
涂附磨具制造在线质量控制技术探讨
2014-09-01 12:04陈志远李爱民司文元张锁芬
机电信息 2014年21期
陈志远 李爱民 司文元 张锁芬
(苏州远东砂轮有限公司,江苏 苏州 215151)
涂附磨具制造在线质量控制技术探讨
陈志远 李爱民 司文元 张锁芬
(苏州远东砂轮有限公司,江苏 苏州 215151)
介绍了涂附磨具制造行业生产过程中底胶涂量、植砂量、复胶涂量在线厚度(重量)监测技术状况,重点分析了国内外应用较广泛的测厚仪。对常用的在线测厚技术的对比,及涂附磨具产品的生产工艺特点和产品在制造过程中的工艺参数控制范围分析表明,γ射线探头耐环境能力较强,操作使用简便,长期稳定性、可靠性很好,由于单面检测,投资也相对较低,适合于各种砂纸、砂布产品在线检测与质量控制,不仅可大幅提高涂附磨具生产质量的稳定性、前后产品的一致性,还可有效降低废次品的产生率,提高经济效益。
涂附磨具;在线监测;γ射线;测厚技术
0 引言
涂附磨具产品由于具有一定挠度,且磨削效率高、散热性好、可大面积磨削,被广泛应用于金属、木材、陶瓷、玻璃等材料的强力磨削、曲面加工、大面积砂光、表面抛光的加工作业。涂附磨具产品生产采用的是流水线连续式作业,一般产品运行速率为15~50 m/min。对于正常的涂附磨具生产来说,每班次可以生产产品8 000~15 000 m,其价值达到50万~70万元。目前,我国涂附磨具行业普遍采用的质量控制手段是称重法:手工取样+操作员工的操作经验,即在生产刚开始调整好后(一般在生产100 m后),在产品表面进行挖洞取样,进行涂胶量与植砂量检测,并根据检测结果进行工艺参数调整,以保证产品达到设计要求。为了保持同批次产品的一致性,往往要进行多次取样,这一破坏性检测方法有以下明显缺点:损坏了产品,每次取样长度约为1 m,且在取样口前后还会造成3~5 m的废品;检测速度慢,不能连续测量;测出的值是一定面积胶、砂层的平均值,无法知道胶层厚度与植砂量是否均匀等。而检测的结果只是检测产品在某一时间节点上的产品质量,即使现场操作员工的控制水平再高,对同批次产品前后的一致性也难以完全有效控制。随着涂附磨具装备制造精度与自动化程度的提高,特别是测量技术的飞速发展,发达国家的同行纷纷在涂附磨具制造线上加载一些在线质量检测与自动控制装置,将先进的在线测量技术应用到涂附磨具产品制作中,有效地保障了同批次乃至不同批次产品涂胶量、植砂量的稳定性,极大地提高了生产效率,并降低了生产过程的物料损耗。
本文就目前已经实际使用的在线测量技术(X射线测厚仪、γ射线测厚仪、β射线测厚仪、激光测厚仪、超声波测厚仪、红外线测厚仪,通过测量厚度可以互换为重量)进行了综合比较和总结,以期为我国涂附磨具行业在生产与加工过程中实现在线监测提供借鉴。
1 国内外常用工业在线测厚技术概述
目前,国内外先进的工业在线测厚技术主要应用于薄膜、钢铁、涂层、玻璃等行业,使用的工业测厚仪按形式共分为接触式、非接触式两大类[1]。接触式测厚仪适用于离线测量,非接触式测厚仪一般用于在线测量[2]。非接触式测厚仪分光学、同位素、X射线三大类,按照工作原理可分为X射线测厚仪、γ射线测厚仪、β射线测厚仪、激光测厚仪、超声波测厚仪、红外线测厚仪等。
1.1 射线测厚仪
射线测厚仪主要有X射线测厚仪与同位素测厚仪(γ射线测厚仪、β射线测厚仪)。射线测厚仪包含透射式和反射式两种类型[3]。
1.2 激光测厚仪
激光测厚仪是采用激光作为尺度测量手段,充分利用激光单色性好、亮度高、方向性强、抗干扰性强等优点,达到精密测量的目的。
1.3 超声波测厚仪
超声波测厚仪的工作原理是利用超声波在被测物体中传播和反射的原理进行厚度测量。
1.4 红外线测厚仪
红外线测厚仪是利用成对红外线探头组成红外线发射和接收系统,当被测物通过这组探头时,由于被测物吸收红外线而使发射端发出来的红外线在经过被测物发生衰减,利用这一特性可以确定被测物的厚度。
2 几种常用在线测厚技术测试范围比较
目前,国内外常用的在线测厚技术测试范围及测试精度、应用等比较如表1所示。
3 涂附磨具制造在线测厚技术的选择
3.1 涂附磨具制造工艺特点
