
激光再制造汽轮机转子的力学性能研究
2014-08-03 07:26郭士锐姚建华
动力工程学报 2014年8期
郭士锐,董 刚,叶 钟,姚建华
(1.浙江工业大学激光加工技术工程研究中心,杭州310014;2.杭州汽轮机股份有限公司,杭州310022)
激光熔覆绿色再制造技术是一种新型的先进修复技术,它不仅能使损伤的零部件恢复外形尺寸,还能使其性能达到甚至超过新品的水平[1].该技术相对于其他传统工艺有较多优点,例如激光作用时间短,修复层稀释率低,修复区热影响区小,工件变形小;冷却速度快,可以细化晶粒,产生亚稳相、非晶相和超弥散相等;修复层与基体冶金结合,强度高;修复过程可控性好,便于实现自动化;对环境无污染等[2-4].
由于在加工过程中,铁屑等杂质残存在润滑油系统中,汽轮机转子的轴颈特别容易磨损[5].Tabernero等[6-7]对涡轮机转子和叶片激光修复进行了研究,发现修复后的涂层性能优于基体.Richter等[7]提出可将激光熔覆绿色再制造技术用于转子的修复.然而,目前对激光再制造的研究一般只涉及其微观组织和硬度等性能,很少有针对其机械力学性能的研究.
笔者以汽轮机转子为研究对象,使用大功率半导体激光器对28CrMoNiV 基体进行激光再制造,在室温下对激光再制造层与基体的复合材料进行拉伸、冲击和弯曲试验,研究其抗拉性能、抗冲击性能和抗弯曲性能,并分析其断口形貌与强化机理,为其机械工业应用提供参考依据.
1 试验材料与方法
1.1 材料
试验基体采用汽轮机转子28CrMoNiV 材料,其化学成分见表1.

表1 28CrMoNiV材料的化学成分Tab.1 Chemical composition of steel 28CrMoNiV %
针对汽轮机转子的要求,在保证汽轮机转子修复后的综合跳动(TIR)控制在6.35μm 以内的前提下,确定选用铁基粉末进行激光再制造试验.自行研制的铁基自熔性合金粉末粒度为45~109μm,其具体的化学成分见表2.

表2 铁基合金粉末的化学成分Tab.2 Chemical composition of the Fe-based alloy powder %
1.2 方法
首先将铁基粉末加热到120℃烘干2h,然后将28CrMoNiV 基体表面用丙酮清理干净再进行激光再制造.采用德国LDF400-2000型大功率半导体柔性光纤耦合激光器,其输出波长为900~1 030nm,最高输出功率为2 000 W;采用自行研制的具有闭环反馈流量控制的同轴送粉装置,其输送范围为2~50g/min,送粉载气为氩气;运动装置采用IRB2400/16型6自由度机器人.试验的主要工艺参数见表3.
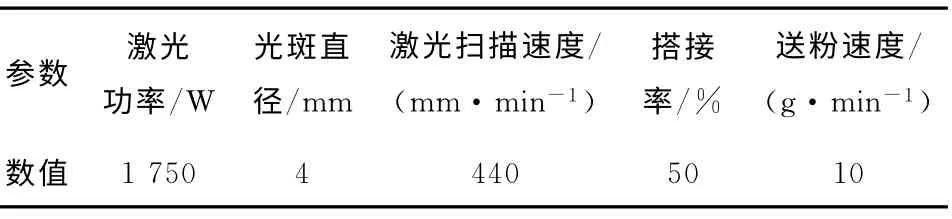
表3 激光再制造的工艺参数Tab.3 Process parameters of the laser cladding technology
试验完成后,首先利用磨床对激光再制造表面的熔覆材料进行磨削,去除氧化皮,然后采用电火花线切割机分别对激光再制造制备所得铁基材料与基体的复合材料切取一定数量的拉伸试样、V 形缺口的冲击试样和弯曲试样,试样的熔覆再制造层厚度均为0.5mm.
