要用于矫正人眼的斜视或双眼视觉功能异常,其验配原则通常为:内斜或内隐斜视患者用基底向外(BO)的棱镜矫正,外斜或外隐斜视患者用基底向内(BI)的棱镜矫正,上斜或上隐斜视患者用基底向下(BD)的棱镜矫正,下斜或下隐斜视患者用基底向下(BU)的棱镜矫正。需要说明的是垂直斜视是相对的,一眼的下斜或下隐斜视也可以表示为对侧眼的上斜或上隐斜视,反之亦然。
通过镜片移心制作棱镜效果的眼镜,产生特定棱镜度所需的移心量可用Prentice公式P=FC求得,即:C=P/F。其中,P为三棱镜度(单位:△),F为透镜顶焦度(单位:D),C为具有P棱镜度的点到光学中心的距离(单位:cm)。对于产生特定棱镜度所需的移心方向,正透镜的移心方向与所需三棱镜的底向相同,而负透镜的移心方向与所需三棱镜的底向相反。具体示例见表1。

表1 产生特定棱镜度所需移心量与移心方向示例
3 棱镜镜片加工中心的确定
镜片移心棱镜眼镜的制作过程涉及两类移心,一是产生特定棱镜度所需的移心,二是满足瞳距、瞳高要求所需的移心。因此镜片移心棱镜眼镜的制作方法就其移心来说可归结为两种。方法1:两类移心的效果叠加,在中心仪上完成;方法2,产生特定棱镜度所需的移心在焦度计上完成,满足瞳距、瞳高要求所需的移心在中心仪上完成。无论哪种方法,棱镜镜片加工中心的确定均包括3个环节:移心量和方向的确定、使用焦度计确定镜片加工基准点和水平基准线、中心仪移心上盘。下文以具体的实例就两种方法确定棱镜镜片加工中心进行解析。
案例:某患者,验光处方为O U:-5.00DS/+1.00DC×180,2△BI,PD=61mm,所选镜架规格尺寸为49□17,定配一副棱镜眼镜,试确定移心棱镜镜片加工中心。
方法1:
(1)确定移心量和方向
若产生BI棱镜效果,首先需求出水平方向总的顶焦度为:-5.00+1.00cos2180 = -5.00(D)。-5.00D产生2△BI的棱镜效果,需要向外移心,所需移心量C=P/F=2/5=0.4cm=4mm。所选镜架要满足瞳距要求,镜片需要向内移心,所需移心量X1=(49+17-61)/2=2.5mm。综上两种移心,总体结果是镜片需要向外移心为:4mm-2. 5mm=1.5mm。
(2)使用焦度计确定镜片加工基准点和水平基准线