目前,国内外涂附磨具产品生产从基材开卷到产品收卷大多采用的是流水线连续式作业,其工艺流程如下:开卷→印商标→底胶→重力植砂+静电植砂→预干燥→复胶→主干燥→收卷。
3.2 涂附磨具制造过程中需要检测的工艺参数
在涂附磨具生产过程中,产品质量的好坏取决于底胶量、植砂量与复胶量实际控制误差与不同批次的重复稳定性,如果同一批次前中后工艺参数发生波动,会影响本批次产品使用性能的稳定性;而不同批次参数控制的不好,则会影响不同批次产品质量的稳定性。所有这些都会影响到用户使用的寿命、磨削效率、加工质量等。因此,在涂附磨具制造过程中,底胶量、植砂量与复胶量三大工艺参数的控制显得尤为重要。涂附磨具制造主要工艺参数控制范围如表2所示。
3.3 涂附磨具制造在线测厚技术的选择
根据以上对常用在线测厚技术的比较,结合涂附磨具产品的生产工艺特点和产品在制造过程中的工艺参数控制范围分析:
涂附磨具产品使用性能的优劣与实用性,主要取决于产品设计中底胶、复胶配方的设计,底胶、复胶一般不会采用单一的透明胶组分,为了保证磨料在预干燥过程中不会倒伏或移动,同时能够满足特定的磨削需要,大都会添加一些无机矿物填料或一些有机添加剂。红外线可以直接检测表面涂胶量和水分,但不能测砂量,在砂布线上不能独立使用。因此,红外线测厚技术在涂附磨具制造中不适用。

表1 几种常用在线测厚技术比较
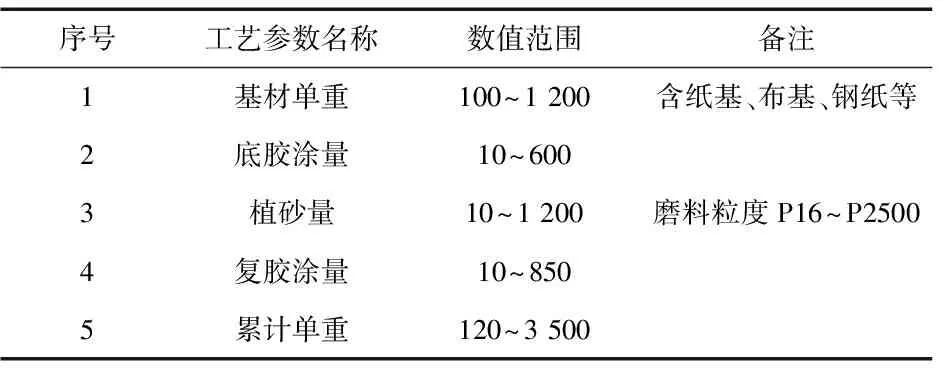
表2 涂附磨具制造主要工艺参数控制范围 单位:g/m2
由于涂附磨具是由胶料将2.5~3 000 μm的磨料粘结到纸基或布基、钢纸等基材上,再施以复胶制造而成,其表面非常粗糙,再加上磨料都为不透明的无机非金属矿物,无法使用耦合剂,因此,超声波测厚技术同样不能够在涂附磨具制造中应用。
涂附磨具产品的厚度都在0.5~3.5 mm,而激光测厚仪一般适用于5 mm以上厚度物体的测试,且其会受到物体表面粗糙度以及反射光强弱的影响,导致测量数值的漂移。由此可见,激光测厚技术也不能够满足涂附磨具在线监测的需要。
β射线探头可用于砂纸线,但对砂布产品不太合适。其间距较小,操作不便;检测范围受限,标定麻烦;且耐环境能力较差,长期稳定性、可靠性受到限制。
X射线探头可用于砂纸、砂布线,但对钢纸等不太适合,且受电压、电流、环境温度等影响较大,稳定性、可靠性不太好。
相比而言,γ射线探头对各种砂纸、砂布及钢纸产品都适用,耐环境能力较强,操作使用简便,长期稳定性、可靠性很好,由于单面检测,投资也相对较低。因此,选择γ射线测厚技术进行涂附磨具制造的底胶涂量、植砂量、复胶涂量在线监测控制。
4 结论
(1)γ射线测厚技术相比X射线、β射线以及超声波、激光、红外线测厚技术更适合于涂附磨具制造的底胶涂量、植砂量、复胶涂量在线监测控制。
(2) 在线监测控制系统不仅可以大幅提高涂附磨具生产质量的稳定性、前后产品的一致性,提高公司产品在市场上的竞争力,而且可以有效降低废次品的产生率,在一定程度上提高产品的合格率,全面降低产品质量波动对终端用户造成的负面影响,提高产品品质。
[1]贾治国,卢治功.在线厚度检测技术[J].仪表技术,2009(2)
[2]宁涛,吕智斌,金钊.X光测厚仪原理与系统应用[J].中国高新技术产品,2009(13)
[3]黎景全.轧制工艺参数测试技术[M].第2版.冶金工业出版社,2002
2014-06-20
陈志远(1964—),男,贵州人,高级工程师,副总经理,从事磨料磨具开发研究工作。
猜你喜欢
医学概论(2022年3期)2022-04-24
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
模具制造(2021年6期)2021-08-06
精密制造与自动化(2018年3期)2018-09-19
科学与财富(2018年9期)2018-05-14
商品与质量(2018年50期)2018-04-15
工业设计(2016年4期)2016-05-04
当代化工(2015年2期)2015-03-25
化工管理(2015年9期)2015-03-23
中国中医药现代远程教育(2014年18期)2014-03-01
