数控车工实习教学中螺纹加工的实践与研究
2014-10-21 20:04张智辉
电子世界 2014年6期
关键词:刀具
张智辉
【摘要】螺纹加工是数控车工实习教学的重要内容,也是在数控车工职业资格等级考试中必考的项目,本文结合在在螺纹加工数控车工实习教学实践过程中学生出现的螺纹加工的问题进行总结,方便学生更好地掌握此项技能。
【关键词】螺纹加工;螺纹参数;刀具;切削用量;编程指令;螺纹检测
1.前言
在生活中,我们经常见到许多具有螺纹的零件,那是由于螺纹常用于紧固、联接及调节,又可用来传递动力,因此应用十分广泛。螺纹的种类有很多,其中三角形螺纹主要用于联接,也最为常见,在数控车实习教学中,三角形圆柱外螺纹的数控加工是中职学校学生的一个重要实习内容,在数控车工职业资格等级考试中也是必考的操作技能。
在使用数控车床对三角形圆柱外螺纹进行加工的教学实践过程中,我发现学生在初学螺纹加工时,总会出现各种各样的问题,导致最后加工出来的螺纹不合格,这些问题归结为:螺纹参数的查表与计算,螺纹刀的刃磨与安装,切削用量的选择以及螺纹加工程序编制和螺纹的测量,我将从以上所说的五个方面来说明在数控车床上加工三角形圆柱外螺纹的整个过程。
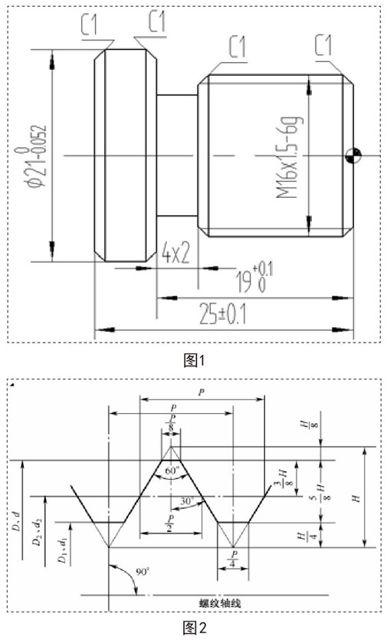
为了便于说明螺纹加工的过程和方法,我以在数控系统GSK980TD上加工图1所示的螺纹为例进行阐述。
图1
11
图2
2.分析零件图,确定螺纹参数
螺纹参数主要有螺纹大径、螺纹中径、螺纹小径,导程等,具体内容见图2所示,但在计算时主要是螺纹大径、螺纹中径、螺纹小径这个参数。
2.1 螺纹大径
与外螺纹牙顶或内螺纹牙底相重合的假想圆柱面的直径,称为螺纹大径,外螺纹用d表示,国标GB193-81规定,普通螺纹大径的基本尺寸为螺纹的公称直径,其位置在原始三角形上部H/8削平处,在图2中用d表示。螺纹大径的尺寸影响螺纹的结合性及连接的可靠性,因此必须加以限制,规定其公差。我们可以通过查表得知M16×1.5-6g的螺纹大径为Ф16。
所以,螺纹大径的最大极限尺寸为:
16-0.032=15.968mm
螺纹大径的最小极限尺寸为:
16-0.268=15.732mm
在实习教学过程中,如果加工精度要求不高,我们可以使用公式d=16-0.1P=15.85mm来计算螺纹大径。外螺纹大径的极限尺寸可以用游标卡尺、千分尺或是光滑极限卡规来测量控制,确保加工的正确性。
2.2 螺纹中径(d2)
中径是一个假想圆柱的直径,是该圆柱的母线通过牙型上的沟槽和凸起宽度相等的地方的直径。在图中用d2表示。
螺纹中径完全不受其大径、小径尺寸变化的影响。中径的大小决定了螺纹牙侧对于轴线的径向位置。因此,中径是螺纹公差与配合的主要参数之一。螺纹中径的尺寸可以通过公式计算或是查普通螺纹基本尺寸表取得。
计算公式为:
d2=d-2×3/8H=d-0.6495P
=15.026mm
2.3 螺纹小径(d1)
与内螺纹牙顶相重合的假想圆柱体直径,其位置在原始三角形下部H/4削平处,在图中用d1表示。在数控车削加工中,螺纹小径是编写数控程序的重要依据。一般,螺纹小径的尺寸可以通过公式计算或是查普通螺纹基本尺寸表取得。
计算公式为:
d1=d-2×5/8H=d-1.0825P
=14.376mm
在螺纹加工实习过程中常常出现这样一种情况:学生应用上述公式计算出来的尺寸,编制到程序中以后,经过对刀后加工出来的螺纹,经过测量后,发现中径不符合要求。原因是我们刃磨的螺纹车刀刀尖角度小于60或者可转位机加车刀的刀尖比较尖锐,宽度上达不到上述公式反映的理论刀尖P/4的宽度。为了解决这个问题,我们可以通过逐渐减少螺纹小径,增大螺纹深度的方法,即改变公式中的系数来慢慢调试。经多次实验发现,如果将系数从1.0825增加至1.3之间,学生加工出来的螺纹就符合技术要求。但在实习过程中我们还应注意,同样尺寸的螺纹,不同的学生使用自己刃磨的螺纹车刀,所取的系数是不一样的,也就是加工螺纹的程序中小径的值是不一样的,系数具体要取多少合适,还需要通过多次的测试加工获得,但只要掌握正确的方法,就能够加工出合格的螺纹。
3.螺纹车刀的刃磨和安装
实习过程中,我们使用的硬质合金刀具,如果刀刃崩了,经过刃磨以后,可以继续使用,节省成本。
3.1 螺纹车刀的刃磨
