波浪口的先后切与翻边的先后翻
2014-10-10 05:51任春雁
锻造与冲压 2014年10期
在汽车车身覆盖件的制造工艺中,修边和翻边是极为重要的两个工序。修边就是将拉伸件的工艺补充部分切掉。在修边序进行波浪口的设计可以有效地减少冲裁力,降低噪音。国内一般对于大于1.2mm的厚板料都会进行波浪口的设计。国外项目如欧洲FORD要求所有的修边模都要进行波浪口的设计;对于翻边模来说,翻边的好坏反映在制件上就是翻边是否有裂纹与起皱,以及由于翻边后内应力释放所导致的回弹问题。翻边的好坏影响因素包括翻边轮廓、翻边间隙和翻边先后顺序等。一般情况下,外圆翻边会导致起皱,内圆翻边会导致裂纹。对于内圆翻边,我们采取相关措施可避免拉裂,但是外圆翻边导致的起皱就没有那么好解决了。尤其对于行李箱外板在接近后风窗部位以及前机罩外板在接近前挡风玻璃部位的翻边中,会经历先是压缩后又拉伸的应力状态。本文意在阐述一下波浪口设计方面及翻边顺序方面应该注意的要点问题。
修边口的波浪口处理
为了方便废料流出,减少毛刺,获得更好的制件品质以及延长模具寿命,以下几个细节问题应该引起注意:
⑴与下模废料刀配合切断废料的部位必须先刃入,工艺安排本文不赘述。
⑵重心所在的一侧先刃入,如图1所示。图1左方蓝色型面为废料,重心位于废料的上方,这样在切断以后废料就随着重力滑出模具本体了,所以上方先刃入利于废料流出。否则如果非重心所在一侧先刃入的话,切断以后的废料在下降过程中会发生翻转,从而卡在刃口中不容易流出。
⑶形状复杂处先刃入。如图2所示,形状复杂部位,其切断以后由于形状复杂而卡在刃口内的几率比较大,故形状复杂部位的刃入量要大。
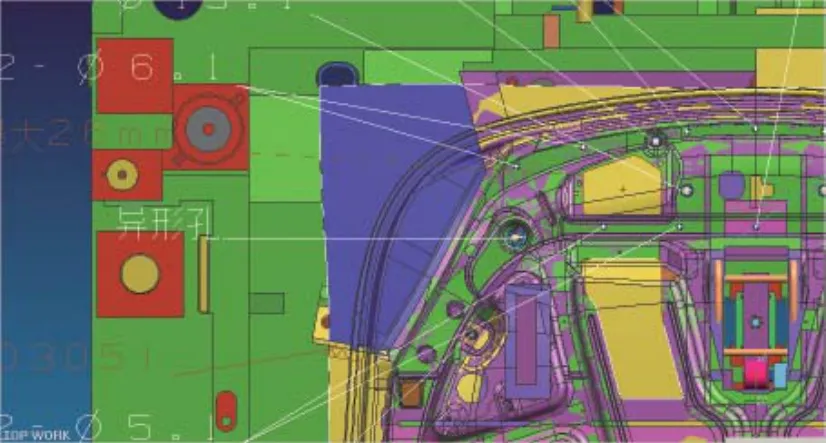
图1 重心一侧先刃入
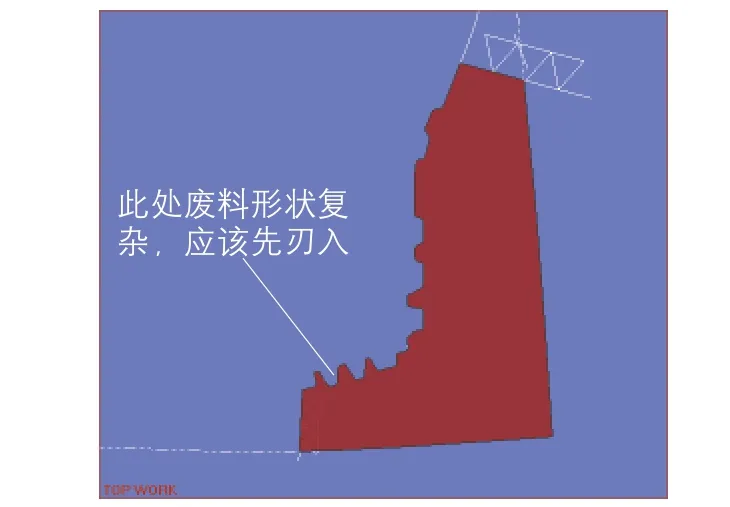
图2 形状复杂处先刃入