2 结果与讨论
2.1 拉伸试验
拉伸试验设备为WEW-100B 微机液压万能试验机,按照GB/T 228.1—2010《金属材料拉伸试验第1部分:室温试验方法》的要求进行测试.激光再制造层与基体复合材料的试件数量为6,对其分别编号.拉伸试样的再制造层厚度为0.5mm,其尺寸示意图见图1.
由拉伸试验得到的抗拉强度见表4.根据JB/T 7022—2002《工业汽轮机转子体锻件技术条件》,基体28CrMoNiV 锻件经过热处理后的抗拉强度为700~850 MPa,综合所得测试数据,激光再制造层与基体复合材料的平均抗拉强度为862.5 MPa,较基体的平均抗拉强度775 MPa提高11.29%.
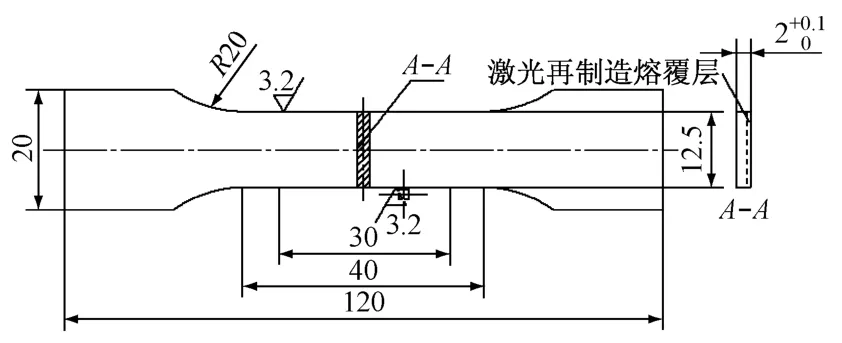
图1 拉伸试样示意图(单位:mm)Fig.1 Specimen for the tensile test(unit:mm)
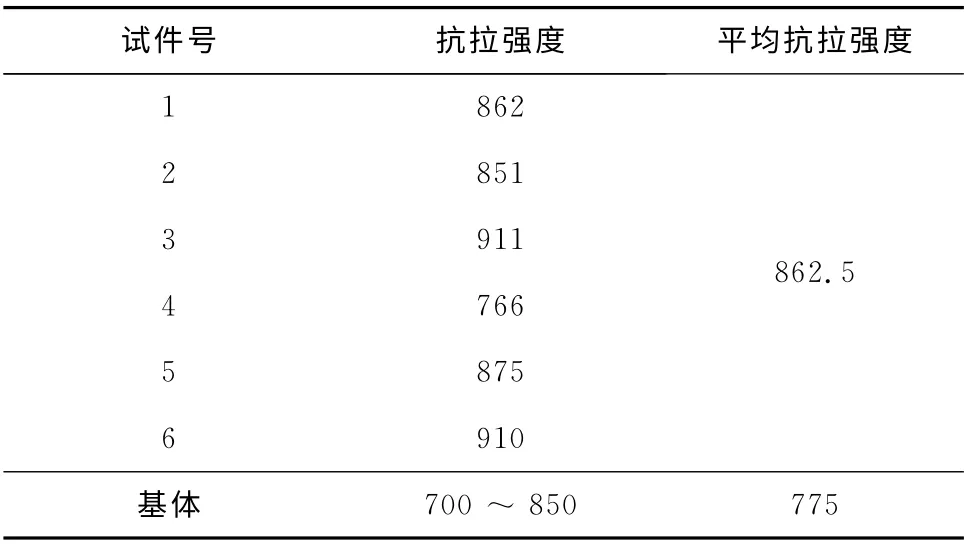
表4 拉伸试验数据Tab.4 Results of the tensile test MPa
2.2 冲击试验
冲击试验设备为JB-300B 型摆锤式冲击试验机,最大冲击能量为300J,摆锤预扬角为150°,冲击速度为5.2m/s,摆轴中心至打击中心的距离为750 mm.冲击试样缺口位于再制造层相背方向,其中再制造层厚度为0.5mm,具体尺寸如图2所示.
