汽轮机高压调阀中分面漏汽原因分析及改进
2014-06-09 15:54龙伟华张方明应坚定
浙江电力 2014年8期
龙伟华,张方明,应坚定
(浙能台州发电厂,浙江台州318016)
发电技术
汽轮机高压调阀中分面漏汽原因分析及改进
龙伟华,张方明,应坚定
(浙能台州发电厂,浙江台州318016)
针对某型号超临界600 MW汽轮机高压调阀多次出现阀盖与阀壳结合面漏汽的问题,结合解体检查情况对漏汽原因进行深入分析,制定处理方案。通过金属缠绕垫改型更换、密封面修磨、阀盖螺栓紧固等检修改进措施,保证了结合面的长效密封,彻底解决了漏汽问题。
高压调阀;密封面;漏汽;工艺改进
某发电厂600 MW机组采用东方汽轮机厂生产的N600-24.2/566/566型汽轮机,该汽轮机在运行过程中,屡次出现高压调阀阀盖与阀壳之间的中分面漏汽问题。停机解体检查后发现,金属缠绕垫存在不同程度吹损,严重时只剩下一小部分粘在密封面和中分面台阶上。虽经几次正常检修,但漏汽问题一直未能解决,严重影响了机组运行的安全性和经济性。
1 结合面漏汽原因分析
高压调阀在每次检修结束并运行一段时间后,阀盖与阀壳之间的中分面就开始出现漏汽现象,表明阀盖与阀壳密封面的密封性能被破坏,产生了局部的通流间隙。之后,随着泄漏的蒸汽不断冲刷和腐蚀金属缠绕垫等密封材料,泄漏间隙不断增大,蒸汽外漏现象逐渐加剧。
结合发生漏气现象的高压调阀解体检查情况,对高压调阀中分面泄漏问题进行原因分析。
1.1 金属缠绕垫材质原因
金属缠绕垫是保证高压调阀中分面密封的关键部件,金属缠绕垫的材质、尺寸是否合适,将直接影响高压调阀中分面密封质量。从几次高压调阀解体检查结果来看,阀盖与阀壳密封面之间金属缠绕垫都存在严重吹损的情况,这是引起高压调阀中分面漏汽的主要原因。
根据厂家设计资料,原金属缠绕垫尺寸为315.5 mm×280 mm×4.5 mm,由304薄钢带与石墨填充料交替缠绕而成。其中304薄钢带材料为0Gr18Ni9,最高可用于650℃非氧化工作环境(用于氧化介质时最高使用温度为450℃);构成填充料的柔性石墨工作温度为-200℃~+650℃。对照汽轮机进汽参数可知,该缠绕垫已经处于材质工作范围的上限,长时间在高温高压下运行,会对材料稳定性产生一定的影响。
1.2 阀盖及阀壳密封面加工工艺的影响
高压调阀的阀盖及阀壳密封面由于变形引起不平行或不平整时,就会造成金属缠绕垫局部压紧程度不足,结合面的密封性能得不到保证。
高压调阀解体时,采用压铅丝的方法测量密封面平行度,检查发现:阀盖与阀壳密封面配合平行度存在圆周不平行现象,局部出现张口。然后通过压印红丹的方法进行平整度测量,也发现存在局部不平整现象。由于阀壳密封面上存在一定程度的变形,使原有规整的密封面圆周变形失圆成椭圆状。现场实测数据表明,该椭圆状密封面的长轴比原密封面直径增大约3 mm,变形率达1%,造成原尺寸的金属缠绕垫不能正常紧凑地放入密封面凹肩位置。
分析认为,由于高压调阀中分面加工工艺不良以及阀壳材质热处理工艺存在问题,在高温高压工作条件下出现了局部变形,导致阀盖与阀壳密封面配合存在张口,这是造成蒸汽泄漏的重要因素之一。
1.3 阀盖螺栓紧固力的影响
当高压调阀阀盖螺栓紧固不足时,在温度变化时容易出现螺栓预紧力松驰。
由于该类型高压调阀阀盖及上部基座为整体结构,当高压调阀组件吊入阀座装复时,螺栓就位后由于阀盖上部基座平面的阻挡,大部分螺栓存在伸长量测量工具无法插入测量的问题,仅能测量少数螺栓的实际伸长量。因此,检修后进行螺栓紧固时,无法确切知晓大部分螺栓热紧后的实际伸长量,可能导致部分螺栓预紧力不足的问题。在局部变形较大的区域,因密封面间隙过大、金属缠绕垫的压紧量不足而产生蒸汽泄漏。