由于该加工方法是两类移心叠加后在中心仪上完成,所以在焦度计上确定镜片加工基准点和水平基准线的操作与单光镜片完全相同。镜片凹面向下放置于焦度计测量支架上,移动镜片台及镜片,待屏幕上的小“+”变为大“+”字,且屏幕上显示的球镜度、柱镜度及轴位与处方一致(如图1所示),用打点器在镜片上印点,中间点即为单光镜片的光学中心,即加工基准点,三印点所确定的直线即为加工水平基准线。平移取下镜片,在三印点下方画一个指向鼻侧的水平箭头,箭头所在为镜片上部,并写上“R”或“L”。
注意:在使用焦度计确定镜片加工基准点和水平基准线时,与检测装成眼镜相同,靠近镜片台的为镜片下部。

图1 焦度计确定镜片加工基准点和水平基准线
(3)中心仪移心上盘
以依视路半自动M磨边机配套中心仪为例,将“(2)”中打好印点的右眼镜片凸面朝上放置在中心仪的刻度面板上,箭头所在镜片部位在上方,通过视窗进行观察。由“(1)”中分析计算得知,右眼镜片需向外移心1.5mm,即在中心仪上向左移心1.5mm。转动中线调节螺丝,使红色中线向左偏离垂直中心线1.5mm,移动镜片,使镜片的光学中心即中间印点与红色中线相重合,同时保证镜片的水平基准线与中心仪刻度面板的水平线平行,此时刻度面板中心所对的镜片位置即为镜片的加工中心(如图2所示)。操作压杆,将吸盘座连同吸盘转至面板中心位置,按下压杆,将吸盘粘附在镜片的加工中心位置上。
同理,对左眼镜片移心上盘,左眼镜片也需向外移心1.5mm,即在中心仪上向右移心1.5mm(如图3所示)。
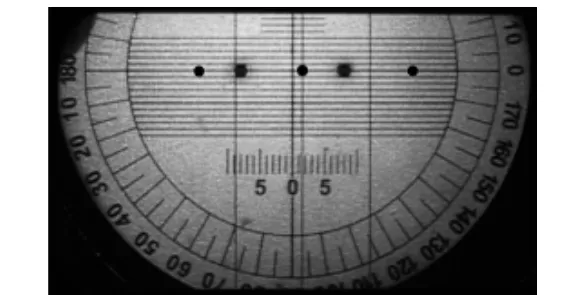
图3 左眼镜片向外移心1.5mm
方法2:
(1)确定移心量和方向
“方法2”只需计算出所选镜架要满足的瞳距要求、镜片需要的移心量及方向。镜架几何中心距49+17=66 mm>瞳距61 mm,所以需向内移心,所需移心量X2=(49+17-61)/2=2.5mm。
(2)使用焦度计确定镜片加工基准点和水平基准线
由于该加工方法是产生特定棱镜度所需的移心在焦度计上完成,所以在焦度计上确定镜片加工基准点和水平基准线的操作与单光镜片有所不同。打开焦度计,设置棱镜表示菜单为X-Y,将右眼镜片凹面向下放置于焦度计测量支架上,移动镜片台及镜片,待屏幕上显示的球镜度、柱镜度及轴位、棱镜度及基底方向与处方一致(如图4所示),用打点器在右眼镜片上印点,中间点为镜片的加工基准点,三印点所确定的直线为加工水平基准线。平移取下镜片,在三印点下方画一个指向鼻侧的水平箭头,箭头所在为镜片上方,并写上“R”。