图2 冲击试样示意图(单位:mm)Fig.2 Specimen for the impact test(unit:mm)
冲击试验时,激光再制造层与基体复合材料的冲击吸收功可由试验机读出.
根据JB/T 7022—2002《工业汽轮机转子体锻件技术条件》,基体28CrMoNiV 锻件经过热处理后的冲击吸收功≥24J.综合测试结果(见表5)可知,激光再制造层与基体复合材料的冲击吸收功较大.
2.3 弯曲试验
弯曲试验设备为WDW-20型微机控制电子万能试验机,额定载荷为20kN,按照YB/T 5349—2006《金属弯曲力学性能试验方法》的要求进行三点弯曲测试,其加载力速率为36N/s.复合材料数量为6,基体材料数量为3,对其分别编号,其中再制造层厚度为0.5mm,弯曲试样示意图见图3.
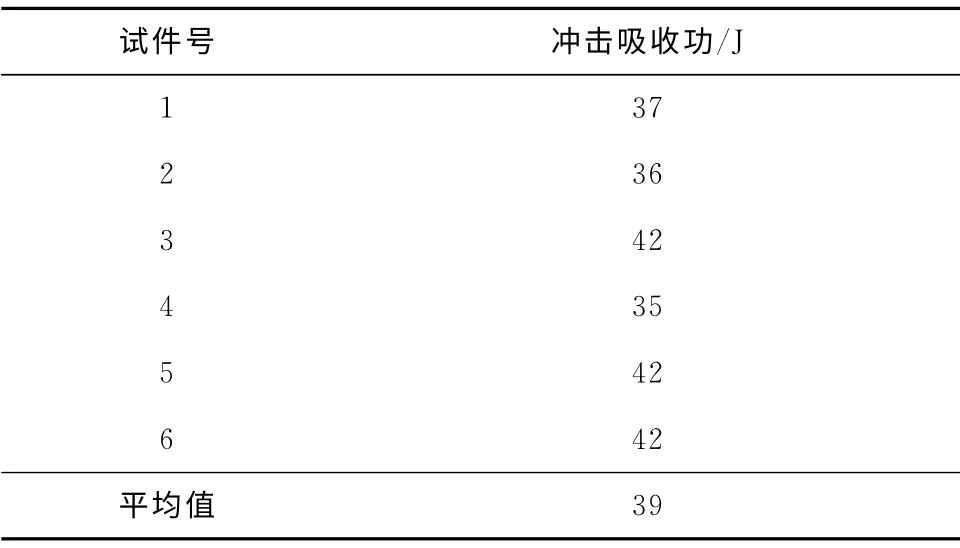
表5 冲击试验数据Tab.5 Results of the impact test
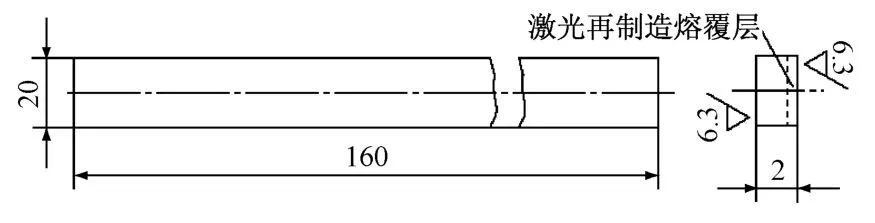
图3 弯曲试样示意图(单位:mm)Fig.3 Specimen for the bending test(unit:mm)
弯曲试验的最大弯曲力Fbb可由试验机读出,抗弯强度σbb的计算公式为

式中:σbb为抗弯强度,N;Fbb为最大弯曲力,N;Ls为跨距,mm;W为试样截面系数,mm3.
