
定位环零件切削加工工艺及夹具设计
2014-09-10 02:39孙德英
中国教育技术装备 2014年1期
◆孙德英
作者:孙德英,大连职业技术学院机械工程学院副教授,研究方向为数控技术及实训教学管理(116037)。
1 定位环零件图分析
如图1所示为定位环零件图,该零件形状简单,材料为STKM16A,综合切削性能较好。两端面的平行度公差及粗糙度可通过磨削加工即可保证;内孔尺寸及形位精度要求较高,通过数控车削加工,在适当的定位与夹紧方式下,可保证加工精度。
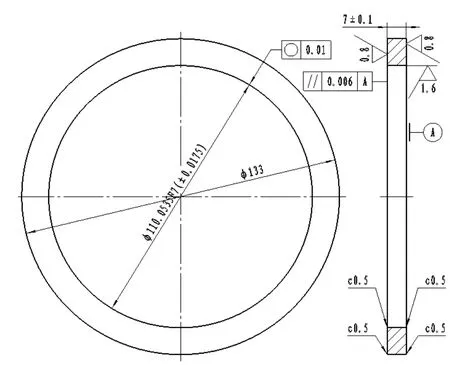
图1 定位环零件图
该件单边壁厚较薄(11.5 mm),径宽比较大(19 mm)。采取直接夹持该工件外圆进行加工,Ф(110.0535+0.0175)mm内孔尺寸及0.01 mm的圆度很难保证。为此,除在工序上考虑该零件的精度之外,还要采用一种专用夹具,把该件直接所受的径向夹紧力转移或变为轴向夹紧力。
2 定位环零件切削加工工序
下料使用锯床下料,毛坯尺寸为Ф135×15,如图2所示。

图2 定位环毛坯图
第一次安装使用QTN150数控车床,三爪卡盘夹持Ф135 mm外圆,夹持长度为5 mm;车削外圆和右端面至定位环零件图要求,并倒角C0.5;车削内孔尺寸至Ф109.1 mm,单边留约余量0.45 mm,深度10 mm,并倒角内孔C0.5,如图3所示。
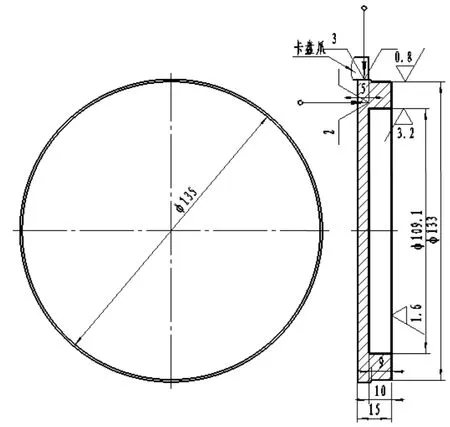
图3 外圆及右端面加工装夹示意图
第二次安装使用QTN150数控车床,三爪卡盘夹持已加工好的Ф133 mm外圆,夹持长度为5 mm,车削左端面至7+0.3,并角C0.5,如图3所示。
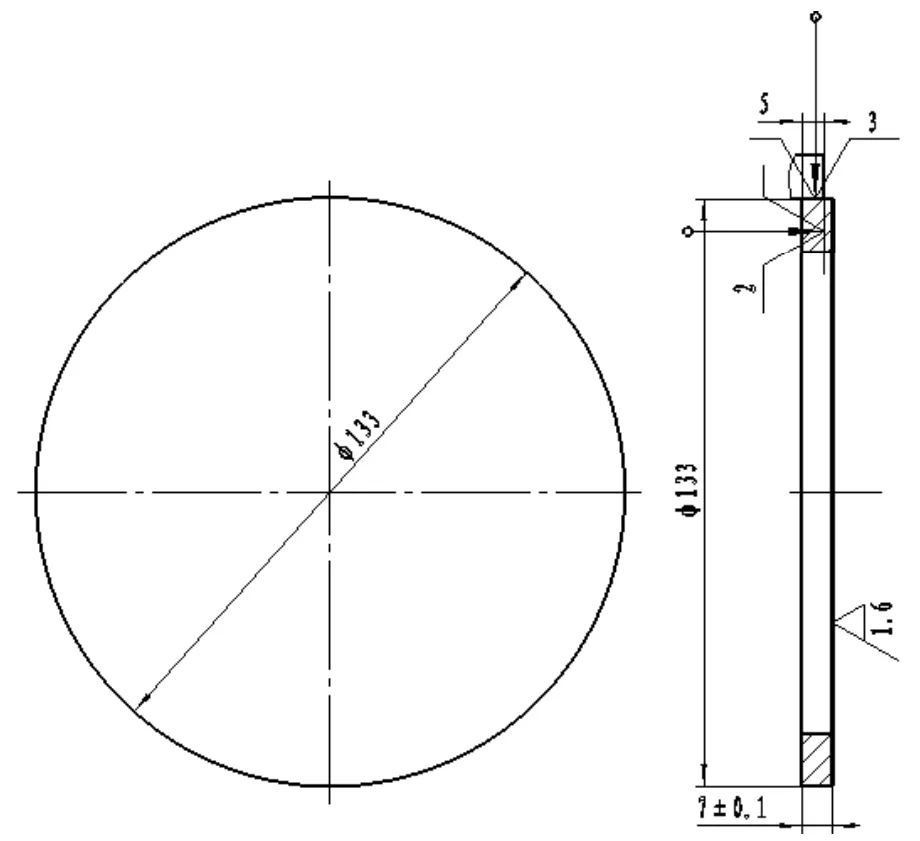
图4 左端面加工示意图
第三次安装使用QTN150数控车床,三爪卡盘夹持定位环专用夹具的Ф145 mm外圆;之后把图4所示工件装于定位环夹具底座上,装上定位环压盖,用螺钉拧紧;车削内孔尺寸Ф109.1 mm至尺寸Ф110.0535(F7),如图5所示。
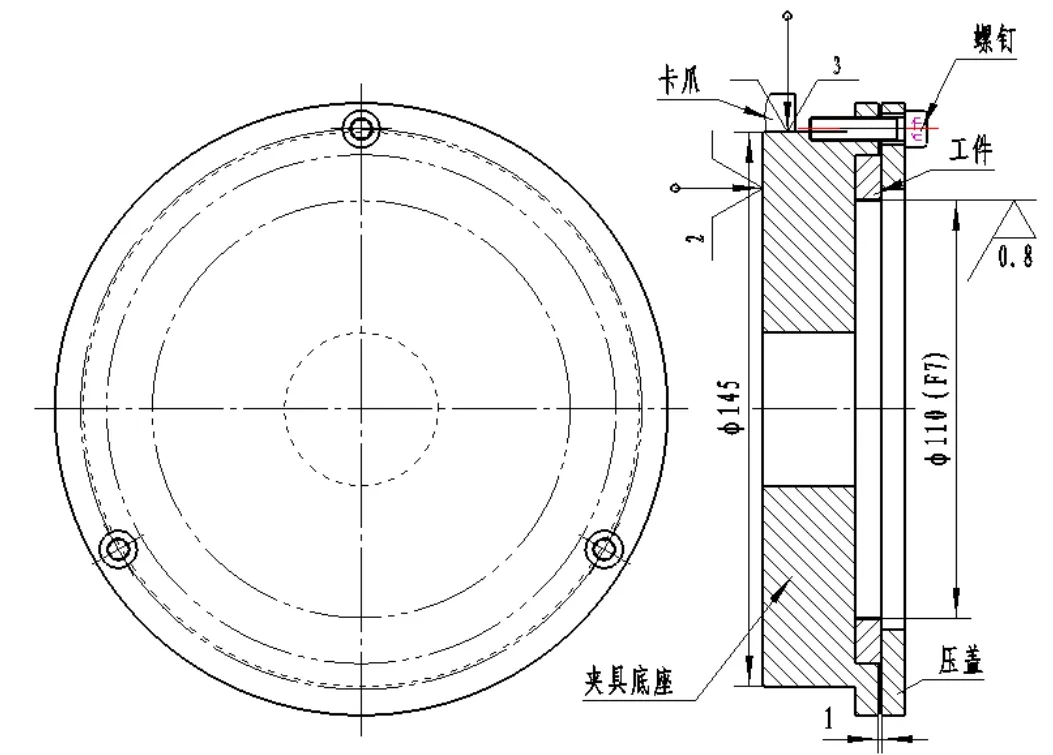
图5 夹具使用示意图
第四次安装使用M7130磨床,磨削加工(7+0.1)mm两平面至定位环零件图要求。