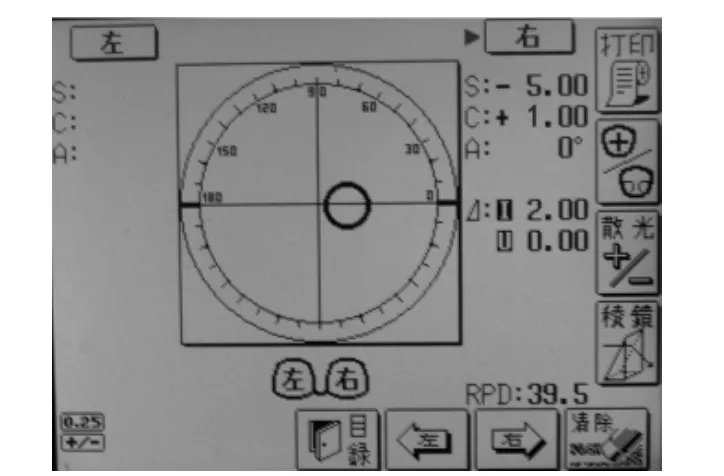
图4 焦度计确定2△ BI右眼镜片加工基准点和水平基准线
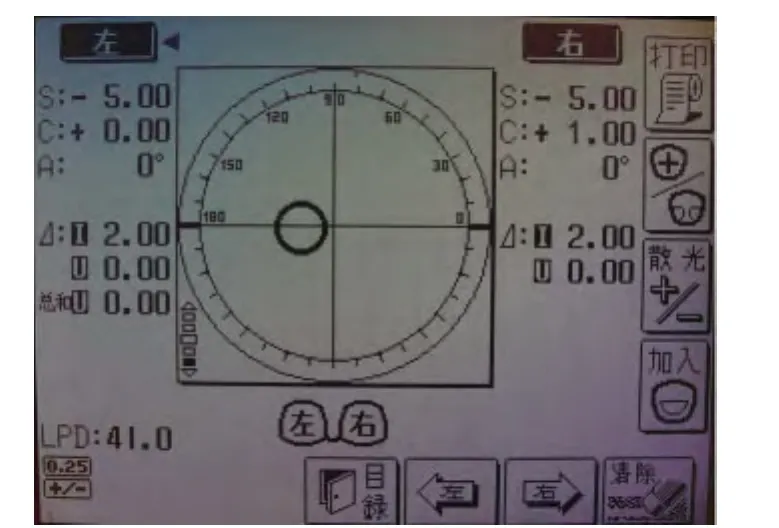
图5 焦度计确定2△ BI左眼镜片加工基准点和水平基准线
将焦度计的鼻托架向右拨,放置左眼镜片于焦度计测量支架上,移动镜片台及镜片,待屏幕上显示的左片的球镜度、柱镜度及轴位、棱镜度及基底方向与处方一致(如图5所示),用打点器在镜片上印点,平移取下镜片,在三印点下方画一个指向鼻侧的水平箭头,箭头所在为镜片上方,并写上“L”。若所使用焦度计无鼻托架结构,则移动镜片光心至屏幕显示与处方所需棱镜底向相反的点,即屏幕显示2△BO(如图6所示)。
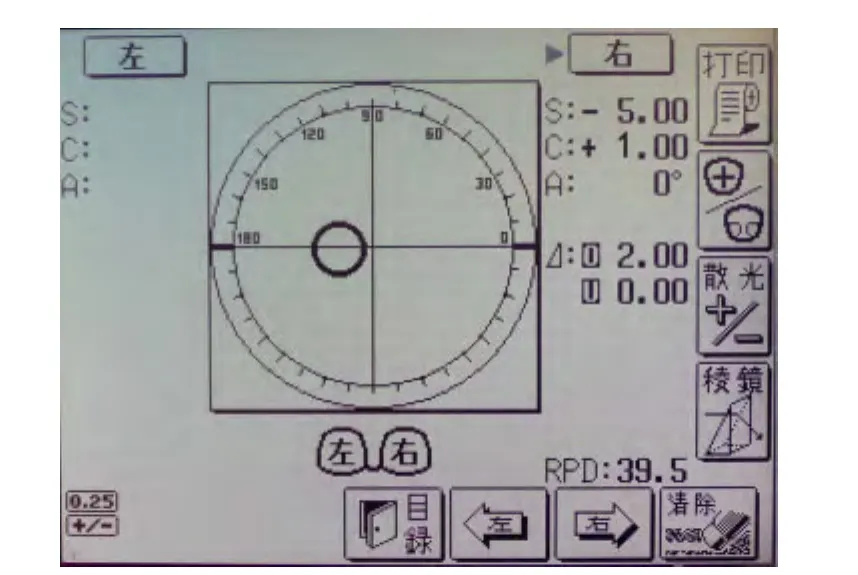
图6 无鼻托架焦度计确定2△ BI左眼镜片加工基准点和水平基准线
(3)中心仪移心上盘
将“(2)”中打好印点的右眼镜片凸面朝上放置在中心仪的刻度面板上,箭头所在镜片部位在上方,通过视窗进行观察。由“(1)”中分析计算得知,右眼镜片需向内移心2.5mm,即在中心仪上向右移心2.5mm。转动中线调节螺丝,使红色中线向右偏离垂直中心线2.5mm,移动镜片,使镜片的基准点即中间印点与红色中线相重合,同时保证镜片的水平基准线与中心仪刻度面板的水平线平行,此时刻度面板中心所对的镜片位置即为镜片的加工中心(如图7所示)。操作压杆,将吸盘座连同吸盘转至面板中心位置,按下压杆,将吸盘粘附在镜片的加工中心位置上。
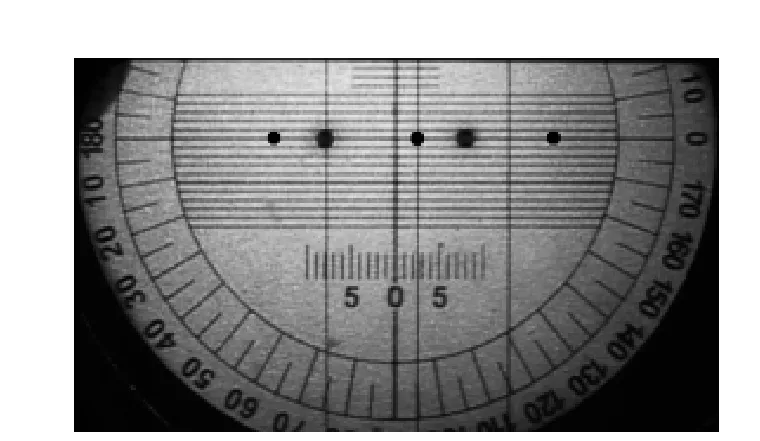
图7 右眼镜片向内移心2.5mm
同理,对左眼镜片移心上盘,左眼镜片也需向内移心2.5mm,即在中心仪上向左移心2.5mm(如图8所示)。
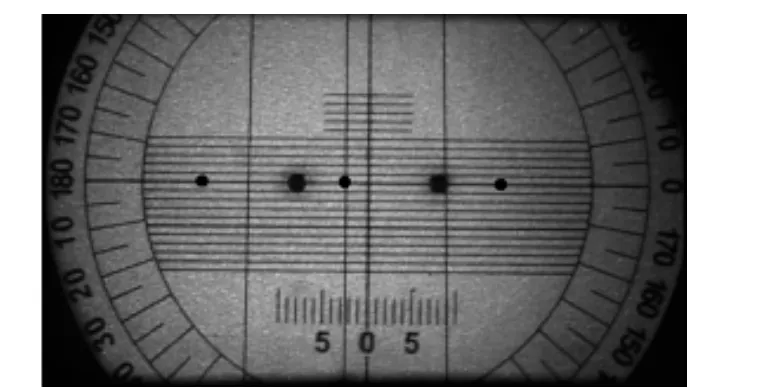
图8 左眼镜片向内移心2.5mm
4 总结