2组试件弯曲试验所得的抗弯强度见表6.综合测试结果可知,激光熔覆再制造层与基体复合材料的平均抗弯强度较基材材料提高约24.11%.
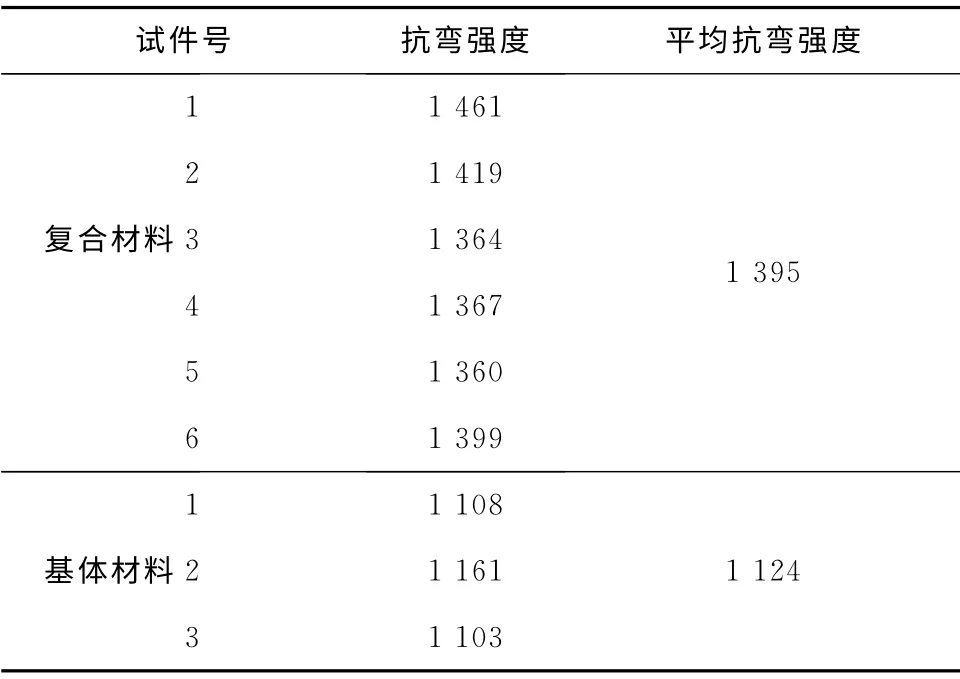
表6 弯曲试验数据Tab.6 Results of the bending test N
2.4 抗拉强度、冲击韧度与抗弯强度的分析
激光熔覆再制造层与基体复合材料的力学性能满足并联模型的混合律,可以根据单向复合材料性能的体积分数混合律进行计算.并联力学性能模型的混合律如下[8]

式中:α为复合材料的力学性能;αf为基体材料的力学性能;αm为增强材料的力学性能;φf为基体材料的体积分数;φm为增强材料的体积分数.
由于激光熔覆的铁基合金粉末物理参数未知,不能定量表达复合材料的力学性能与基体和增强体之间的精确关系,但通过试验可定性分析.试验中拉伸试件、冲击试件和弯曲试件的熔覆再制造层厚度均为0.5mm,其中拉伸试件、冲击试件和弯曲试件基体层厚度分别为1.5mm、9.5mm 和1.5mm.由式(3)可知,激光熔覆再制造层与基体复合材料的平均力学性能与组元材料的体积分数呈线性关系,复合材料力学性能的提高主要是由于激光再制造层力学性能较优引起的.激光熔覆再制造层中的夹渣和气孔等缺陷是影响零件力学性能的重要因素,而试验中再制造粉末中的合金元素经过多次选配调整,再经过激光熔覆后其组织细密,无气孔与裂纹等缺陷.另外,由于激光再制造过程中金属粉末瞬间熔化凝固并冷却,使激光再制造层具有快速凝固特性,涂层晶粒细小,结构致密,从而其机械性能提高.