⑷考虑使制件平衡。在切废料的过程中,上模修边镶块会对制件产生沿修边线切向的切削力,为了使制件在切削过程中保持平衡,应该使各切向力互相抵消。如图3所示,黄色部位(共8处)为修边口,两端的波浪口为了方便排料会产生向外的切向力,两者已经互相抵消。中间部位和上下部位的波浪口应该也设计成互相抵消的状态。
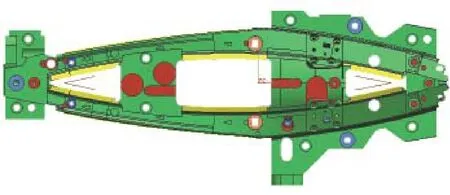
图3 各切向力互相抵消
⑸异形冲头四角先刃入。先从四个角上将料切断,然后逐步从中间切料。如果中间先切料的话,中间切断的料会挣拉旁边的料,增加修边难度,尤其是切到最后的四角部位时,由于力已经很弱,容易产生毛刺。如图4所示,三处蓝色部位均为异形冲头,四个角上应该先刃入。
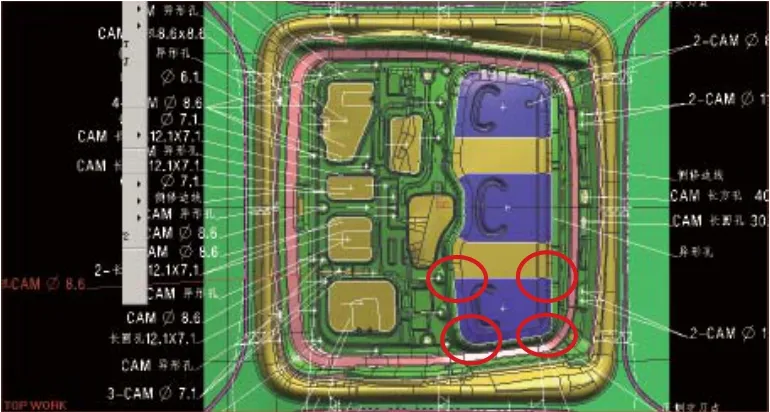
图4 异形冲头四角先刃入
⑹斜面上直修的异形冲头应该让下面一侧先刃入,如图5所示。斜面上的直修冲头在冲孔时,由于侧向力的作用导致冲头向外侧倾斜,导致冲头的上半部间隙变大,下半部则间隙太紧或者根本就没办法刃入。因此,要让下面的一侧先刃入,刃入以后可以起到导向作用,抑制侧向力。
⑺锐口处理。修边过程中,上模修边镶块和制件是线接触。上模修边镶块修边线以后的部位只要是保证刃口强度就可以了,切废料时不能先于修边口触料。因此,对于一些钝角口可以拉平,锐角口可以直接符形或是做得更锐一些。

图5 斜面上直修的异形冲头下面一侧先刃入
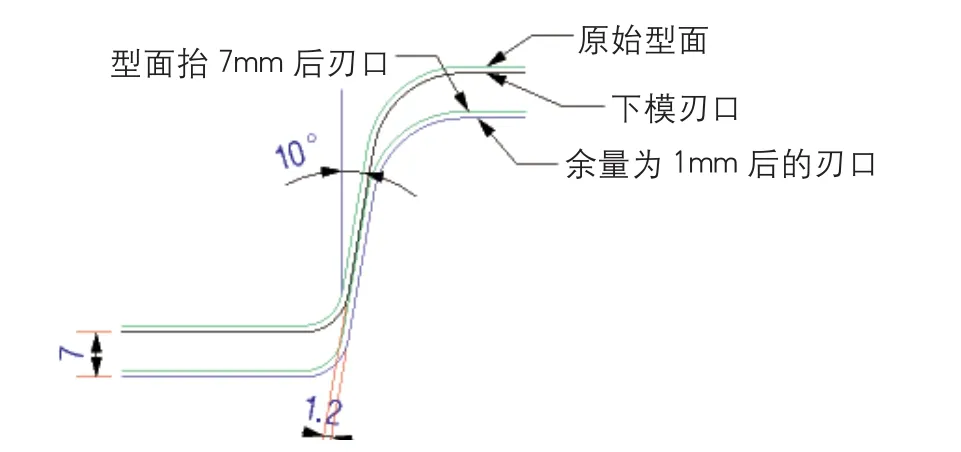
图6 立口处理
⑻立口处理,如图6所示。本文采用从FT数型中总结出来的修边镶块立切面的处理对策:下模为基准侧时,上模修边镶块余量为1mm,型面抬高刃入量=理论刃入量-1mm;上模为基准侧时,上模余量为(1+T)mm,抬高刃入量=理论刃入量-1mm。
在波浪口的处理过程中,通常还伴有锐口和立口的处理。这些加在一起,会使上模修边镶块的处理变得异常复杂。处理时,在CATIA中处理会具有更高的优越性。
翻边的先后翻