2 处理措施及工艺要求
2.1 更换金属缠绕垫材料
根据高温高压工作参数的实际需求,将原有的304L+石墨材质缠绕垫更换为材质更好的Incoloy800金属缠绕垫。Incoloy800是经过钛稳定化处理的全奥氏体镍铁铬合金,并添加了铜和钼,该材质的性能可以确保金属缠绕垫在实际高温高压条件下长期、稳定工作。
根据现场高压调阀阀盖与阀壳密封面宽度,结合修整后的密封面尺寸形状,联系制造厂家专门设计和加工缠绕垫,确保垫片的密封性能。
2.2 修磨处理密封面
根据阀壳密封面变形引起不平行、不平整程度,制定了相应的修磨处理方案。该方案对高压调阀阀盖法兰及密封面进行同步加工,由研磨工具对密封面进行修磨处理,由此确保阀盖和阀座2个密封面的平整,消除配合张口。修磨完成后,经过压印红丹方法检测合格,并着色检查无缺陷后装复,由此消除了密封面配合的不平行现象,保证金属缠绕垫能被均匀压紧。
2.3 改进阀盖螺栓紧固工艺
该高压调阀共有11根阀盖螺栓,高温双头螺柱型号为3(GH),材质为20Cr1Mo1VNbTiB,每只螺栓配有1只型号为3(GH)、材质为25Cr2Mo-VA的高温带槽螺母。
按照东方汽轮机厂提供的阀盖螺栓紧固顺序(如图1所示),对螺栓分别进行冷紧和热紧装配,可以达到均匀紧固的效果,避免产生中分面张口而导致漏汽。
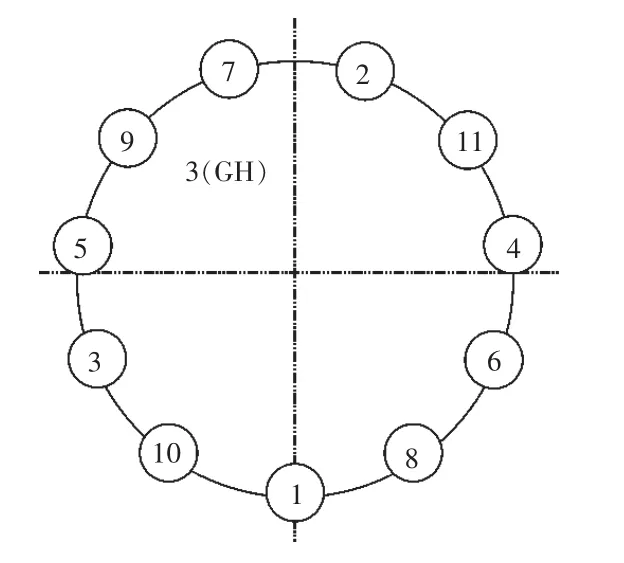
图1 高压调阀螺栓拧紧顺序
按照螺栓预紧要求进行冷紧工序时,经过多次测试并结合实际工作经验,制定了专门的冷紧工序方案,将冷紧力矩确定为1 000 Nm,用以消除阀盖与阀壳结合面间隙,获得一定的螺栓冷紧伸长量。在冷紧后,用塞尺检验阀盖法兰面间隙,确认符合要求。
螺栓冷紧工作完成后,再进行螺栓热紧。最可靠的热紧工艺控制方法是测量螺栓的伸长量,使其满足制造厂家规定的伸长要求。但由于该类型高压调阀阀盖上部基座平面的阻挡,大部分螺栓无法进行紧固后的伸长量测量。因此,现场只能以螺母旋转弧长来代替伸长量测量。在进行热紧紧固后,抽取可以测量伸长量的螺栓进行伸长量测量,作为参考。
为了确保足够的紧固力度,同时又严格控制热紧的伸长量不超过设计许可范围,根据制造厂同类型高压调阀螺栓的紧固标准和以往实践经验,将该高压调阀螺栓热紧过程中的旋转弧长确定为紧固标准范围的上限值36 mm。
螺栓的热紧顺序与冷紧时相同,依次用电加热棒对螺栓加热后使之伸长,然后用手扳动扳手,直到螺母旋转到给定的旋转弧长位置。在整个热紧过程中,需一边加热一边拧紧螺母,防止出现螺栓加热过度;禁止用锤击扳手或用加长杆强扳,以保证螺栓预紧应力控制在允许范围内。
2.4 规范执行组装工艺和程序
在整个高压调阀检修及装复过程中,对检修工艺、规范作了详细的要求,做好相应的检查、测量、防护等工序。在密封面修磨清理、螺栓冷紧力矩、热紧旋转弧长控制等关键点上进行检查确认,确保精细化检修的效果。
3 检修后的运行效果
经过对漏汽原因的分析,在2011年9月进行的机组C级检修过程中,对高压调阀中分面漏汽问题进行了处理。检修中完成了上述几项处理措施的执行落实,并规范执行组装工艺和程序。
此次检修处理后,该机组高压调阀中分面严密性良好,未再发生漏气现象。
4 结语
