
新型液压刀塔控制系统的设计与实现
2014-07-18 11:57马潮张文洁
机械制造与自动化 2014年2期
马潮,张文洁,夏 宏
(1.辽宁科技大学 机械工程与自动化学院,辽宁 鞍山 114051; 2.大连机床集团有限责任公司数控所,辽宁 大连 116620)
新型液压刀塔控制系统的设计与实现
马潮1,张文洁1,夏 宏2
(1.辽宁科技大学 机械工程与自动化学院,辽宁 鞍山 114051; 2.大连机床集团有限责任公司数控所,辽宁 大连 116620)
针对目前国内中低档电动刀架的不足,介绍了以FANUC 0i数控系统PMC为控制核心、DTY63型液压刀塔为控制对象的控制系统的软硬件设计与实现方法。该系统结构简单、效率高、灵活性强、能很好的适应国内中端市场需求。
数控;PMC;液压刀塔;控制系统
0 引言
数控刀架作为机床的一个关键部件,在很大程度上影响着机床的加工效率、加工精度与可靠性。目前国内大部分数控机床所配备的依旧是中低档电动刀架,这种刀架虽然具有结构紧凑,性价比高的优点,但是冲击大,只能单向旋转,换刀时间长,而且基本采用PLC提供其控制信号,通过专门的电路来实现换刀控制,电路复杂,成本也较高。本文介绍了以FANUC 0i数控系统PMC为控制核心,以DTY63型液压刀塔为控制对象的自动换刀装置控制系统的软硬件设计与实现方法。PMC是一种内装型PLC,专门用于数控机床逻辑控制,采用该方案电路相对简单,可靠性也高。
1 DTY63型液压刀塔简介
DTY63型液压刀塔是大连高金数控集团有限公司旗下的产品,有8个刀位,可双向回转,刀盘的转动依靠凸轮轮廓强制驱动。通过凸轮曲线的拟合,可以设置刀盘旋转始停阶段的加速度,减少了换位冲击。该结构简单,动作可靠,制造成本也低。这款刀架以液压马达作为分度动力源,通过1∶4共轭凸轮和1∶2齿轮传动实现刀盘的1/8分度。刀盘的每一次初分位置靠信号盘和接近开关发讯,精定位依靠齿盘保证,齿盘的脱开与啮合靠液压系统控制活塞实现。其具体结构如图1所示。