内圆翻边受拉容易导致裂纹,外圆翻边受压容易导致起皱。如图7所示,A,B两头属于外缘翻边,会有起皱情况的产生。将翻边间隙做紧,比其余部位,此处先翻,可抑制此处的起皱,否则起皱将会在所难免。为了防止内圆翻边导致的裂纹,一般在拉延序设计藏料的瓜子,使展长一样。为了防止外圆翻边导致的起皱,一般会在容易起皱的部位设置工艺缺口。这两项措施都很有效。但是工艺缺口设置过多会影响制件的刚性,导致有时客户不愿意设置工艺缺口。本公司模具制造部门可以从翻边的顺序上抑制皱纹和拉裂情况的产生,也就是将容易产生裂纹和起皱的地方先于其他地方翻边,同时将该处间隙做紧。
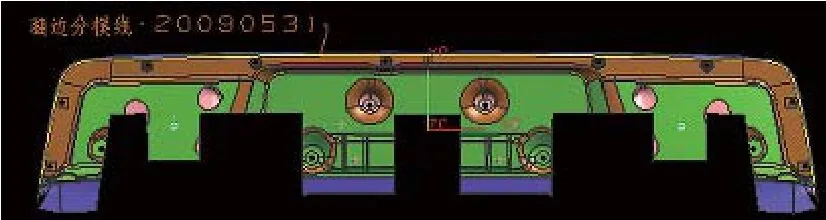
图7 外圆翻边受压容易导致起皱
还有一种特殊情况就是开始受压有起皱趋势,后来受拉有拉裂趋势的情况,最典型的就是行李箱外板在接近后风窗部位以及前机罩外板在接近前挡风玻璃部位的翻边,此时应该是从中间开始先翻。图8为HE-1项目的先翻案例,图中紫色为上模翻边镶块,中间比两边最多有30mm的先翻量。
行李箱外板临近后风窗部位翻边弧长较长,如果一起翻边就很容易导致受压起皱,以后即使受拉状态仍然不能消除此处起皱的痕迹,影响面品。若从中部开始翻边,则可避免起皱。
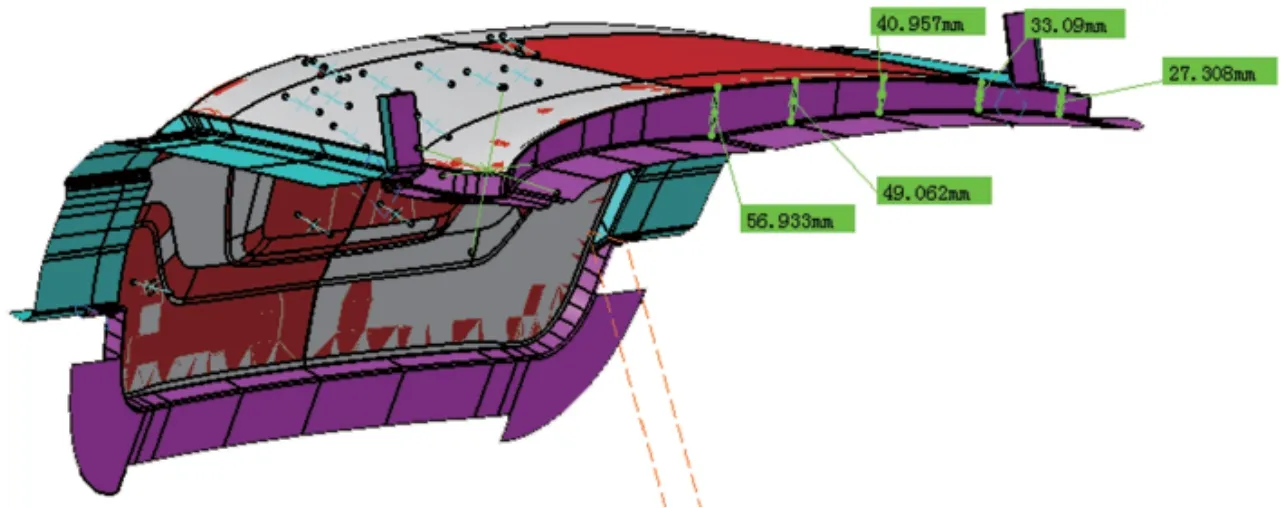
图8 HE-1项目的先翻案例
结束语
波浪口的设计及翻边的先后顺序都是细节问题。要从每一个细节出发才能真正减少钳工的研修量,并实现真正意义上的精品模具。
波浪口的先后切与翻边的先后翻
文/任春雁·天津汽车模具股份有限公司
猜你喜欢
模具制造(2021年3期)2021-05-03
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
河南科技(2019年29期)2019-10-21
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年11期)2018-11-23
科技创新导报(2017年34期)2018-06-05