核反应堆压力容器主螺栓的质量控制
2014-09-19 02:39王亚丽
中国重型装备 2014年3期
王亚丽
(中国第一重型机械股份公司重装事业部,黑龙江 161042)
核反应堆压力容器主螺栓的质量控制
王亚丽
(中国第一重型机械股份公司重装事业部,黑龙江 161042)
核反应堆压力容器主螺栓是连接核反应堆压力容器顶盖与筒体的紧固密封件。其质量过程控制主要包括:主螺栓无损检验、主螺栓机械加工、不完整螺纹修整,主螺栓清洁、包装。
主螺栓;质量控制;无损检测;机械加工
核反应堆压力容器(以下简称RPV)主螺栓是连接核反应堆压力容器顶盖与筒体的紧固密封件,其螺纹质量的好坏直接影响反应堆压力容器筒体螺栓孔的质量,关系到核电站是否按期正常安装运行。本文根据核电站用户安装现场的信息反馈,不断改进主螺栓机械加工方法,从RPV主螺栓实际生产加工的过程控制出发,提高质量,确保核电产品的安全运行。
1 主螺栓无损检验质量过程控制
为保证RPV主螺栓锻件的质量,在主螺栓精加工后螺纹加工前安排在固定式磁力探伤机上进行机加表面的磁粉检测(MT)。由于螺栓为细长轴类锻件,故需采用分段磁化,严格保证磁场强度符合检测规程要求。进行MT的目的是便于在螺纹加工前及时发现锻件质量缺陷,对超标缺陷做技术报废处理;对于未超标缺陷,必须严格按照检测规程对缺陷部位进行渗透检测(PT)复检。这样能够及时发现处理不符合要求的主螺栓锻件,既严格控制产品质量,又不影响整体生产进度。主螺栓在螺纹加工前进行MT结束后,由检测人员出具检测报告并判定结论。见图1。
2 主螺栓机械加工质量过程控制
2.1 主螺栓螺纹的机械加工控制
以某核电项目RPV主螺栓M155×4螺纹为例,螺栓螺纹细节部分如图2所示,相配合的筒体螺栓孔螺纹部分细节如图3所示。螺栓的螺纹部分采用在数控卧车进行车削加工,加工过程中严格执行将粗车、半精车、精车分开的工序。螺孔在数控镗床加工。检验后均符合图纸要求。然而根据用户安装现场的实际反馈,加工的螺纹及相配合的螺栓孔虽均在图纸要求的公差范围内,但现场安装却出现不同程度的研伤、卡涩现象。
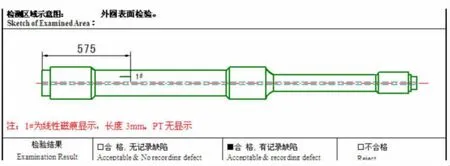
图1 无损检测报告Figure 1 NDE report
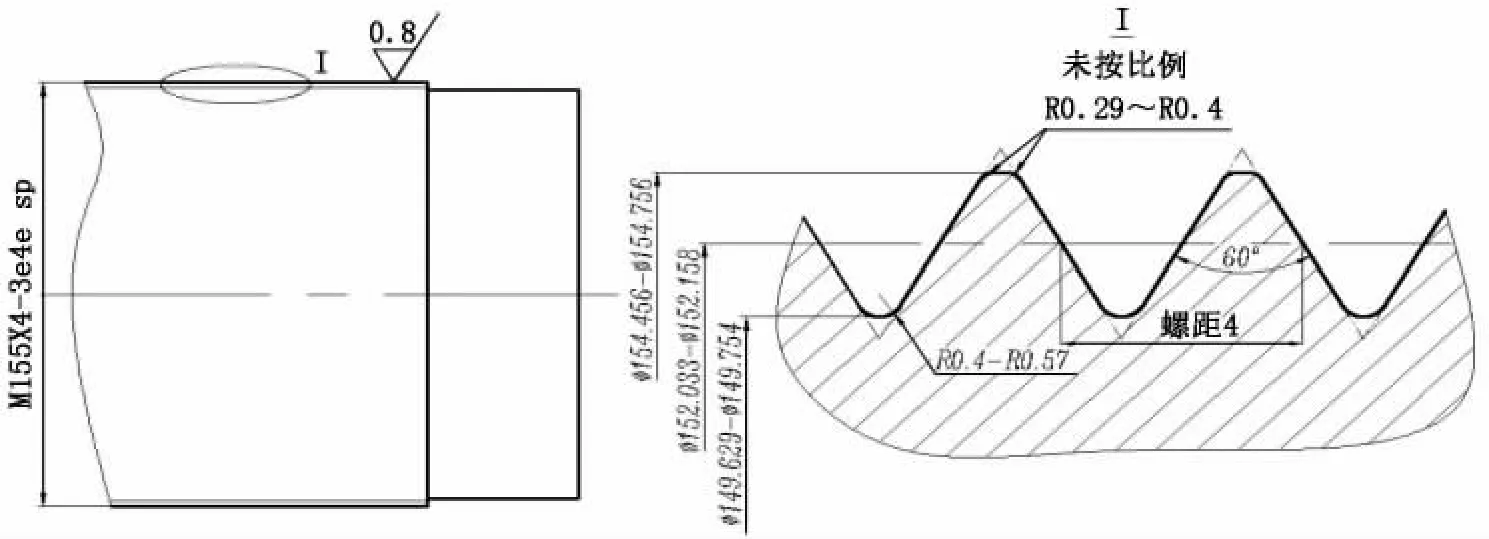
图2 螺纹放大图Figure 2 Enlarged drawing of thread