1—刀盘;2—曲齿离合器;3—主轴;4—离合器连接板;5—凸轮;6—驱动轴;7—电磁换向阀;8—油路块;9—液压马达;10—连动轮;11—齿轮轴;12—滚子;13—滚针;14—轴销;15.感应块;16—感应开关;17—齿轮;18—水管座;19—活塞;20—水管头图1 液压刀塔结构图
2 液压原理
刀盘的动作依靠液压系统驱动:二位四通电磁换向阀上移,液压油流入液压缸右腔,活塞左移将刀盘推出;三位四通电磁换向阀上移,液压油驱动液压马达正转,进而带动刀盘正转;电磁阀恢复常态位,刀盘被锁紧。其具体液压控制原理如图2所示。电磁铁动作顺序如表1所示。
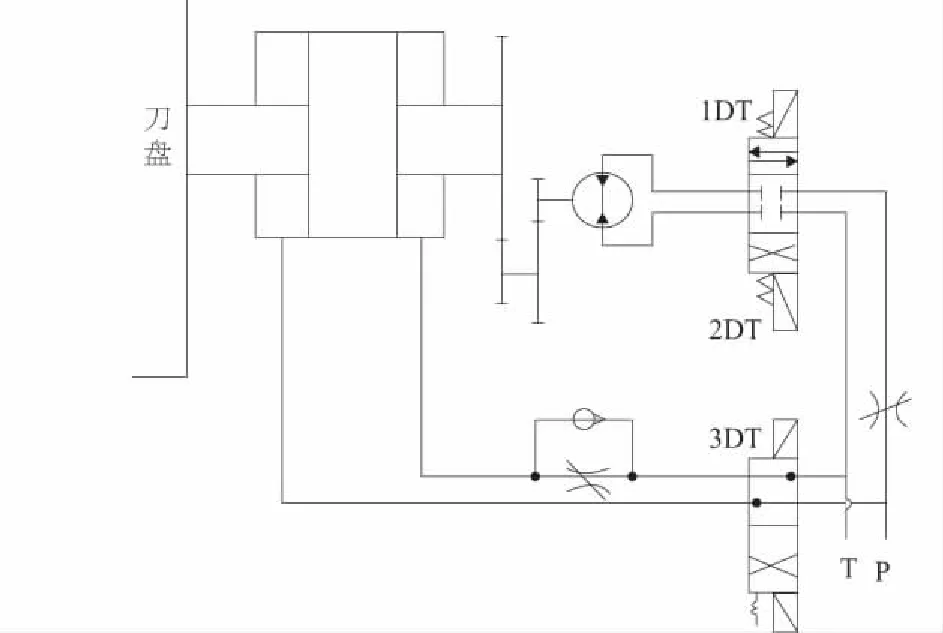
图2 液压原理图
刀盘推出刀盘正转刀盘反转刀盘锁紧1DT-+--2DT--+-3DT+++-
3 控制系统硬件设计
如图3所示,该刀塔的控制信号线共有6根,分别是刀塔刀位检测开关(sensor A,sensor B,Sensor C,sensor D),刀盘停转检测开关(sensor E)和刀盘锁紧松开检测开关(sensor F)。刀位检测开关做刀位检测用,每个刀位对应的讯号组合如表2所示。刀盘停转检测开关用于检测刀盘是否停止转动,刀盘锁紧松开检测开关用于检测刀盘是否被锁紧。检测开关选用接近开关DW-AD-603-M12-120,这种接近开关具有反应灵敏精度高、无机械磨损、寿命长等优点。
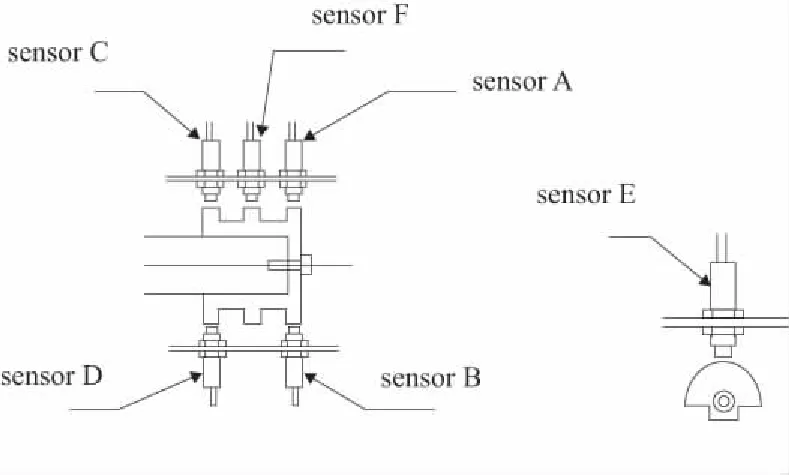
图3 接近开关接线图

1工位2工位3工位4工位5工位6工位7工位8工位sensorA○○○○○
续表2

sensorB○○○sensorC○○○○sensorD○○○○sensorE○○○○○○○○
输出信号有三个(KM1,KM2,KM3),用于驱动刀盘正转,反转,松开与锁紧。