关于螺纹车刀的刃磨,必须要掌握螺纹车刀的几何角度,分别是刀尖角ε、前角Υ和后角α,刀尖角ε应等于牙型角,对于实习过程中普通三角形螺纹的刀尖角ε是60o;前角Υ,一般为0o~15o,螺纹车刀的径向前角对牙形角有很大的影响,对精度高的螺纹径向前角可适当取小一些(约0o~5o);后角α一般为5o~10o,需要特别注意的是,因为螺纹升角的影响,两个后角大小应该磨成不同,进刀方向一面应稍大一些。
3.2 螺纹车刀的安装
车削螺纹时,为了保证牙形正确,对安装螺纹车刀提出了严格的要求。安装时刀尖高度必须对准工件旋转中心,车刀安装得过高,则吃刀到一定深度时,车刀的后刀面頂住工件,增大摩擦力,甚至把工件顶弯,造成啃刀;过低,则切屑不易排出,车刀径向力的方向是工件中心,加上横进丝杠与螺母间隙过大,致使吃刀深度不断自动径向加深,从而把工件抬起,导致啃刀;车刀刀尖角的中心线必须与工件严格垂直,装刀时可用样板来对刀。
4.切削用量的确定
加工螺纹的参数主要有:主轴转速、进给速度和背吃刀量。
4.1 主轴转速
螺纹加工时主轴转速可用下面经验公式n=(1200/P)-K进行计算,P为工件螺距,K为保险系数,一般取80。在本例中主轴转速经计算应取n=(1200/1.5)-80=720mm/min
4.2 工作台纵向移动速度
螺纹加工时数控车床主轴转速和工作台纵向进给量存在严格数量关系,即主轴旋转1转,工作台移动一个待加工工件螺纹导程距离。因此在加工程序中只要给出主轴转速和螺纹导程,数控系统会自动运算并控制工作台纵向移动速度。
4.3 背吃刀量
如果螺纹牙型较深、螺距较大,则可采用分次进给方式进行加工。每次进给的背吃刀量用螺纹深度减去精加工背吃刀量所得的差按递减规律分配。本例中的零件,因为使用的棒料直径不大,螺纹牙型不深,属于小螺距。
5.螺纹加工程序编制
螺纹加工指令有单行程螺纹切削指令G32、螺纹切削指令G92和螺纹切削复合循环指令G76,常用的是G92,因篇幅有限,只写出加工螺纹部分的程序,如下所示:
M03 S720 T0404;(4号刀为螺纹刀)
G00 X18 Z2;(快速定位)
G92 X15.2 Z-17 F1.5;(用螺纹固定循环指令G92车螺纹)
X14.6
X14.376
G00 X100 Z100;(返回换刀点)
M05;(主轴停转)
M30;(程序结束并返回程序开头)
6.螺纹参数的检测
检测螺纹主要测量螺距、牙型角和螺纹中径,而且这些测量要在拆卸工件、刀具前进行,发现问题还能及时补救。
6.1 测量螺距、牙型角
螺距是由车床的运动关系来保证的,用钢尺测量即可。普通螺纹的螺距一般较小,在测量时,最好量10個螺距的长度,再除以10得到一个螺距的尺寸。牙型角是由车刀的刀尖以及正确安装来保证的,一般用样板测量。也可用螺距规同时测量螺距和牙型角。
6.2 测量螺纹中径
螺纹中径常用螺纹千分尺测量。使用方法跟一般的外径千分尺相似。它有两个可以调换的测量头,在测量时,两个跟牙形相同的触头正好卡在螺纹的牙形面,所得到的千分尺读数就是该螺纹的中径实际尺寸。
6.3 综合测量
用螺纹环规检查三角形外螺纹。首先应对螺纹的直径、螺距、牙形和粗糙度进行检查,然后再用环规测量外螺纹的尺寸精度。如果环规通端正好拧进去,而止端拧不进去,说明螺纹精度符合要求。图1中加工的螺纹用到的螺纹环规型号为:M16×1.5-6g。对于精度要求不高的也可用标准螺母检查,以拧上工件时是否顺利和松动的感觉来确定。检查有退刀槽的螺纹时,环规应通过退刀槽与阶台端面靠平。
7.结论
在数控车床上进行螺纹的加工,不仅仅是一个指令的事情,它涉及到螺纹参数、刀具、切削用量、编程指令和量具使用等多方面的问题,哪一方面出问题都会导致最后加工螺纹的失败,我们要善于在教学过程中不断总结,把螺纹加工的知识、技能和经验更好地传授给学生。
参考文献
[1]孙继山.数控车床编程与操作[M].机械工业出版社,2013.
[2]马丽霞.极限配合与技术测量(第2版)[M].机械工业出版社,2012.
[3]谢晓红.数控车削编程与加工技术(第2版)[M].电子工业出版社,2008.
猜你喜欢
装备维修技术(2020年10期)2020-11-19
环球时报(2020-01-17)2020-01-17
信息技术时代·上旬刊(2019年4期)2019-09-10
科学与财富(2018年21期)2018-08-22
中国新闻周刊(2017年7期)2017-03-22
读与写·下旬刊(2014年5期)2014-08-07
新媒体研究(2014年7期)2014-05-21
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14
活力(2009年17期)2009-11-17