经过质量、设计、工艺等相关人员的分析发现,图纸在设计原理上对螺纹的大径、中径、小径加工的公差要求过于严格,为了保证安装现场螺栓的旋入顺畅,又能满足设计图纸要求,经过对螺栓与螺孔的接触情况进行反复计算,最终决定对主螺栓的大径、中径、螺孔的大径、中径、小径公差进行工艺控制,在满足设计图纸要求的前提下,更能适合用户现场安装。另外,考虑到由于整体拉伸机的刚性约束,主螺栓在螺栓孔中的对中调节性差,如果大径圆角过小,就会存在尖点,在旋入筒体螺孔时会损伤螺孔。为了更好的控制螺纹大径圆角,保证质量,最终决定采用表1、表2的加工公差及圆角大小,对主螺栓螺纹、螺孔进行优化改进。
质控人员指导、监督检查人员,严格按照改进后螺纹参数进行检验,逐一对螺纹大径、中径进行测量,满足改进方案的要求值后出具检测报告。通过这一改进,核电站现场螺栓安装顺利,再无研伤、卡涩现象。
2.2 主螺栓螺纹粗糙度的质量控制
主螺栓螺纹加工过程中螺纹粗糙度要求是Ra0.8μm,车削螺纹很难达到图纸要求。为此,技术人员对试验件采用成型刀片加工,并对进给量、转速等切削参数进行了控制,最终获得了满意的效果。

图3 螺孔放大图Figure 3 Enlarged drawing of screw
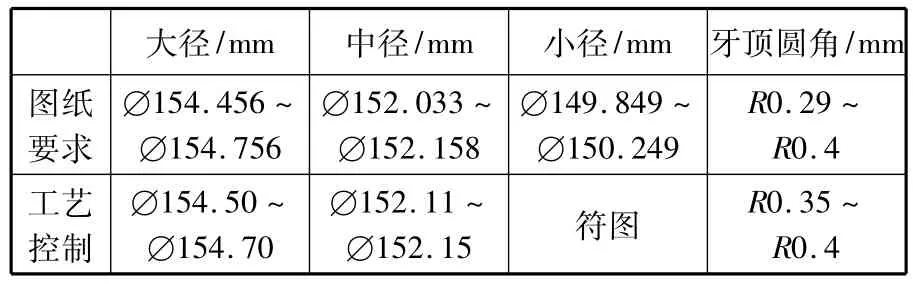
表1 螺纹参数Table 1 Thread parameters
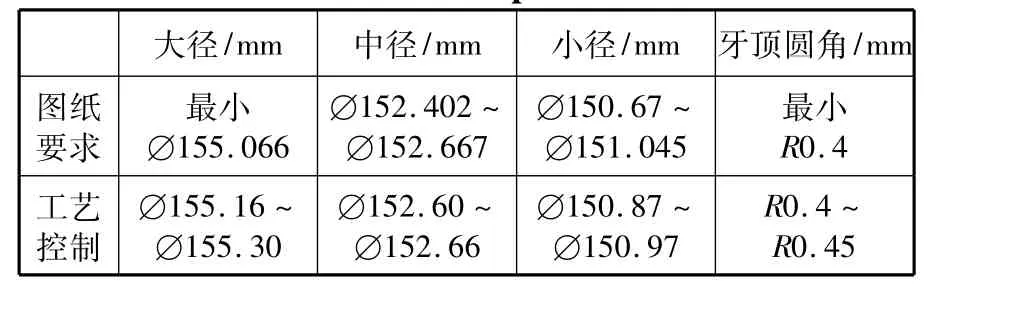
表2 螺孔参数Table 2 Screw parameters
3 主螺栓不完整螺纹修整过程控制
3.1 主螺栓不完整螺纹的机加去除
以某RPV主螺栓为例,如图4所示,对M155×4螺纹的起始端不完整螺纹按图纸要求进行270°范围内去除。
对不完整螺纹的修整,是为了减少不完整螺纹尖角处对反应堆压力容器筒体螺栓孔的螺纹损害。质量控制重点在于:不完整螺纹的去除及螺纹起始端R25 mm圆弧的圆滑过渡。经过技术人员研讨,最终选择在数控龙门铣床上加工,并设计制造R25mm样板对加工后的螺纹起始端R25mm圆弧进行检验。选用Ø4 mm铣刀与螺纹垂直加工,通过设计工装夹具及对电控箱内改造,实现4轴联动,主螺栓同步旋转,顺利加工出了R25 mm圆弧并去除270°不完整螺纹。R25 mm圆弧经样板检测合格。
3.2 主螺栓不完整螺纹的手工去除
根据现场安装经验反馈,机床加工去处不完整螺纹后的余高很难控制在0.05 mm以内,需由钳工用微型电动工具修复不完整螺纹余高,同时,用锉刀将R25 mm圆滑过渡处的螺纹两侧端面修理成0.6 mm~0.8 mm过渡倒角。经检查人员检验合格后,报质控人员复检,出具检测报告,后续用户现场反馈螺栓旋入螺孔顺畅。