以FANUC0i-MB为例,机床侧与PMC之间的开关、检测传感器、继电器驱动等信号都是通过NC插座连接起来的,插座CB104定义的输入输出地址分别是X0.0~X2.7(24点),Y0.0~Y1.7(16点),本刀架控制系统的I/O分配如表3所示,接线图如图4所示。接近开关棕色线接24伏直流稳压电源,蓝色线接地,黑色信号线接入PMC端。输出信号通过继电器分别控制两个电磁换向阀。刀盘正转与反转电路添加互锁开关以作线路保护。
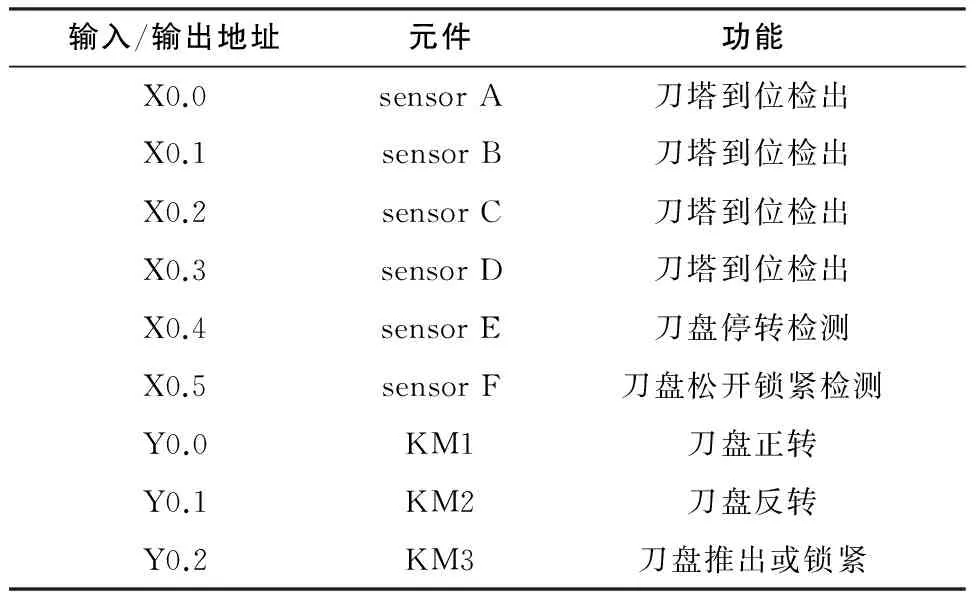
表3 I/O分配表
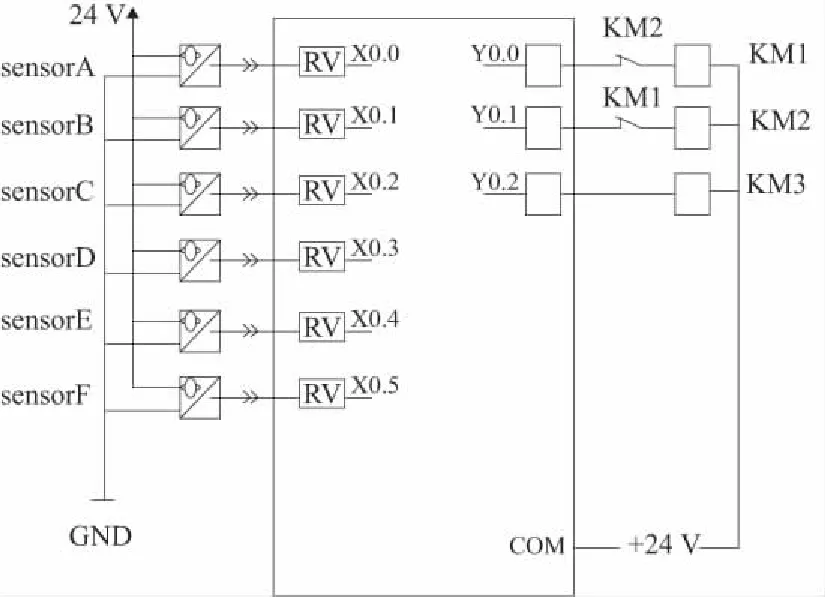
图4 硬件接线图
换刀过程为:系统发出换刀信号,Y0.2线圈得电,KM3线圈通电,二位四通电磁换向阀工作,液压油经电磁换向阀流入液压缸右侧,活塞将刀盘推出,sensor F感应发出信号,经PMC内部逻辑运算判别刀盘正转或者反转后,1DT或2DT得电,液压马达旋转,经分度传动机构带动刀盘开始旋转。当刀盘旋转至相应刀位时,刀位检测开关发讯,电磁换向阀恢复常态位,活塞推回刀盘,齿盘啮合,刀架定位锁紧,完成整个换刀动作。
4 软件系统设计
数控刀架可以在自动模式下利用T指令换刀,也可以在手动模式下进行面板换刀或屏幕换刀。这里以自动模式T指令换刀为例,简述软件系统设计过程。软件程序设计前,先记忆每一刀位的组合讯号,供选刀判断。控制系统的软件流程图如图5所示。软件执行过程是:系统接到换刀信号(TF=1)后,利用PMC内部功能指令判断当前刀号与所选刀号是否一致,如果一致,则放弃换刀过程,换刀结束。否则,线圈Y0.2得电,刀盘被推出,PMC内部计算刀盘的旋向,刀盘旋转时,刀位检测开关会检测到每一刀位不同的组合信号,当与待选刀具的组合讯号吻合时,系统发出指令,Y0.0或Y0.1失电,同时Y0.2失电,sensorE与sensorF检测当前刀盘状态,如果是停转,且被锁紧,则代表换刀过程结束,可以继续以后的操作。
