
提高热连轧卷取芯轴作业率途径的探讨
2014-12-25 01:48梁国鹏
设备管理与维修 2014年8期
梁国鹏
(青海平安高精铝业有限公司 青海平安)
一、前言
2011年底进行设备调试和试生产的热连轧机,调试期间因调试量小,卷取芯轴无明显故障,在间断性试生产5000 t后,卷取芯轴卷料后出现无法卸卷故障,即当过机量达到一定吨数后,卷取芯轴的有效作业率将严重影响热连轧机组的连续性生产。
1.卷取芯轴卷取原理
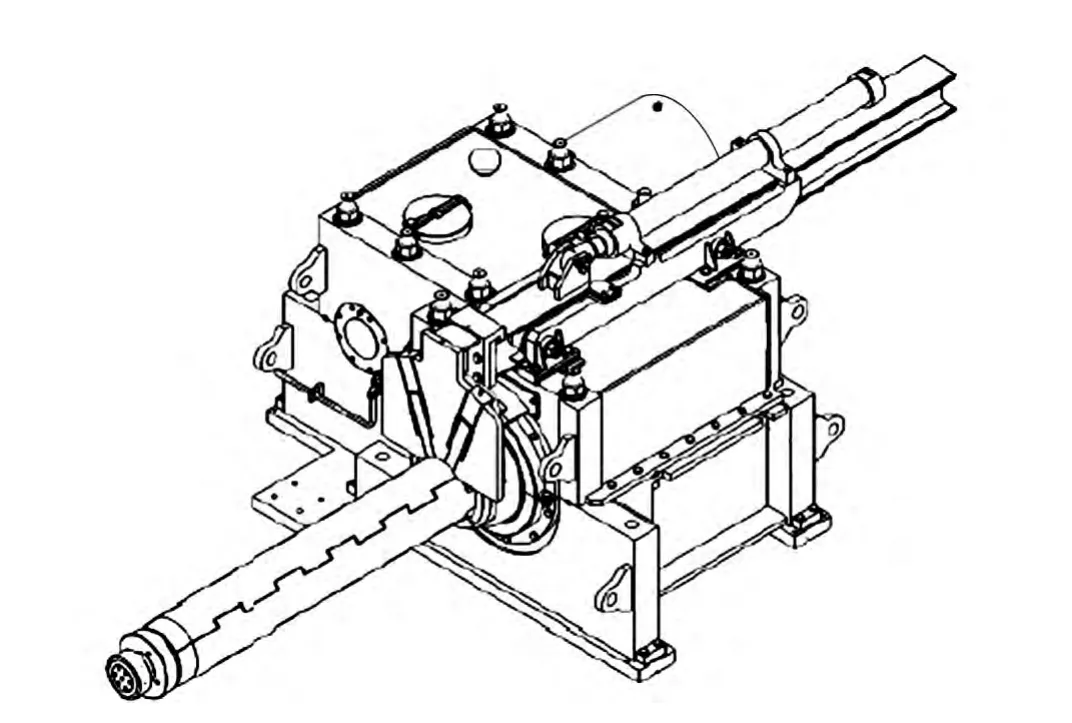
图1 卷取系统外观图
卷取机系统安装在精轧机夹送辊之后,用于将带材卷成卷状,公司的热连轧机采用德国西马克设计的卷取芯轴,芯轴胀缩用液压缸控制,芯轴转动由电机、齿轮箱、刹车盘控制。芯轴缩回则带动外部扇形板缩回,使得卷取芯轴整体外径减小,卷取芯轴此时用于卸卷,反之芯轴胀开带动扇形板胀开,使得卷取芯轴整体外径增大,此时卷取芯轴用于卷取带材。卷取系统外观见图1、卷取芯轴内部结构见图2。
2.卷取芯轴主要参数
芯轴直径范围575~610 mm(对于厚度>4 mm的铝带,过大膨胀,自动设置),卷径最大2150 mm,卷重最大18 t,初始卷取时的卷取速度3 m/s,加速率最大0.5 m/s2,卷取速度最大7.7 m/s,最大铝带厚度10 mm,最小铝带厚度2.5 mm。
二、影响卷取芯轴有效作业的主要因素
1.温度的影响
热连轧机组的特点就是终轧温度高,即使轧制结束到卷取时,带材仍然有300℃以上的温度,使得卷取芯轴一直处于高温作业,而芯轴与扇形板的相对滑动如何润滑,如何防止扇形板与芯轴发生高温粘结,成为关键,西马克设计扇形板与芯轴滑板接触面有耐高温滑板,并在滑板接触面间提供流量为17 m3/min的冷却风机为其进行冷却。观察发现,出现芯轴张开后无法缩回的主要原因是冷却不足,导致滑板粘结,从而使之抱死。
2.其他杂质的影响