3 定位环零件夹具
由图5可以看出,该夹具由底座、压盖及螺钉等元件组成。使用时,把数控车削加工好的定位环工件放在底座上,放上压盖,之后拧紧三个螺钉即可。
该夹具的特点是把径宽比较大,薄壁定位工件由原来的径向直接夹紧方式(该方式易使工件变形,影响Ф110.0535(F7)圆度及尺寸精度),变为轴向夹紧方式(径向不受力,不影响Ф110.0535(F7)圆度及尺寸精度)。
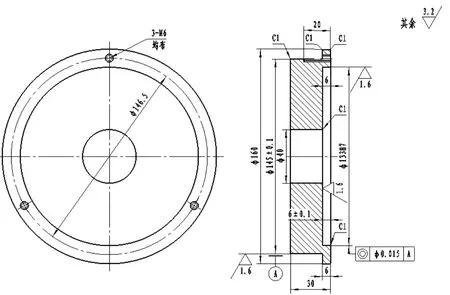
图6 夹具底座零件图
如图6所示,定位环夹具底座限制了工件的5个自由度,满足了该件的加工尺寸精度要求。其中:止口深为6 mm,要小于定位环数控车削之后的厚度(7+0.5)mm;止口直径为Ф133H7 mm,对应工件的数控车削直径尺寸设计成Ф133h7 mm,采取间隙配合方式,以保证工件与夹具底座配合不影响零件的内径尺寸。
使用定位环夹具试切定位环工件,通过加工出的样件进行检测,其他尺寸及表面质量均满足图纸要求,可以使用该夹具装夹定位环工件进行加工,避免了原来的直接装夹工件外圆加工带来的误差现象的发 生。通过该定位环零件的切削加工工艺研究与分析,可以把结论应用于其他类似项目中。主要思想是把工件的径向夹紧力变为轴向夹紧力,或转移夹紧力作用位置,使薄壁或直径宽比较大的工件加工不因夹紧力而引起变形,保证工件的形位误差及表面质量。
[1]赵长明,刘万菊.数控加工工艺及装备[M].北京:高等教育出版社,2003.
[2]王光斗,王春福.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[3]杨永才.机械设计新标准应用手册[M].上海:上海科学技术出版社,1993.
猜你喜欢
一重技术(2021年5期)2022-01-18
装备制造技术(2021年1期)2021-05-21
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
课程教育研究·新教师教学(2015年14期)2017-09-27
科学与财富(2017年24期)2017-09-06
速读·中旬(2017年6期)2017-07-29
机械工程师(2015年10期)2015-02-02
河南科技(2014年16期)2014-02-27