通过扫描电镜对拉伸试样的断口进行分析,发现基体的断面较为平坦,有晶粒形状的凸起和凹陷,具有明显的低塑性解理断裂特征,属脆性断裂,如图4(a)所示.这主要是因为28CrMoNiV 基体的晶格结构为体心立方,在室温下属于低温脆性材料.而图4(b)中激光再制造层的断面起伏不平,可以清晰地看到晶粒的轮廓和晶粒的截面,具有明显的沿晶断裂特征.复合材料拉伸强度提高的主要原因是激光再制造层中一次晶轴与二次晶轴的数量远大于基体材料,极小又细密的晶粒在合金材料塑性变形时,高密度的位错阻碍了其滑移,从而提高了再制造层强度,即提高了复合材料的强度.
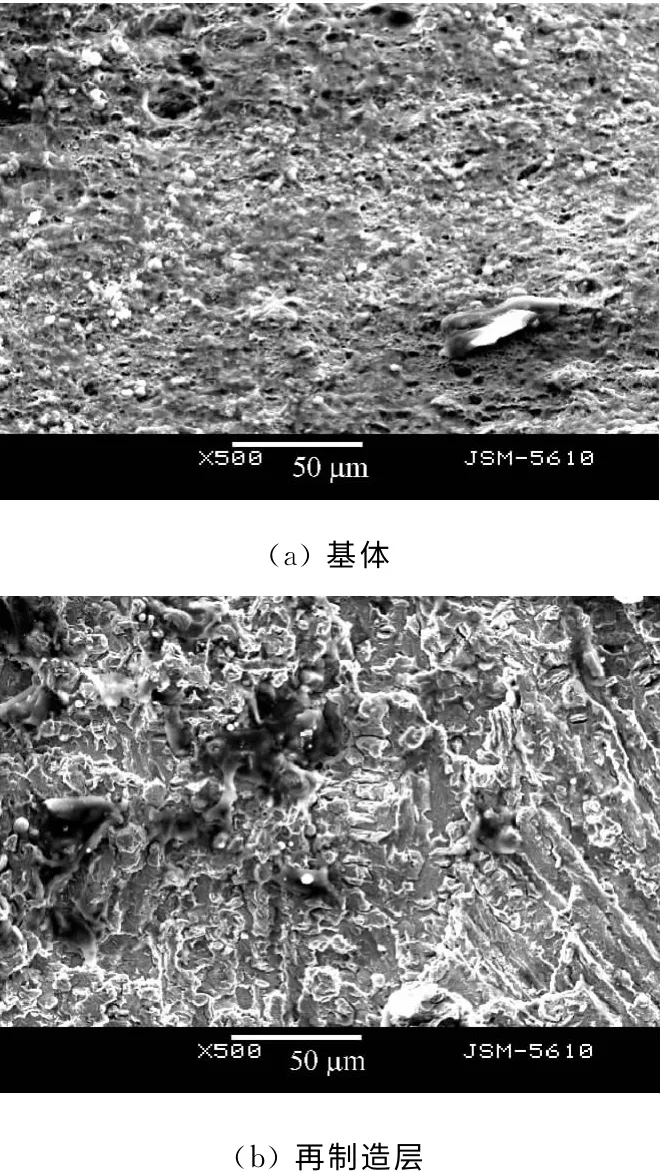
图4 拉伸试样的断口形貌Fig.4 Fracture appearance of the tensile specimen
对冲击试样的断口进行扫描电镜分析,发现基体的断面主要在晶面上呈河流花样的白色条状纹,另外在白色条纹带上的细枝中有少而浅的韧窝,局部有较深的韧窝,如图5(a)所示,这说明基体材料的断裂形式主要为脆性断裂.由图5(b)可以明显看出,激光再制造层的断面有晶粒轮廓的特征,断口由许多小的晶面组成,在图5(b)的右下方有柱状树枝晶的截面,由于激光再制造层内部主要为交叉的树枝晶,裂纹撕裂晶界,并沿其扩展,因此其断裂形式为脆性沿晶断裂.由于激光再制造层晶粒相对基体材料小而密集,因此其裂纹扩展路径曲折,需要消耗更大的能量,裂纹萌生功提高,从而提高了其韧性.
