
浅谈火力发电厂汽水管道支吊架生产检验技术
2014-08-31 09:48许建华宋先成许慧
山东工业技术 2014年8期
许建华 宋先成 许慧
(江苏大秦电气有限公司 镇江 212003)
前言:
支吊架是电厂汽水管道系统中的重要组成部分,具有安全承受管道荷载、合理约束管道位移、限制管道接口对所连接设备的推力和扭矩、增加管系的稳定以及防止管道振动等功能。随着机组容量的增大,支吊架由起初的现场制作转变为专业厂家预制现场安装。当前超临界机组、超超临界机组、核电机组的上马,对支吊架的设计、生产都提出了更高的要求。
1.支吊架的分类及技术标准
依据TSG D0001-2009 压力管道安全技术监察规程-工业管道的规定,汽水管道支吊架产品属于管道元件的管道支承件范围,故制造、生产、检验均应符合该规程的规定。
依据西北院火力发电厂汽水管道支吊架设计手册(83版)对支吊架的分类,支吊架主要分为管部、连接件、根部三类。其中管部为直接接触管道的部份,根部为接触建筑结构的部分,连接件则连接管部和根部。管部型式共有27种,西北院手册将其分为D(吊架)、Z(支架)两类,依据管部生产的特点,我们将管部分为管夹式(11种)、焊接式(16种)。根部型式分为4个大类,G1直接吊类,G2悬臂梁类、G3简支梁类、G4三角架类,根部除直接吊类外,余下三类均为热轧型钢结构件。连接件分类三个大类,L连接件,F附件,T变力弹簧组件。另外恒力弹簧组件也归属于连接件。
我国现行支吊架标准为GB/T 17116-1997管道支吊架。在该标准中,对支吊架的制造所涉及的制造公差、管夹成型、焊接、焊后热处理、表面涂层等进行了详细规范。
2.支吊架生产、检验中常见问题
当代火力发电厂大容量机组中,广泛应用12Cr1MoV、P91、P92等耐热钢材料,因而在管道支吊架的管部中,也须采用与管道同质材质的管夹。P91/P92属于高合金耐热钢,正火组织为马氏体,供货态一般为正火回火态,为回火索氏体组织。在焊后自然冷却即会产生冷裂纹,因此P91/P92耐热钢在焊后须进行严格的焊后热处理,这里不详述。支吊架中的耐热钢焊接有以下特点:以角焊缝居多,焊接位置复杂,部份管部的焊接空间较小(如Z1管道固定支座);以异种材料的焊接居多,如P91与12Cr1MoV相焊,12Cr1MoV与Q235B相焊(D6管夹横担)。由于支吊架产品的以上特点,其在焊接过程中也是极易发生冷裂纹的。
如上节述,在西北院手册27种管部型式中,管夹式管部共有11种,据我公司统计,在实际工程中,管夹式管部的选用达到87%。管夹式管部经常出现的问题是圆弧不圆现象,这个问题在D1/D2这种形式的管夹产生的影响较小,但是在D6型式的管夹中,圆弧不圆将对接下来的工序造成很大的影响。
在管夹厚度较厚的管夹加工中,经常会出现管夹边缘的微裂纹,管夹肩部的表层金属拉伤。这些问题一方面是由于厚板加工难度较大这一难题;另一方面,也是加工工艺不合理的结果。
支吊架的生产中最难控制的是表面质量。由于支吊架产品零件较多,装箱的时候,硬接触是无法避免的,从而经常可以看到表面油漆破损的情况发生。
3.支吊架制造技术
如第一节中所述,支吊架的生产应符合TSG D0001-2009 压力管道安全技术监察规程-工业管道的规定,同时应遵照因家标准GB/T 17116-1997。在第二节中,简述了支吊架制造中经常遇到的一些问题。在本节将讨论易出现问题以及重要工序点的技术措施。
GB/T 17116-1997对管夹冷成型或热成型工艺的应用按材料和板厚进行了区分。如表1,为板材或扁材加工的管夹工艺选择。
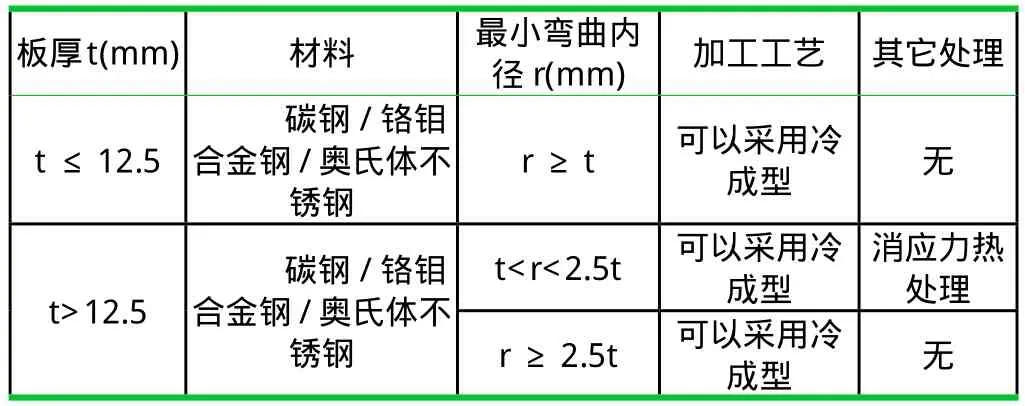
表1 板材成型要求