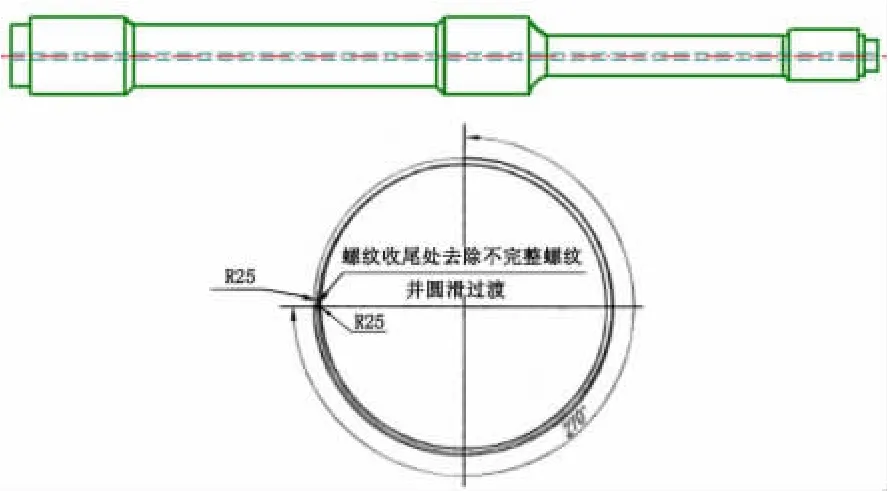
图4 不完整螺纹图Figure 4 Unfinished thread drawing
4 主螺栓清洁包装过程控制
主螺栓在进行终检结束后,由钳工用纱布手工清除油污、夹杂物、灰尘等。特别是螺纹牙型间的清洁,由检查员进行目视检查,确保主螺栓表面无波浪、褶皱、划痕、油污等有害缺陷,并在目视检查员的监督下,进行包装。第一道,采用软膜油刷涂,要保证主螺栓的中心孔,螺纹牙型间等所有部位都刷涂,以免发生锈蚀。第二道,采用核电专用蜡纸进行包装,最后采用核电专用塑料布进行包裹。装箱时垫压木与机件接触处垫毛毡,以免运输时发生撞击,磕伤螺栓。
5 结论
通过对主螺栓无损检验、机械加工、不完整螺纹修整,以及对清洁、包装等逐一控制,使RPV主螺栓在完全满足图纸和工艺技术条件要求的前提下,现场安装更加顺利。
编辑 傅冬梅
Quality Control of Main Bolt for Nuclear Reactor Pressure Vessel
W ang Yali
Main boltof nuclear reactor pressure vessel is the fastening and seal part to connect coverwith container of nuclear reactor pressure vessel.Its quality control process includes nondestructive examination and machining of main bolt,unfinished thread repair as well as cleaning and packing fomain bolt.
main bolt;quality control;nondestructive examination;machining
TH49
A
2014—01—15
猜你喜欢
桉树科技(2022年1期)2022-05-11
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
湖南林业科技(2020年3期)2020-08-11
绿色科技(2019年9期)2019-11-29
科技创新与应用(2018年5期)2018-02-03
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23