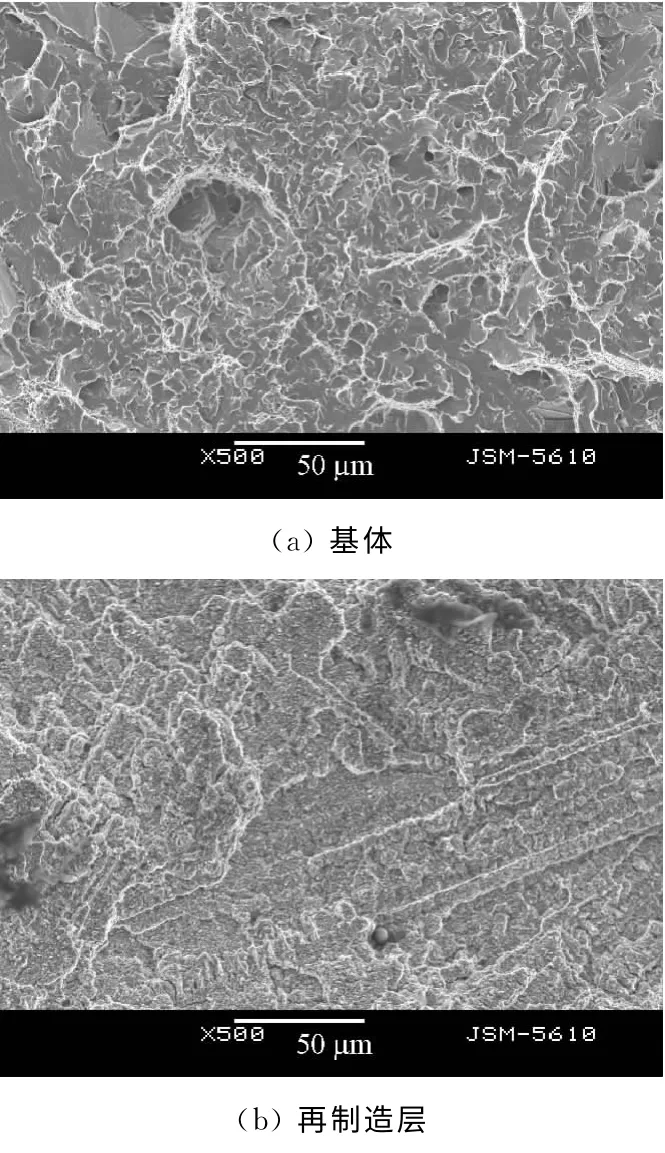
图5 冲击试样的断口形貌Fig.5 Fracture appearance of the impact specimen
2.5 转子实物再制造
通过基体的力学性能分析,最后采用铁基粉末按照表3中的工艺参数对汽轮机转子轴实物进行激光再制造,如图6所示.通过综合跳动检测,发现汽轮机转子实物的激光再制造层在0.5mm 厚度时的表面综合跳动值为2.5μm,远小于6.35μm,符合美国石油协会API 612—2005《石油、石化和天然气工业用特种用途汽轮机》标准的规定.
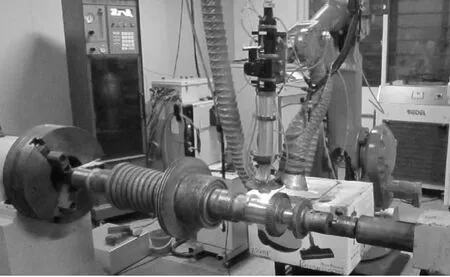
图6 激光再制造汽轮机转子Fig.6 Photo of the turbine rotor remanufactured by laser cladding
3 结 论
(1)激光再制造层与基体复合材料的抗拉强度较基体材料28CrMoNiV 的平均抗拉强度提高11.29%,激光再制造层与基体复合材料的平均冲击吸收功为39J,激光再制造层与基体复合材料的抗弯强度较基体的平均抗弯强度提高24.11%.