在汽水管道支吊架产品中,需要进行压制成型加工的材料主要有碳素结构钢Q235B、Q245R等,耐热钢12Cr1MoV、P91、P92等,板厚通常小于等于30mm。管夹最小弯曲半径设计在管夹肩部,设计半径通常为r=1.5t,在管夹成型加工时的最小弯曲半径范围通常为1.5t 支吊架产品中的碳素结构钢如Q235B、Q245R等,都是低碳钢,强度合理,塑性较好,具有较好的成型性能。然而,在四大管道支吊架中经常用到的耐热钢材料12Cr1MoV、P91、P92,由于常温强度较高,延伸率较低,在管夹冷成型时,经常会遇到边缘密布微细裂纹、加工精度达不到甚至在加工过程中出现断裂等问题。在加工此类材料的管夹时,应严格控制工艺过程:排料时应使管夹长度方向平行于轧制方向;若采用热切割下料,则之后必须清理切割面,去除氧化皮和硬化层;依据板厚、延伸率、最小弯曲半径的不同,可以选择冷成型后热处理或热成型工艺。延伸率计算公式可参考GB 150。 由于P91材料强度较高,在加工较大厚度P91管夹时,一方面由于设备吨位不足,另一方面是质量的要求,不适合采用冷成型。但是热成型也不理想,将原正火回火处理的板材,加热到900度左右进行管夹成型加工后[1],必须再一次对管夹进行正火回火处理,费时费力。所以采用温成型是一个较好的选择,我公司在对热成型和温成型的管夹材料组织、晶粒度、力学性能等进行对比分析后改进,得出了温成型的工艺。管夹在650-760度温度区间进行压制加工,减小了对设备吨位的要求,同时管夹内应力较小,且对原板材组织性能几乎没有影响。 汽水管道支吊架,作为一种焊接钢结构件。焊接质量的好坏对其质量有决定性影响。涉及的材料主要有Q235B、Q245R、12Cr1MoV、P91、P92、奥氏体不锈钢等。焊接工艺涉及各自相同母材相焊及不同的母材相焊。例如Q245R同12Cr1MoV相焊、12Cr1MoV同P91相焊、Q235B同SUS30408相焊等。在此不对焊接工艺问题进行讨论。而是以P91材质的D6管夹为例,分析合理焊接工序。 火力发电厂60万以上机组的主气管道通常采用P91材质管道,故在支吊架设计中,与管道直接接触的管夹采用P91材质,管夹的肋板和邦板处于保温层中,则选用12Cr1MoV材质的钢板,而处理保温层外的结构件则采用Q235B材质的材料了。在生产过程中,通常先焊接12Cr1MoV结构的支座,再装配压制成型的P91管夹,最后将管夹焊接在12Cr1MoV支座上。由于凡是涉及到12Cr1MoV和P91材质的焊接都需要进行高温回火[2]。故如果参照以上工艺,需进行两次高温回火,十分耗电。 在研究耐热钢的焊接性能特点后,研究采用后热代替第一次高温回火,待整个管夹、管夹座焊接完成后,再进行整体焊后热处理,以保证焊接质量。具体工艺如下:12Cr1MoV管夹座装配完成后,按照焊接工艺规范要求进行预热,再进行焊接,焊后去氢处理,之后装配P91材质管夹于管夹座上,焊接完成后,严格按照焊接工艺要求进行焊后热处理。 1)在支吊架的生产中,精确的装配精度是保证产品质量的重要条件,特别是对弹吊恒吊的质量影响。 2)管夹的加工工艺关系管部的质量,合理的加工工艺不但使管夹尺寸更加符合要求,而且可以保证管夹内部质量。 3)汽水管道支吊架管部广泛使用耐热钢材料,对焊后热处理要求很高。合理采用后热处理代替焊接过程中的部份热处理,不影响焊接质量的同时更能提高焊接效率,节约电能消耗。 [1]蒯春光,彭志方.T/P91钢在450-1200℃区间各相元素的分配特征及相稳定性[J].金属学报,2008,44(8):897-900. [2]李亚江,王娟,周冰等.P91耐热钢焊接区的微观组织结构分析[J].焊接学报,2003,24(2):39-43.4.结论
猜你喜欢
热处理技术与装备(2022年1期)2022-11-29
金属热处理(2022年2期)2022-11-16
军民两用技术与产品(2021年8期)2021-11-24
铁道建筑技术(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
安徽建筑(2020年7期)2020-08-05
热处理技术与装备(2019年4期)2019-12-23
建材发展导向(2019年3期)2019-11-28
小猕猴智力画刊(2017年6期)2017-07-03
小雪花·成长指南(2016年6期)2016-06-24