确定棱镜度镜片加工中心的两种方法各有其优缺点。其中,“方法1”中两类移心的效果叠加,在中心仪上完成,操作相对简单,对自动焦度计使用要求相对较低,适合初学棱镜眼镜加工者采用。但其计算相对繁琐,对加工师的眼镜光学知识要求较高,移心方向容易弄反,尤其散光眼镜更为复杂;同时,计算精度要求到mm,计算结果在许多情况下都有小数位,所以并无多大临床价值。“方法2”利用自动顶焦度计直接确定镜片上含有处方所需棱镜的点,加工时将此点和瞳孔中心重合即可,棱镜定位简便,无需复杂计算。但要求焦度计使用熟练,且镜片上下方向不能颠倒,否则会造成棱镜底向反转,对初学棱镜眼镜加工者而言易混淆,不宜采用。但对于一般加工师,采用“方法2”制作棱镜眼镜,直观且计量准确。
实际工作中,两种方法都要注意镜片上下方向与移心方向匹配问题以及与模板放置方向一致问题,因为棱镜眼镜的加工要兼顾棱镜度和基底方向两个方面,不似散光镜片可以上下颠倒180°加工。个人体会,使用焦度计时靠近镜片台为镜片下方,这样操作时屏幕显示棱镜底向与处方一致(无鼻托架结构的焦度计左片除外),但要切记取下打好印点的镜片后及时标记镜片上下、左右和鼻颞侧方向。中心仪上放置镜片和磨边机上安装模板方向一致,即镜片凸面朝上且镜片上部于上方放置在中心仪上,模板正面朝外(即远离磨边机)且上部朝上安装在磨边机上,这样便于中心仪上移心上盘,只需掌握“内移:右片右移左片左移;外移:右片左移左片右移”,避免造成移心方向反向的错误。
综上所述,对于棱镜眼镜的制作,加工师要熟练掌握棱镜的基础光学知识和棱镜眼镜加工的基本原理,在此基础上兼顾各加工环节左右镜片的上下位置确定、棱镜度的设置、模板安装方向之间的匹配。只要方法正确,操作规范,即可加工出一副符合配装眼镜国家标准要求的合格棱镜眼镜。
猜你喜欢
天水行政学院学报(2022年4期)2022-11-18
法律方法(2022年2期)2022-10-20
环境科学研究(2022年10期)2022-10-19
科学技术创新(2022年11期)2022-04-20
华中建筑(2022年4期)2022-04-14
学苑创造·A版(2019年4期)2019-05-10
山东工业技术(2017年24期)2017-12-29
三联生活周刊(2017年37期)2017-09-11
全球定位系统(2010年2期)2010-07-18