(2)根据并联力学性能模型的混合律,激光熔覆再制造层与基体复合材料的力学性能与组元材料的体积分数呈线性关系,复合材料力学性能的提高主要是由于激光再制造层的力学性能优于基体材料28CrMoNiV.
(3)通过对拉伸与冲击试样断口的微观分析,得出基体主要为解理脆性断裂,激光再制造层为沿晶脆性断裂.复合材料拉伸强度的提高主要是因为激光再制造层中一次晶轴与二次晶轴的数量远大于基体材料,高密度的位错阻碍了滑移,从而提高了强度.复合材料冲击韧性的提高主要是由于激光再制造层晶粒相对基体材料小而密集,使得裂纹扩展路径曲折,需要消耗更大的能量,裂纹萌生功提高,从而提高了韧性.
[1]姚建华,李传康.激光表面强化和再制造技术的研究与应用进展[J].电焊机,2012,42(5):15-19.
YAO Jianhua,LI Chuankang.Research and application of laser surface strengthening and remanufacturing technology[J].Electric Welding Machine,2012,42(5):15-19.
[2]徐滨士,董世运,朱胜,等.再制造成形技术发展及展望[J].机械工程学报,2012,48(8):96-105.
XU Binshi,DONG Shiyun,ZHU Sheng,etal.Research and application of laser surface strengthening and remanufacturing technology[J].Journal of Mechanical Engineering,2012,48(8):96-105.
[3]杨洗陈,李会山,王云山,等.用于重大装备修复的激光再制造技术[J].激光与光电子学进展,2003,40(10):53-57.
YANG Xichen,LI Huishan,WANG Yunshan,etal.Laser refabricating technology for repairing expensive and important equipments[J].Laser &Optoelectronics Progress,2003,40(10):53-57.
[4]叶诗豪,姚建华,胡晓冬,等.激光固溶17-4PH 的机理与性能研究[J].动力工程学报,2011,31(5):391-396.
YE Shihao,YAO Jianhua,HU Xiaodong,etal.Mechanism of laser solid solution for 17-4PH and properties of the treated material[J].Journal of Chinese Society of Power Engineering,2011,31(5):391-396.
[5]MIAO Hongbin,ZHAO Wenqiang.Research of fiber laser cladding technology on shaft-parts[J].Applied Mechanics and Materials,2012,217/218/219:2238-2241.
[6]TABERNERO I,LAMIKIZ A,MARTíNEZ S,etal.Evaluation of the mechanical properties of Inconel 718 components built by laser cladding[J].International Journal of Machine Tools and Manufacture,2011,51(6):465-470.
[7]RICHTER K H,ORBAN S,NOWOTNY S.Laser cladding of the titanium alloy TI6242to restore damaged blades[C]//23rd International Congress on Applications of Laser and Electro-Optics 2004.San Francisco,America:Laser Institute of America,2004.
[8]任建华,付学中,付宇明,等.激光熔覆45钢复合材料力学性能实验[J].塑性工程学报,2012,19(4):99-102.
REN Jianhua,FU Xuezhong,FU Yuming,etal.Experimental research on performance of composite material by laser cladding on 45steel substrate[J].Journal of Plasticity Engineering,2012,19(4):99-102.
猜你喜欢
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
理化检验-化学分册(2020年5期)2020-06-15
电子制作(2019年22期)2020-01-14
山东冶金(2019年3期)2019-07-10
中国铸造装备与技术(2017年3期)2017-06-21
山东工业技术(2016年15期)2016-12-01
广西电力(2016年4期)2016-07-10
工业设计(2016年4期)2016-05-04
中国塑料(2015年12期)2015-10-16