针对超临界600 MW机组汽轮机高压调阀阀盖与阀壳之间中分面经常出现的漏汽问题,在高压调阀解体检修时,对产生漏汽现象的原因进行深入细致的调查和分析,找出了导致中分面密封不严的主要影响因素,并针对性地制定解决方案。在后续的检修过程中,通过实施金属缠绕垫改型更换、密封面修磨、阀盖螺栓紧固以及规范组装工艺等具体的检修改进措施,彻底消除了高压调阀中分面漏汽问题,其成功经验可以为发电厂类似设备的检修工作提供参考。
[1]HG/T 20610-2009钢制管法兰用缠绕式垫片(PN系列)[S].北京:人民出版社,2009.
[2]张崇和,张勇.汽轮机检修[M].北京:中国电力出版社,2004.
[3]郭延秋.大型火电机组检修实用技术丛书(汽机分册)[M].北京:中国电力出版社,2004.
[4]李杰.300 MW汽轮机高压调门阀座下沉原因分析及处理[J].山东电力技术,2005(5)∶46-47.
(本文编辑:徐晗)
Cause Analysis and Improvement of Steam Leakage of High Pressure Control Value Split in Turbines
LONG Weihua,ZHANG Fangming,YING Jianding
(Taizhou Power Plant,Taizhou Zhejiang 318016,China)
Aiming at steam leakage happened many times between valve deck and valve casing in high pressure valve in one 600 MW supercritical turbine and in combination with disassembling inspection condition, this paper performs an in-depth analysis on steam leakage causes and works out treatment scheme.Through adoption of maintenance improvement measures such as replace and modify spiral wound gasket,burnish sealing face and fasten the valve deck,the long-term sealing of joint surface is guaranteed and the steam leakage is thoroughly eliminated.
high-pressure control valve;sealing surface;steam leakage;process improvement
TK267
:B
:1007-1881(2014)08-0032-03
2014-04-10
龙伟华(1963-),男,浙江台州人,工程师,从事电力设备检修管理工作。
猜你喜欢
机电工程技术(2022年4期)2022-05-12
能源工程(2021年6期)2022-01-06
设备管理与维修(2021年11期)2021-08-27
能源工程(2021年3期)2021-08-05
电子制作(2019年22期)2020-01-14
润滑与密封(2019年8期)2019-08-27
中学生数理化·八年级物理人教版(2018年9期)2018-11-09
科学中国人(2017年20期)2017-09-16
山东工业技术(2016年15期)2016-12-01
Coco薇(2015年11期)2015-11-09