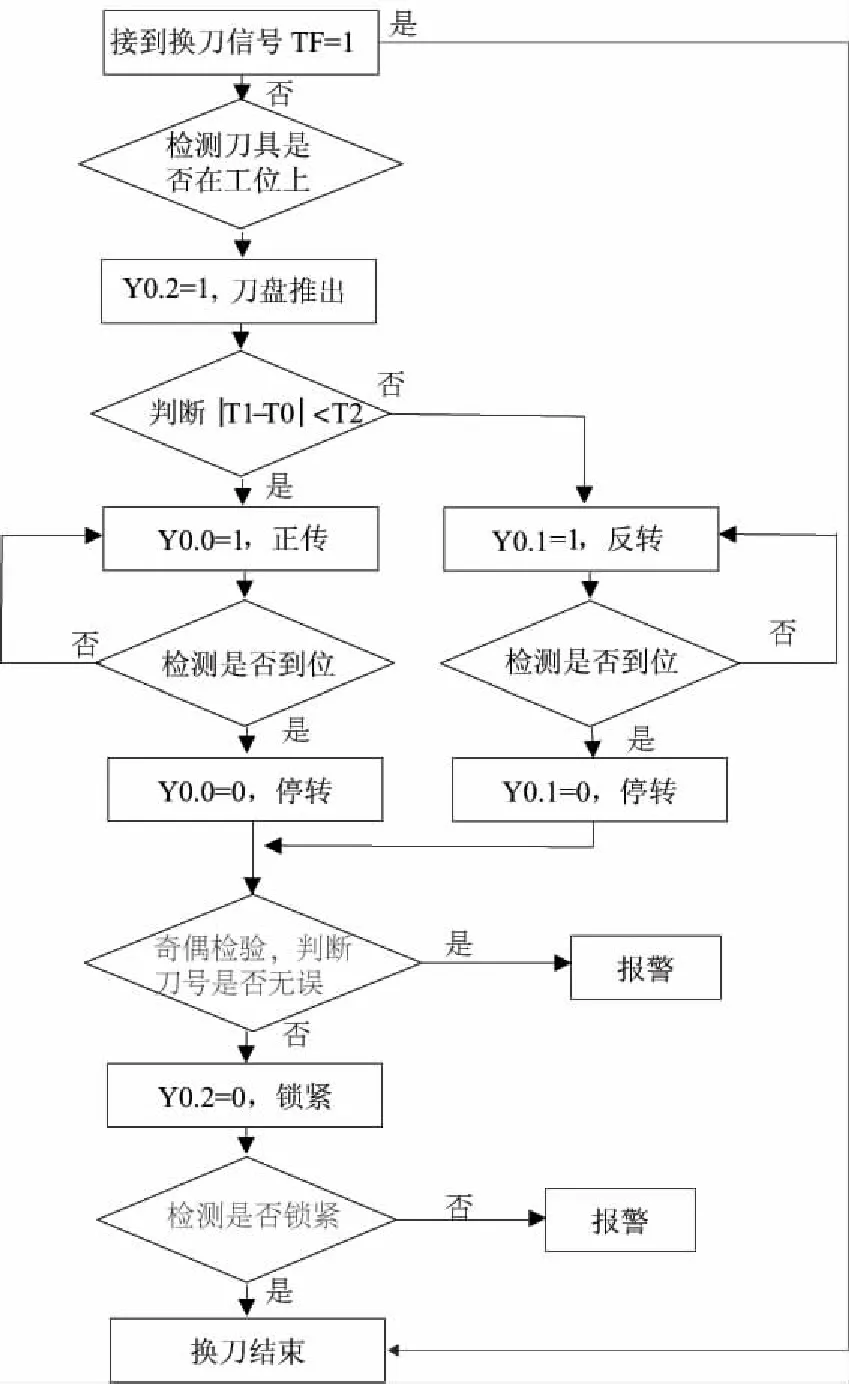
图5 软件流程图
刀盘的旋向拟采用比较法来判别,即令当前刀号为T0,待选刀号为T1,总刀数的一半为T2,利用减法功能指令使两刀号做差,所得结果取绝对值并与T2进行比较,如果小于T2,代表刀盘需要正转,否则刀盘反转。
5 结论
这种控制方案具有结构简单、换刀时间短、生产效率高的优点,同时可以在当前的基础上方便的扩展出其他功能。同时由于FANUC数控系统是目前国内中端数控机床的主流数控系统,这种方法可以更好的适应国内中端市场的发展。
[1] 孙德茂.数控机床逻辑控制编程技术[M].北京:机械工业出版社,2008.
[2] 龚仲华.FANUC-0iC完全应用手册[M].北京:人民邮电出版社.2009.
[3] 付岑.数控车床刀塔换刀PLC程序编程技术关键[J].机床电器,2010(4):10-12.
[4] 焦宇敏.FANUC数控车床的PMC程序编制方法[J].机床电器,2010(6):14-16.
[5] 谢宝智.PLC驱动电磁阀方案的确定[J].中国制造业信息化,2012(11):50-52.
Design and Implementation of New Type Hydraulic Turret Control System
MA Chao1,ZHANG Wen-jie1,XIA Hong2
(1.Liaoning University of Science and Technology,School of Mechanical Engineering and Automation,Anshan 114051,China; 2.Dalian Machine Tool Group Corp, NC Institute,Dalian 116620, China)
Aiming at the shortage of current middle and low lever electric turret, this paper introduces the software and hardware design and implementation method of the control system, in which Fanuc 0i numerical control system PMC is taken as the control core to control DTY63 hydraulic turret. The system has the advantages of simple structure, high efficiency and flexibility, which can be adapted to internal mid-range market.
numerical control;PMC; hydraulic turret; control system
马潮(1989-),男,硕士研究生,研究方向:机械制造与数控技术。
TH137
B
1671-5276(2014)02-0049-02
2013-02-05
猜你喜欢
设备管理与维修(2020年23期)2021-01-04
中小企业管理与科技(2019年22期)2019-09-09
安徽电子信息职业技术学院学报(2019年3期)2019-07-04
制造技术与机床(2019年6期)2019-06-25
农机化研究(2019年8期)2019-05-27
制造技术与机床(2017年3期)2017-06-23
电子制作(2016年19期)2016-08-24
现代工业经济和信息化(2016年4期)2016-05-17
液压与气动(2015年6期)2015-04-16
筑路机械与施工机械化(2014年2期)2014-03-01