卷取芯轴在卷取时,由带材本身带来的铝粉、助卷器钢带磨损造成的铁粉、空气中的其他颗粒物粉尘等进入芯轴与扇形板滑动面,造成滑动阻力增大、磨损滑板等危害,造成卷取芯轴工况恶化,从而使得芯轴抱死。
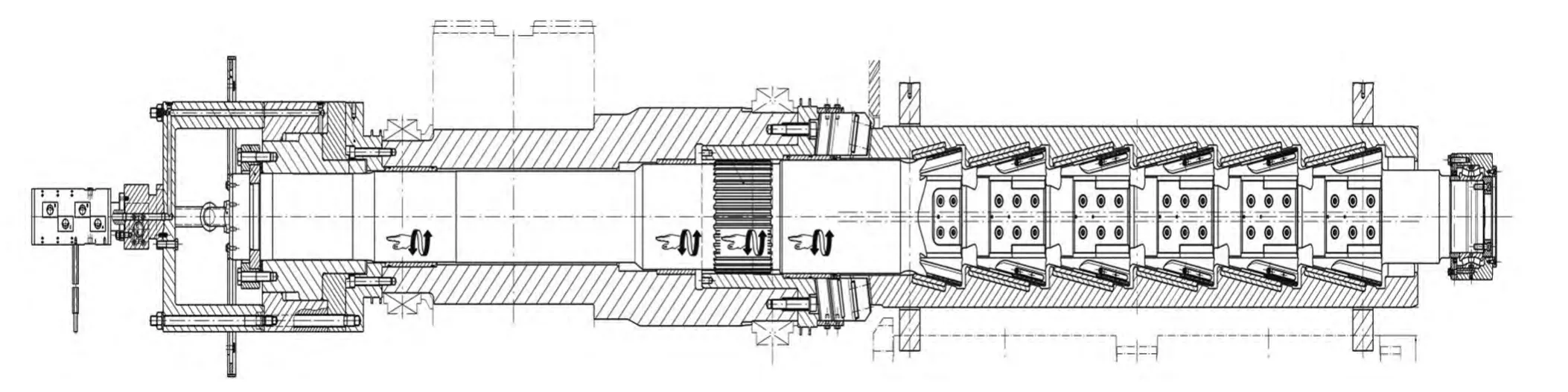
图2 卷取芯轴内部结构图
三、解决办法及途径
1.提高冷却效果
西马克设计冷却流量通过实践观察偏小,为了提高冷却效果,为卷取芯轴提供压缩空气冷却,在保留冷却配管的基础上,将原有冷却风机改为流量为20 m3/min的压缩空气冷却,为防止压缩空气中的杂质颗粒及空压机油雾对芯轴内部造成二次污染,并在管路中增加过滤棉进行过滤以保障压缩空气的纯净度。
2.定时清洁杂质
定期将卷取芯轴扇形板拆开,用煤油清洗芯轴滑板及扇形板内滑板杂物,并将滑板上有烧结点的部位用细油石打磨干净,保证卷取芯轴内部的清洁。
四、效果
采取以上措施后,有效降低了卷取芯轴的工作温度和滑动摩擦阻力,进而降低了卷取芯轴在连续轧制时抱死的故障率,使得热连轧机组的卷取芯轴,可连续卷制钢材6000 t以上不出故障,此数据为有限测试未做最大连续轧制量的测试。
五、结论
(1)合理提高热连轧机组卷取芯轴的冷却效果,可降低芯轴抱死的故障率。
(2)定时清洁芯轴滑板和扇形板滑板杂质,可降低芯轴抱死的故障率。
(3)影响芯轴抱死的原因还有很多,仍然需要不断的探索研究。
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
防爆电机(2021年2期)2021-06-09
理化检验(物理分册)(2020年9期)2020-11-09
上海金属(2020年5期)2020-09-26
中国交通信息化(2017年4期)2017-06-06
电测与仪表(2016年20期)2016-04-11
装备制造技术(2015年7期)2015-02-20
